 |


Прецизионный штангенциркуль
|
|
|
|
Для работ, выполняемых с большей точностью, применяют прецизионный (т. е. точный) штангенциркуль.
На рис. 23 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус.
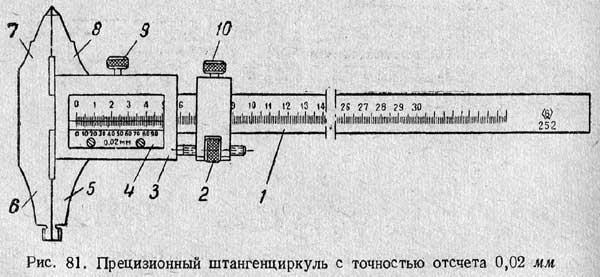
Рисунок 23 Прецизионный штангенциркуль с точностью отсчета 0,02 мм
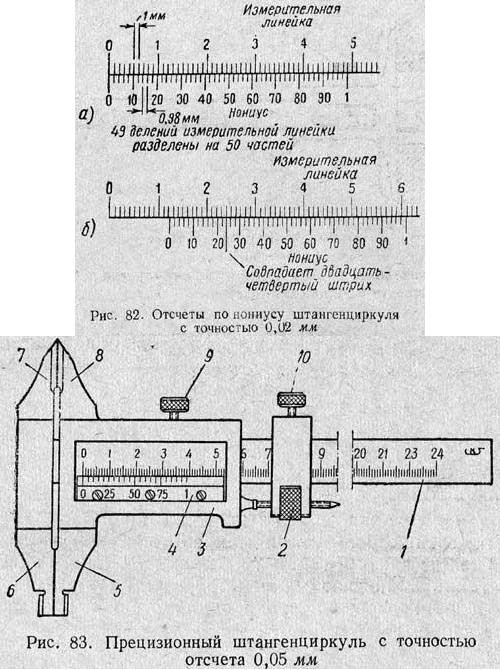
При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например (см. рис. 24, б), по линейке штангенциркуля нулевой штрих нониуса прошел 12 мм, а его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02 х 12 = 0,24 мм, то измеряемый размер равен 12,0 + 0,24 = 12,24 мм.
На рис. 25 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм.
Длина нониусной шкалы этого штангенциркуля, равная 39 мм, разделена на 20 равных частей, каждая из которых принимается за пять. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого — 50 и т. д. Длина каждого деления нониуса равна 39/20 = 1,95 мм
Из рисунка 25 видно, что при сомкнутых вплотную губках штангенциркуля только нулевой и последний штрихи нониуса совпадают со штрихами линейки; остальные же штрихи нониуса такого совпадения иметь не будут.
Если сдвинуть рамку 3 до совпадения первого штриха нониуса со вторым штрихом линейки, то между измерительными поверхностями губок штангенциркуля получится зазор, равный 2—1,95 = = 0,05 мм. При совпадении второго штриха нониуса с четвертым штрихом линейки зазор между измерительными поверхностями губок будет равен 4—2 X 1,95 = 4 — 3,9 = 0,1 мм. При совпадении третьего штриха нониуса со следующим штрихом линейки зазор составит уже 0,15 мм.
|
|
|
 Отсчет на данном штангенциркуле ведется подобно изложенному выше.
Отсчет на данном штангенциркуле ведется подобно изложенному выше.
Рис. 24 Отсчеты по нониусу штангенциркуля с точностью до 0,02 мм
Рисунок 25 Прецизионный штангенциркуль с точностью отсчета 0,05 мм
Прецизионной штангенциркуль (рис. 24, и 25) состоит из линейки 1 с губками 6 и 7. На линейке нанесены деления. По линейке 1 может передвигаться рамка 3 с губками 5 и 8. К рамке привинчен нониус 4. Для грубых измерений передвигают рамку 3 по линейке 1 и после закрепления винтом 9 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки 3, состоящей из винта и гайки 2 и зажима 10. Зажав винт 10, вращением гайки 2 подают микрометрическим винтом рамку 3 до плотного соприкосновения губки 8 или 5 с измеряемой деталью, после чего производят отсчет.
Рассмотрим другой пример.

Рис.26 Порядок отсчета по шкалам штангенинструментов с отсчетом по нониусу 0,1 мм.
а) - шкала нониуса модулем (γ = 1);
б) - пример отсчета по шкале штангенинструмента модулем (γ = 2).
На рисунке 26б показан пример отсчета по шкале штангенприбора с отсчетом по нониусу 0,1 мм и модуль шкалы нониуса γ= 2.
Порядок отсчета следующий. Нулевое деление шкалы нониуса находится за второй меткой после первой цифры 4 см (40 мм) – (рис.26б). Значит, прибор показывает 42 целых миллиметра. Седьмая по порядку метка (отмеченная крестиком) шкалы нониуса совпадает с одной из меток основной шкалы на штанге.
Так как отсчет по нониусу равен 0,1 мм, то 0,1 ∙7 (седьмая метка) = 0,7 мм. Окончательный результат будет: 42 мм + 0,7 мм = 42,7 мм.
Если бы отсчет по шкале нониуса был равен 0,05 мм, то необходимо было бы 0,05 ∙7 (седьмая метка) = 0,35 мм и окончательный результат был бы равен 42,35 мм.
Таким образом, при измерении штангенприборами для определения дробной доли миллиметра необходимо отыскать метку шкалы нониуса, совпадающую с одной из меток основной шкалы и порядковый номер данной метки шкалы нониуса умножить на значение отсчета (0,1 или 0,05 мм) по шкале нониуса.
|
|
|
ОБЩИЕ ВОПРОСЫ В ОБЛАСТИ ШТАНГЕНПРИБОРОВ
При измерении внутренних размеров штангенциркулем типа ШЦ - II или ШЦ - III рис. 8 к отсчету по прибору прибавляют толщину губок - "b", который указан на губках штангенциркулей и обычно составляет 10 мм.
Механизм микрометрической подачи у штангенприборов служит для плавного перемещения рамки вдоль штанги, что позволяет стабилизировать усилие измерения, так как слишком большая, так и слишком недостаточная сила измерения искажает результаты измерения.
Особенность измерения штангенприбором с механизмом микрометрической подачи заключается в следующем. При отстопоренных фиксирующих винтах измерительные поверхности губок приводят в неполное (слабое) соприкосновение с поверхностями измеряемой детали. Затем при помощи стопорного винта механизма микрометрической подачи стопорят хомутик механизма микрометрической подачи и при помощи гайки микрометрической подачи осуществляют микрометрическую подачу рамку прибора до плотного соприкосновения измерительных поверхностей с поверхностью измеряемой детали. Таким образом, повышается точность измерения.
При измерении линейных размеров должен соблюдаться принцип Аббе, согласно которому в процессе измерения объект измерения должен быть расположен последовательно с мерой сравнения (образец, линейная шкала, блок концевых мер и т.п.). То есть, чтобы мера и линия измерения являлись продолжением друг друга. При измерении штангенциркулем этот принцип не соблюдается, так как шкала прибора и линия измерения располагаются параллельно, а не последовательно. При измерении же с помощью штангенглубиномера принцип Аббе соблюдается, так как линия измерения и шкала прибора являются продолжением друг - друга, то есть, лежат на одной прямой.
Шкала любого средства измерения представляет собой совокупность отметок и чисел, изображающих ряд последовательных значений измеряемой величины.
Под классом точности средства измерения понимают их обобщенные характеристики, определяемые пределами допускаемых основной и дополнительной погрешности, а также другими свойствами средств измерений, влияющих на точность, значение которых устанавливают в стандартах на отдельные виды средств измерений.
|
|
|
Диапазон показаний средства измерения - область значений шкалы прибора, ограниченная конечным и начальным значениями шкалы.
Диапазон измерений средства измерения - область значений величины, в пределах которой нормированы допускаемые пределы погрешности средства измерений.
Например, для штангенциркуля ШЦ - II диапазон показания будет область основной шкалы, ограниченная между нулевой меткой начала шкалы и последней меткой (300 мм), то есть, 1 - 300 мм. Диапазон измерений для этого же штангенциркуля будет область основной шкалы, ограниченная между нулевой меткой начала шкалы и меткой (250 мм), то есть, 1 - 250 мм.
Длина деления шкалы - расстояние между осями (или центрами) двух соседних меток шкалы, измеренное вдоль воображаемой линии, проходящей через середины самих коротких отметок шкалы.
Цена деления шкалы - разность значений величины, соответствующих двум соседним отметкам шкалы средства измерений.

Рис. 27 Штангенциркуль ШЦЦ с цифровым отсчетным устройством типа I
Штангенциркули ШЦЦ с цифровым отсчетным устройством, состоящим из емкостной шкалы, расположенной на штанге, и электронного блока с цифровым табло и кнопками управления, установленном на рамке. На лицевой поверхности электронного блока расположены две крышки, под одной устанавливается источник питания, под другой – находится гнездо для подключения системы вывода результатов измерения на внешнее устройство.
Штангенциркули ШЦЦ выполняют следующие функции:
выдача цифровой информации в прямом коде (с указанием знака и абсолютного значения);
установка начала отсчета в абсолютной системе координат;
предварительная установка нуля;
предварительная установка числа;
вывод результатов измерения на внешние устройства (через цифровой интерфейс RS 232).
Допускается использование цифрового отсчетного устройства без возможности вывода результатов измерения на внешние устройства и предварительной установки числа.
возможность измерения величин как в миллиметрах, так и в дюймах.
|
|
|
