 |


Измерительная линейка. Кронциркуль. Нутромер
|
|
|
|
И з м е р и т е л ь н а я л и н е й к а (рисунок 1) служит для измерения длины деталей и уступов на них. Наиболее распространены стальные линейки длиной от 150 до 300 мм с миллиметровыми делениями.
Длину измеряют, непосредственно прикладывая линейку к обрабатываемой детали. Начало делений или нулевой штрих совмещают с одним из концов измеряемой детали и затем отсчитывают штрих, на который приходится второй конец детали. Возможная точность измерений с помощью линейки 0,25—0,5 мм.
К р о н ц и р к у л ь (рис. 14а) — наиболее простой инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали.
На рис. 14б показан пружинный кронциркуль. Его устанавливают на размер при помощи винта и гайки с мелкой резьбой. Пружинный кронциркуль несколько удобнее простого, так как сохраняет установленный размер.

Рис.14 Кронциркуль а) обыкновенный; б) пружинный
Способ переноса размера с измеряемой детали на измерительную линейку показан на рис. 15.

Рис.15
Н у т р о м е р простой. Для грубых измерений внутренних размеров служит нутромер, изображенный на рис. 16а, а также пружинный нутромер (рис.16б). Устройство нутромера сходное устройством кронциркуля; сходно также и измерение этими инструментами. Вместо нутромера можно пользоваться кронциркулем, заводя его ножки одна за другую, как показано на рис. 16в.
|
|
|

Рис. 16 Измерение отверстия а) обыкновенный нутромер; б) пружинный нутромер; в) кронциркуль
Точность измерения кронциркулем и нутромером не превышает 0,25 мм. Более точным инструментом является штангенциркуль, которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.
Штангенприборы
Штангенприборы (штангенциркуль, штангенглубиномер, штангенрейсмас) являются показывающими измерительными приборами. Данные инструменты метрологических измерений применяют в случаях, когда не требуется высокая точность. Однако с их помощью можно выполнять абсолютные измерения, то есть, можно непосредственно определить все значение измеряемой величины. Ими можно проводить измерения с точностью 0,1 мм, а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм.
Штангенприборы, широко применяются при ремонте и восстановлении деталей различной техники, а также при изготовлении новых изделий.
Штангенприборы применяются не только для измерения, но и для разметки деталей, например при изготовлении деревянных конструкций: окон, дверей и т.д. Точность данных измерительных приборов ограничена точностью изготовления штриховых мер, или точностью нанесения штриховых меток на шкале относительно друг друга, и точностью размеров отдельных штриховых меток.
Штангенциркули (рис. 17) предназначены для измерения наружных и внутренних размеров изделий, а также, в зависимости от типа (конструкции) позволяют выполнять разметочные работы и измерять различные глубины и высоты изделий.
Штангенрейсмасы (рис. 18) (по немецки Reißmaß, в обиходе называют рейсмусами) предназначены для измерения высот и разметки изделий. При этом инструмент и изделие, должны располагаться на специальной плите, называемой поверочной плитой. Рейсмас — инструмент для проведения на заготовке разметочных линий, параллельных выбранной базовой линии, или перенесения размеров с чертежей на заготовку. Обычно представляет собой стойку с зажимом, в котором закрепляется чертилка.
Рейсмусы могут изготавливаться из дерева твёрдых пород и представляют собой колодку с прямоугольным отверстием, в которой с помощью клина или винта закрепляются одна или две рейки. На одном из концов реек установлены заостренные металлические штыри. Рейсмус с двумя рейками используется, например, для разметки шипов и гнёзд для них в столярном деле.
|
|
|
Для одновременного прочерчивания большего количества линий или в случае, когда нет необходимости в изменении размеров, вместо рейсмуса может быть использована скоба. Скоба представляет собой деревянный брусок с выступом, в который забито необходимое количество гвоздей.
Штангенглубиномеры (рис.19) как говорит само название, предназначены для измерения глубины отверстий, высоты изделий, расстояния между буртиками и различными поверхностями. Штангенглубиномеры служат для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика. Устройство штангенглубиномера сходно с устройствомштангенциркуля. Линейка 1 свободно перемещается в рамке 2 и закрепляется в ней в нужном положении при помощи винта 4. Линейка 1 имеет миллиметровую шкалу, по которой при помощи нониуса 3, имеющегося на рамке 2, определяется глубина выточки или канавки. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.
Штангензубомеры представляют собой комбинацию из двух штангенприборов (штангенциркуля и штангенглубиномера), что позволяет измерять толщину зуба по хорде и высоту хорды.

| 
|
| Рисунок 16 – Штангенинструменты а — штангенциркуль типа ШЦ-I: 1 – штанга; 2, 9 – неподвижные измерительные губки; 3, 8 – подвижные измерительные губки; 4 – зажим рамки, 5 – линейка глубиномера; 6 – нониус; 7— рамка; б —штангенциркуль типа ШЦ-II: 1 – губки для измерения внутренних размеров, 2 – губки для измерения наружных размеров. | Рисунок 17 – Штангенрейсмас 1 – основание; 2 – вертикальная линейка; 3 – ползушка; 4 – нониус; 5 – винт; 6 – движок; 7,9 – стопорные винты; 8 – микрометрический винт; 10 – чертилка; 11 – острие |

|
|
|
Рис 17а. Штангенрейсмас (электронный)



Рис. 17б Штангенрейсмасы (деревянные)

Рис. 19 Штангенглубиномер
Рассмотрим устройство и принцип работы с одним из известных приборов штангенциркулем типа ШЦ-I, ШЦ Т-I, ШЦ-II рисунок 20. Штангенциркуль состоит из штанги, рамки, шкалы нониуса нанесенной на рамке, губок для замера деталей, фиксирующих винтов, рамки и винта микрометрической подачи, линейки глубиномера (указаны на рисунке 8).
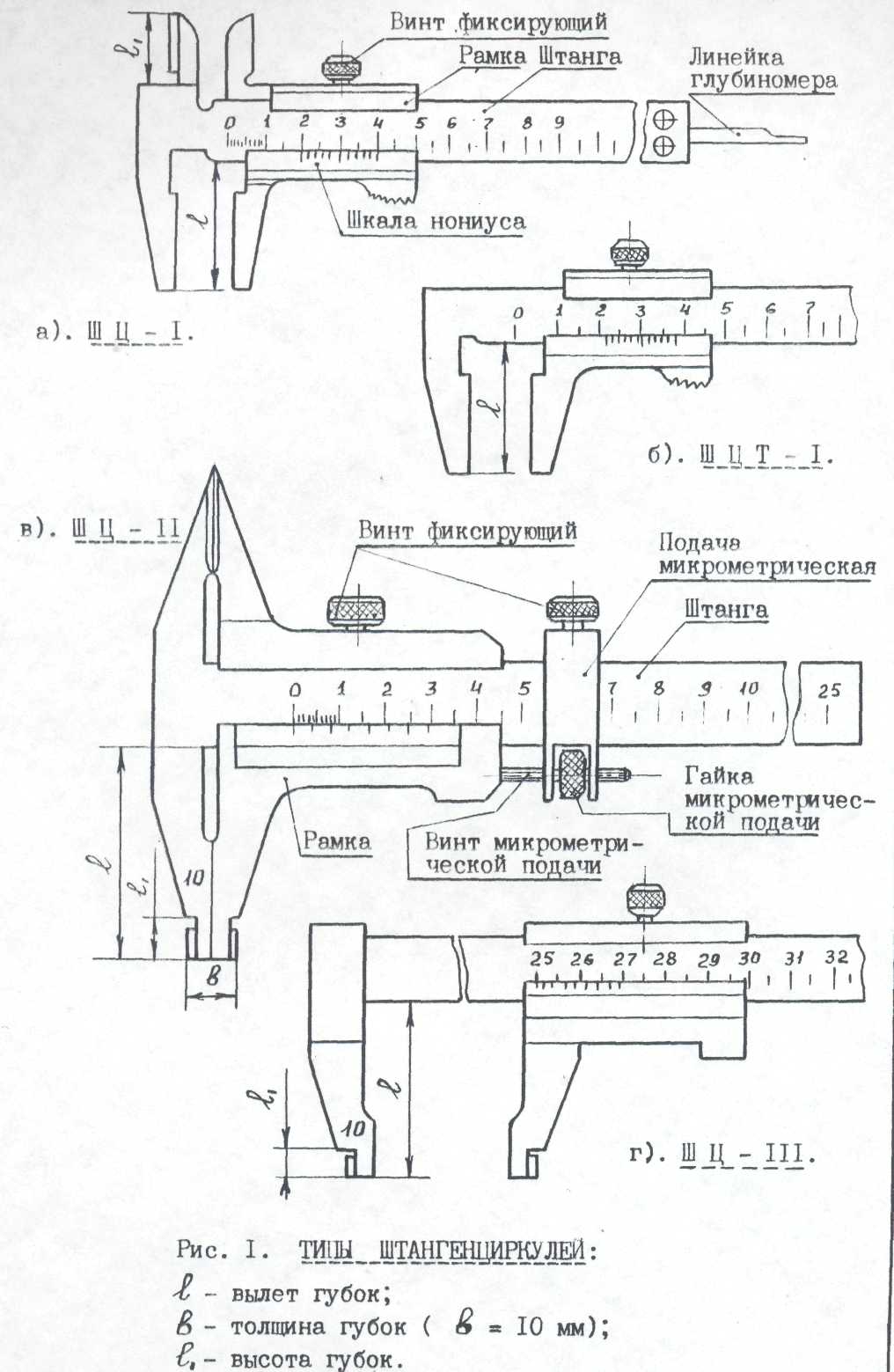
Рис.20 Штангенциркули: а) ШЦ-I; б) ШЦ Т – I; в) ШЦ-II; г) ШЦ-III.
l – вылет губок; l1 – высота губок; в – толщина губок (в =10 мм - в данном приборе).
Отличительным признаком штангенприборов (рис. 20 и 21) является наличие в них двух штриховых шкал – основной расположенной на штанге, и дополнительной - закрепленной на специальной подвижной рамке. По основной шкале проводят непосредственно основное измерение.
Дополнительная шкала, которая называется нониусом служит для повышения точности отсчета по основной шкале. При помощи шкалы нониуса можно более точно, чем на глаз, оценить долю деления основной шкалы, так как в основу отсчета заложена способность человеческого глаза более точно определить совпадение или не совпадение штрихов двух сомкнутых шкал, чем оценивать долю деления шкалы на глаз [2].

Рисунок 21 Штангенциркуль с точностью отсчета 0,1 мм
Штангенциркуль состоит из стальной штанги (линейки) 5 с делениями и губок 1, 2, 3 и 8. Губки 1 и 2 составляют одно целое с линейкой, а губки 8 и 3 — одно целое с рамкой 7, скользящей по линейке. С помощью винта 4 можно закрепить рамку на линейке в любом положении. Для измерения наружных поверхностей служат губки 1 и 8, для измерения внутренних поверхностей - губки 2 и 3, а для измерения глубины выточки - стержень 6, связанный с рамкой 7.
| Рисунок 22 Правила отсчетов по нониусу штангенциркуля с точностью 0,1 мм |

На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм.
|
|
|
У с т р о й с т в о н о н и у с а. Рассмотрим, каким образом производится отсчет по нониусу у штангенциркуля с точностью 0,1 мм. Шкала нониуса (рис. 21) разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм.
Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра.
При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра.
На рис. 22, б показано положение нониуса при измерении детали диаметром 6,5 мм. Действительно, нулевой штрих нониуса находится между шестым и седьмым штрихами измерительной линейки, и, следовательно, диаметр детали равен 6 мм плюс показания нониуса. Далее мы видим, что с одним из штрихов линейки совпал пятый штрих нониуса, что соответствует 0,5 мм, поэтому диаметр детали составит 6 + 0,5 = 6,5 мм.
Нониус (рисунок 22в) характеризуется величиной отсчета а и модулем γ, определяющим протяженность нониуса относительно основной шкалы.

|
| Рисунок 22в – Нониус с ценой деления 0,05 мм. |
Величины а и γ могут быть определены по формулам:
 ;
; 
где M – интервал деления основной шкалы – цена деления шкалы (обычноM = 1 мм); n – количество делений на нониусе; l – длина нониуса
|
|
|
