 |


Технология моп-имс с кремниевым затвором
|
|
|
|
Замена алюминиевых затворов кремниевыми повышает быстродействие ИМС, значительно снижает пороговое напряжение (до 0,4 В) и уменьшает почти вдвое площадь прибора. Основное отличие данной технологии от обычной МОП-технологии состоит в том, что вместо алюминия для создания электродов затвора служит сильно легированный поликристаллический кремний. Уменьшение размеров приборов с кремниевыми затворами приводит к повышению выхода годных за счет возможности размещения на пластине большего числа ИМС. Поскольку число дефектов на пластине остается неизменным, то соответственно меньше схем окажутся бракованными.
При изготовлении ИМС с каналами р-типа и кремниевыми затворами, как и в случае обычных МОП-ИМС, требуется четыре операции маскирования. Исходным материалом служит пластина кремния n-типа. Еe окисляют и в оксиде вытравливают окна для каждого МОП-транзистора. После первой операции маскирования выращивают тонкий слой оксида и всю пластину покрывают слоем поликристаллического кремния. Этот слой маскируют и травят, в результате чего создаются области затворов и первого слоя межсоединений. Затем стравливают слой оксида над будущими областями стоков и истоков. Именно на этом этапе реализуется одно из преимуществ ИМС с кремниевыми затворами — самосовмещение: роль маски выполняют участки, покрытые поликристаллическим кремнием; они предохраняют оксид над каналом от травления. Следующий этап — диффузия бора для образования областей истока и стока. Одновременно поликристаллический кремний легируется бором и превращается в низкоомный материал р-типа, что обеспечивает необходимую проводимость слоев из поликристаллического кремния. Затем наносят еще один слой оксида кремния и проводят вскрытие контактных окон к истоку, стоку и затвору.
|
|
|
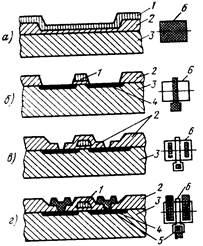
Основные этапы изготовления МОП-ИМС с кремниевыми затворами:
а — выращивание оксида и нанесение поликристаллического кремния; б —диффузия бора для образования областей истока и стока и легирования кремниевого затвора; в — нанесение слоя оксида кремния из кремнийорганических соединений, маскирование и травление окон под контакты; г — алюминиевая металлизация и формирование второго слоя межсоединений; 1 — поликристаллический кремний; 2— оксид; 3— кремниевая подложка; 4 — диффузионные слои; 5 — металлические контакты; 6 — конфигурация прибора в плане
После этого всю поверхность покрывают алюминием, который маскируют и травят для формирования второго слоя межсоединений и омических контактов к областям приборов.
Процесс изготовления ИМС с кремниевыми затворами обладает большими возможностями, чем процесс создания обычных МОП-ИМС, т.к. поликристаллический кремний и наносимый на него слой оксида кремния защищают тонкий слой подзатворного оксида над каналом. Это позволяет реализовать одно из преимуществ ИМС с кремниевыми затворами – совместить изготовление биполярных и МОП-структур на одном кристалле с помощью обычных методов.
Раздел2 Устройство, принцип работы, наладка и регулировки узлов и механизмов специального технологического оборудования
2.1 Общие сведения об оборудовании полупроводникового производства
Производство интегральных схем делится на две составные части:
1.Основное. 2. Вспомогательное производство.
Основное:
Первая фаза.
Производство пластин. Ориентация кристаллографической плоскости,
резка пластин, шлифовка, полировка, снятие фаски, отмывка.
Вторая фаза.
Производство П/П структур. Химическое травление и отмывка,
|
|
|
наращивание эпитаксиального слоя, диффузия или ионное легирование,
ПХТ (плазмохимическое травление), контроль на пластине, фотолитография.
Третья фаза.
Сборка ИС в корпус. Разделение пластин на кристаллы, монтаж кристаллов в корпус, разварка межсоединений, герметизация,
контроль электро параметров, маркировка, упаковка.
Вспомогательное.
1. Очистка среды. Подготовка деионизованнои воды, химреактивов, очистка
газов, очистка среды в производственном помещении.
2. Изготовление инструмента. Фотошаблонов, сварочного инструмента,
инструмента посадки.
3. Изготовление вспомогательных узлов и деталей. Корпус, выводные
рамки.
1 стадия вспомогательного производства относится ко всем фазам основного.
2 стадия только к 2 и 3 фазе.
3 к З.
|
|
|
