 |


Технологический процесс формирования биполярных полупроводниковых структур
|
|
|
|
| Наименование операции | Профиль структуры |
| Очистка пластин р-типа после полировки; определение их качества | 
|
| Первоначальное окисление; контроль наличия пор и толщины оксида | 
|
| Фотолитография для создания области скрытого коллектора (используется шаблон I) | 
|
| Диффузия для создания скрытого слоя коллектора; контроль поверхностного сопротивления области скрытого коллектора | 
|
| Снятие оксида | 
|
| Осаждение эпитаксиального слоя кремния л-типа; контроль сопротивления и дефектности эпитаксиального слоя | 
|
| Повторное окисление; контроль наличия пор и толщины оксида | 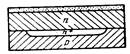
|
| Фотолитография для проведения диффузии в изолирующую область и область базы (шаблон II) | 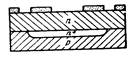
|
| Диффузия, формирующая область базы и изолирующее кольцо | 
|
| Окисление и фотолитография для создания области эмиттера (шаблон III) | 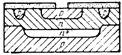
|
| Диффузия для создания области эмиттера и замыкание изолирующего кольца | 
|
| Первая фотолитография для создания областей п+ под омические -контакты к эмиттеру и коллектору (шаблон IV) | 
|
| Вторая литография для создания диффузией областей р+ под омический контакт к области базы (шаблон V) | 
|
| Металлизация алюминием | 
|
| Фотолитография для создания контактов (шаблон VI); вжигание алюминия | 
|
| Металлизация и фотолитография для создания межсоединений (коммутации) (шаблон VII); электрический контроль на функционирование; скрайбирование; сборка; выявление отказов и отбраковка; анализ отказов и введение корректив в ТП | 
|
Для первой диффузии используется, как правило, мышьяк, имеющий меньший коэффициент диффузии, чем фосфор, что позволяет более свободно оперировать дальнейшими тепловыми циклами, которые проводятся при последующих операциях эпитаксии, диффузии и окисления (или химического нанесения оксида).
|
|
|
Первое окисление пластин осуществляется при температуре 1000... 1200 °С в особо чистых условиях. Толщина первого оксида составляет обычно 0,5... 1 мкм. Предъявляются строгие требования к бездефектности оксида.
При первой ФЛ в оксиде вытравливают окна, в которые затем проводится диффузия As для создания областей скрытого коллектора. На окисленную пластину наносят слой фоторезиста и экспонируют его через первый ФШ. При ФЛ опасны остающиеся в окнах оксидные островки, которые возникают в основном из-за дефектов ФШ. Под такие островки может не диффундировать легирующая примесь, в результате чего после создания области возникнут утечки тока или замыкание цепей эмиттер—коллектор.
Химическая обработка оксида после ФЛ предназначена для удаления фоторезиста и подготовки пластин к диффузии. При этой обработке в отличие от обработки перед первым окислением нельзя применять травление в плавиковой кислоте из-за наличия оксида на поверхности пластин.

Шаблон, используемый для создания области скрытого слоя коллектора, (а) и набор фотошаблонов для фотолитографии (б):
а)1 —кремний; 2, 6 — конфигурация области скрытого коллектора, 3 — оксид; 4— неопасный дефект; 5—опасный дефект; б) 1—для создания скрытого слоя; 2—для проведения диффузии в изолирующую область и область базы р-типа (совмещены); 3— для проведения диффузии р-типа в область эмиттера; 4 — для создания межсоединений; 5—для создания окон под омические контакты
Для удаления фоторезиста обычно используют горячую серную кислоту или сухое окисление в кислородной плазме. После удаления фоторезиста пластины проходят комплекс обработок в растворителях и кислотах, сушатся и передаются на операцию диффузии.
По окончании диффузии для создания скрытого коллектора оксид удаляется и на всей поверхности пластины формируется эпитаксиальный слой n-типа. Этот слой легируется мышьяком или фосфором в процессе наращивания. Удельное сопротивление слоя должно составлять около 1 Ом • см, толщина — от 0,2 до 10 мкм в зависимости от типа приборов.
|
|
|
Следующие операции — окисление поверхности, ФЛ и травление окон — проводятся для создания области базы и изолирующей диффузионной области. Последняя состоит из замкнутых (кольцевых) участков р+-типа, простирающихся от поверхности кремния через эпитаксиальный слой n-типа к подложке исходного материала р-типа. По завершении изолирующей диффузии эпитаксиальные слои n-типа будут отделены друг от друга областями р-типа: подложкой р-типа снизу и изоляционной р+-областью по сторонам.
Изолирующая диффузия обычно протекает в два этапа: на первом осуществляется ввод примеси (бора) и формирование области ее высокой концентрации (загонка). На втором — продолжительный цикл перераспределения примеси, в результате которого бор, образующий р — n-переход, должен проникнуть на достаточную глубину (разгонка).
Повторное окисление во время перераспределения изолирующего слоя облегчает маскирование для последующей базовой диффузии. Эта операция часто разбивается на два отдельных тепловых цикла диффузии примеси р-типа. Нормальная глубина перехода должна составлять 1,2... 2 мкм.
Диффузия бора для создания базы проводится, как правило, в две стадии, причем после первой стадии образовавшееся боросиликатное стекло должно быть удалено с поверхности пластин. На второй стадии диффузии в окнах базы наращивается слой оксида, достаточный для маскирования при эмиттерной диффузии. Выбор метода диффузии определяется конкретными условиями производства. Применяют твердые и жидкие источники диффузанта.
Фотолитография эмиттера заключается в создании окон в слое оксида, выращенном над базовой областью в процессе предыдущей диффузии. Опасные дефекты для ФЛ эмиттера — островки оксида внутри окон и проколы в оксиде, защищающем базовую область. Например, проколы, попадающие в область распространения объемного заряда перехода база — коллектор, могут снизить пробивное напряжение прибора. Помимо дефектов при ФЛ на выход годных изделий влияет точность совмещения эмиттерного и базового окон.
|
|
|
Диффузия фосфора для создания эмиттера осуществляется обычно из жидкого источника — треххлористого фосфора или хлор окиси фосфора. Поверхностное сопротивление диффузионного слоя поддерживается в пределах 1... 30 Ом/О, а глубина р — n-перехода варьируется таким образом, чтобы достигалась заданная ширина активной базы транзистора.
Оксид, образовавшийся на поверхности пластины во время перераспределения примесей, служит в качестве маски при последующей диффузии для создания эмиттера, а в качестве примесей n-типа наиболее часто используется фосфор. Глубина р — n-перехода регулируется во время цикла перераспределения так, чтобы обеспечить ширину базы 0,3... 0,8 мкм. Для этого глубина диффузии эмиттера должна быть 0,8... 1 мкм.
После создания областей п — р — n-типа в структуре кремния необходимо сформировать омические контакты алюминия с кремнием в каждой области. С этой целью вскрываются окна под контакты и проводится диффузия в соответствующие области.
Фотолитография контактных окон — наиболее ответственная фотолитографическая операция при изготовлении структур ИМС. В этой операции одинаково важную роль играют и точная передача размеров окон, и качество совмещения, и наличие дефектов — проколов в слое оксида. При этом размеры контактных окон и зазоры при их совмещении всегда меньше, чем размеры и зазоры на других операциях ФЛ. Размеры проколов, опасных при ФЛ контактных окон, также очень малы — доли микрометра. Адгезия фоторезиста к фосфоросиликатному стеклу, остающемуся после создания эмиттера, значительно ниже, чем адгезия его к оксиду. В результате часто наблюдаются растравливание, увеличение размеров окон и другие виды брака. Дефекты, возникшие на стадии ФЛ контактных окон, проявляются после формирования контактов. Алюминий, например, проникает сквозь проколы в оксидной пленке толщиной около 0,3 мкм. Поэтому отсутствие дефектов — важнейшее требование, предъявляемое к ФЛ контактных окон.
|
|
|
Металлизация контактов производится напылением алюминия в вакууме. Толщина алюминия колеблется от 0,1 до 0,2 мкм в обычных ИМС. От способа и режима напыления в большой степени зависят характеристики контактов и качество последующей ФЛ.
Фотолитография контактов не очень сложна при малых толщинах слоя алюминия (0,1 мкм). Дефектами ее являются только невытравленные участки алюминия между контактными полосками, вызывающие замыкания линий.
При химической обработке пластин с алюминиевыми контактами в отличие от предыдущих обработок для удаления фоторезиста нельзя использовать кислоты. Обычно применяют горячие органические растворы или удаляют фоторезист в кислородной плазме. Термообработку напыленных алюминиевых контактов при температуре 450°С в атмосфере аргона (5... 10 мин) производят для улучшения адгезии алюминиевого слоя к оксиду и снижения переходных сопротивлений контактов.
Проверка вольт-амперных характеристик структур осуществляется с помощью зондовых установок; одновременно бракованные структуры маркируют.
ОСНОВНЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ВАРИАНТЫ МПД-ИМС
Разработка ИМС на полевых транзисторах, в основе которых лежит интегральный транзистор со структурой металл — диэлектрик — полупроводник, — крупнейшее достижение радиоэлектроники последнего тридцатилетия.
Один из основных (базовых) вариантов технологии МДП-ИМС — изготовление МДП-транзисторной структуры с каналом р-типа.
Исходным материалом для получения такой структуры служит пластина кремния n-типа толщиной 200... 250 мкм. Расположенные близко друг к другу области истока и стока р-типа создаются диффузией на глубину 1... 2 мкм через окна в оксидной маске. Между этими областями на поверхности кремния должна быть сформирована чрезвычайно чистая тонкая (50... 100 нм) пленка оксида кремния (Si02), на которую наносится пленка алюминия, служащая затвором МДП-транзистора. На истоке и стоке формируются омические контакты алюминия к областям р-типа. В случае, когда в качестве подзатворного диэлектрика используется оксид кремния, ИМС называют ИМС-МОП
(металл — оксид — полупроводник) –типа или МОП-ИМС.

Конструкция МДП-транзистора ИМС:
1, 3 — алюминиевые контакты истока и стока соответственно; 2 — алюминиевый затвор; 4 — изолирующий оксид; 5 —кремниевая подложка; 6 —области р-типа стока и истока; 7— подзатворный диэлектрик
Заметное упрощение конструкции и технологии производства, высокая надежность и более низкая стоимость по сравнению с биполярными ИМС послужили основой для широкого внедрения МОП-ИМС в радиоэлектронные устройства.
|
|
|
Последние достижения технологии МОП-ИМС обеспечивают почти такие же их быстродействия, как и у биполярных ИМС. Это обстоятельство позволяет предполагать, что МОП-ИМС в ближайшем будущем вытеснят биполярные ИМС из многих областей применения и сделают их доминирующими в производстве ИМС.
Общее число технологических операций в производстве МОП-ИМС составляет 45, а биполярных ИМС—130. Уменьшение числа сложных операций в технологии МОП-ИМС приводит к резкому повышению выхода годных устройств при той же функциональной сложности их. Кроме того, малые размеры этих ИМС и простота их проектирования и изготовления дают возможность быстро наращивать выход годных и переходить к производству БИС, СБИС и МП на одном кристалле.
Благодаря электрической самоизоляции элементов в МОП-ИМС снимаются проблемы, связанные с технологией создания изолирующих областей структур и тем самым увеличивается эффективность использования поверхности пластины, что способствует уменьшению размеров МОП-транзисторов. Поэтому плотность элементов на 1 см2 в МОП-ИМС значительно выше, чем в биполярных ИМС.
В последние годы было разработано несколько конструктивно-технологических вариантов МОП-ИМС. Вторым основным вариантом ТП является МОП-ИМС на основе МОП-транзистора с индуцированным каналом, n-типа — n-МОП-ИМС. Конструктивно этот элемент отличается только тем, что в качестве исходной пластины берется кремний р-типа, а области истока и стока формируются n-типа. Такие ИМС позволяют достигать большего быстродействия.
Обработка пластин кремния с невысокой концентрацией носителей (1015 см-3) осуществляется с максимальной тщательностью. Сильно легированные фосфором слои n-типа (области истока и стока) толщиной 0,1... 0,2 мкм создаются на расстоянии 2... 4 мкм друг от друга методом диффузии. Затвор служит управляющим электродом МОП-транзистора. При определенном смещении под затвором образуется проводящий канал n-типа между областями истока и стока.
Важный КТВ МОП-ИМС — комплементарные ИМС (К-МОП), где в одной микросхеме совмещены р- и n-канальные транзисторы.
Для улучшения качества МОП-ИМС, главным образом для снижения порогового напряжения и повышения надежности транзисторных структур, часто применяют затворы из поликристаллической пленки кремния (поликремниевый затвор) и многослойную подзатворную диэлектрическую пленку из оксида и нитрида кремния.
Характерная направленность конструкций и технологий ИМС в последнее десятилетие и в ближайшем будущем — микроминиатюризация интегральных МОП-приборов. Уменьшение размеров элементов МОП-ИМС приводит к улучшению всех их основных параметров. У разработчиков МОП-ИМС существует мнение, что уменьшение геометрических размеров приборов вызывает пропорциональное изменение всех основных параметров ИМС и процесса их производства — теория пропорциональной микроминиатюризации.
Возможности уменьшения геометрических размеров элементов ИМС зависят от технического уровня технологии, особенно ФЛ, применения ионной имплантации, обеспечивающей самосовмещение затвора и канала, а также от стабильности качества и точности контроля толщины диэлектрического слоя.
Поскольку МОП-ИМС с индуцированным р-каналом — первый и базовый КТВ для многих последующих более совершенных МОП-ИМС, то сначала опишем этот КТВ подробно, а затем рассмотрим характер и пути его совершенствования. Такой подход пока необходим, так как сегодня трудно отдать предпочтение какому-либо варианту МОП-ИМС с вполне достаточными на то основаниями, хотя такая попытка будет предпринята при дальнейшем изложении материала.
Прежде чем перейти к собственно технологии МОП-ИМС, важно выяснить, как физико-технологические факторы влияют на параметры качества приборов и какие из них являются доминирующими в процессе производства МОП-ИМС.

Структура МОП-транзистора, используемая для расчета:
1 — область истока; 2 — контакт истока; 3 — слой диэлектрика; 4 — затвор с контактом; 5 —контакт стока; 6 — область стока; 7 — обедненная область; 8— инверсионный слой толщиной 10 нм; 9 —подложка n-типа; х и у— компоненты вектора электрического поля; OL—длина канала; /c — ток канала
|
|
|
