 |


Окончательное разрушение, зона “долома“, живое сечение уменьшается, а истинное напряжение увеличивается, пока не происходит разрушение хрупкое или вязкое
|
|
|
|
Характеристики усталостной прочности определяются при циклических испытаниях “изгиб при вращении“. Схема представлена на рис. 13.
Основные характеристики:
Предел выносливости (σ-1 - при симметричном изменении нагрузки, σ R - при несимметричном изменении нагрузки) – максимальное напряжение, выдерживаемое материалом за произвольно большое число циклов нагружения N.
Ограниченный предел выносливости – максимальное напряжение, выдерживаемое материалом за определенное число циклов нагружения или время.

Рис. 13. Испытания на усталость (а), кривая усталости (б)
Живучесть – разность между числом циклов до полного разрушения и числом циклов до появления усталостной трещины.
Конструкционная прочность материалов.
В результате испытаний получают характеристики:
· силовые (предел пропорциональности, предел упругости, предел текучести, предел прочности, предел выносливости);
· деформационные (относительное удлинение, относительное сужение);
· энергетические (ударная вязкость).
Все они характеризуют общую прочность материала независимо от назначения, конструкции и условий эксплуатации. Высокое качество детали может быть достигнуто только при учете всех особенностей, которые имеют место в процессе работы детали, и которые определяют ее конструкционную прочность.
Конструкционная прочность – комплекс прочностных свойств, которые находятся в наибольшей корреляции со служебными свойствами данного изделия, обеспечивают длительную и надежную работу материала в условиях эксплуатации.
На конструкционную прочность влияют следующие факторы:
· конструкционные особенности детали (форма и размеры);
|
|
|
· механизмы различных видов разрушения детали;
· состояние материала в поверхностном слое детали;
· процессы, происходящие в поверхностном слое детали, приводящие к отказам при работе.
Необходимым условием создания качественных конструкций при экономном использовании материала является учет дополнительных критериев, влияющих на конструкционную прочность. Этими критериями являются надежность и долговечность.
Надежность – это свойство изделий выполнять заданные функции, сохраняя эксплуатационные показатели в заданных пределах в течение требуемого времени или сопротивление материала хрупкому разрушению.
Развитие хрупкого разрушения происходит при низких температурах, при наличии трещин, при повышенных остаточных напряжениях, а также при развитии усталостных процессов и коррозии.
Критериями, определяющими надежность, являются температурные пороги хладоломкости, сопротивление распространению трещин, ударная вязкость, характеристики пластичности, живучесть.
Долговечность – способность детали сохранять работоспособность до определенного состояния.
Долговечность определяется усталостью металла, процессами износа, коррозии и другими, которые вызывают постепенное разрушение и не влекут аварийных последствий, то есть условиями работы.
Критериями, определяющими долговечность, являются усталостная прочность, износостойкость, сопротивление коррозии, контактная прочность.
Общими принципами выбора критериев для оценки конструкционной прочности являются:
· аналогия вида напряженного состояния в испытываемых образцах и изделиях;
· аналогия условий испытания образцов и условий эксплуатации (температура, среда, порядок нагружения);
· аналогия характера разрушения и вида излома в образце и изделии.
Выбор материала изделия
Классификация и маркировка материалов
|
|
|
Классификация сталей
Стали классифицируются по множеству признаков.
1. По химическому составу: углеродистые и легированные.
2. По содержанию углерода:
o низкоуглеродистые, с содержанием углерода до 0,25 %;
o среднеуглеродистые, с содержанием углерода 0,3…0,6 %;
o высокоуглеродистые, с содержанием углерода выше 0,7 %.
3. По равновесной структуре: доэвтектоидные, эвтектоидные, заэвтектоидные.
4. По качеству. Количественным показателем качества является содержания вредных примесей серы и фосфора:
o  , 0,04
, 0,04  – углеродистые стали обыкновенного качества:
– углеродистые стали обыкновенного качества:
o  – качественные стали;
– качественные стали;
o 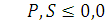 – высококачественные стали.
– высококачественные стали.
5. По способу выплавки:
o в мартеновских печах;
o в кислородных конверторах;
o в электрических печах: электродуговых, индукционных и др.
6. По назначению:
o конструкционные – применяются для изготовления деталей машин и механизмов;
o инструментальные – применяются для изготовления различных инструментов;
o специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др.
Маркировка сталей.
Принято буквенно-цифровое обозначение сталей.
Углеродистые стали обыкновенного качества (ГОСТ 380).
Стали содержат повышенное количество серы и фосфора.
Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп.
Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав.
Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная.
Качественные углеродистые стали. Качественные стали поставляют с гарантированными механическими свойствами и химическим составом (группа В). Степень раскисленности, в основном, спокойная.
Конструкционные качественные углеродистые стали маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисленности, если она отличается от спокойной.
|
|
|
Сталь 08 кп, сталь 10 пс, сталь 45.
Содержание углерода, соответственно, 0,08 %, 0,10 %, 0,45 %.
Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента.
Сталь У8, сталь У13.
Содержание углерода, соответственно, 0,8 % и 1,3 %
Инструментальные высококачественные углеродистые стали маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А для обозначения высокого качества стали.
Сталь У10А.
Качественные и высококачественные легированные стали.
Обозначение буквенно-цифровое. Легирующие элементы имеют условные обозначения, обозначаются буквами русского алфавита.
Обозначения легирующих элементов:
Х – хром, Н – никель, М – молибден, В – вольфрам,
К – кобальт, Т – титан, А – азот (указывается в середине марки),
Г – марганец, Д – медь, Ф – ванадий, С – кремний,
П – фосфор, Р – бор, Б – ниобий, Ц – цирконий,
Ю – алюминий.
Легированные конструкционные стали.
Сталь 15Х25Н19ВС2.
В начале марки указывается двухзначное число, показывающее содержание углерода в сотых долях процента. Далее перечисляются легирующие элементы. Число, следующее за условным обозначение элемента, показывает его содержание в процентах.
Если число не стоит, то содержание элемента не превышает 1,5 %.
В указанной марке стали содержится 0,15 % углерода, 35% хрома, 19 % никеля, до 1,5% вольфрама, до 2 % кремния.
Для обозначения высококачественных легированных сталей в конце марки указывается символ А.
Легированные инструментальные стали.
Сталь 9ХС, сталь ХВГ.
В начале марки указывается однозначное число, показывающее содержание углерода в десятых долях процента. При содержании углерода более 1 %, число не указывается.
Далее перечисляются легирующие элементы с указанием их содержания.
Некоторые стали имеют нестандартные обозначения.
Быстрорежущие инструментальные стали.
|
|
|
Сталь Р18.
Р – индекс данной группы сталей (от rapid – скорость). Содержание углерода более 1%. Число показывает содержание основного легирующего элемента – вольфрама.
В указанной стали содержание вольфрама – 18 %.
Если стали содержат легирующие элемент, то их содержание указывается после обозначения соответствующего элемента.
Шарикоподшипниковые стали.
Сталь ШХ6, сталь ШХ15ГС.
Ш – индекс данной группы сталей. Х – указывает на наличие в стали хрома. Последующее число показывает содержание хрома в десятых долях процента в указанных сталях, соответственно, 0,6 % и 1,5 %. Также указываются входящие в состав стали легирующие элементы. Содержание углерода более 1 %.
Серый чугун.Структура не оказывает влияние на пластичность, она остается чрезвычайно низкой, но оказывает влияние на твердость. Механическая прочность в основном определяется количеством, формой и размерами включений графита. Мелкие, завихренной формы чешуйки графита меньше снижают прочность. Такая форма достигается путем модифицирования. В качестве модификаторов применяют алюминий, силикокальций, ферросилиций.
Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами.
В зависимости от прочности серый чугун подразделяют на 10 марок (ГОСТ 1412).
Серые чугуны при малом сопротивлении растяжению имеют достаточно высокое сопротивление сжатию.
Серые чугуны содержат: углерода – 3,2…3,5 %; кремния – 1,9…2,5 %; марганца –0,5…0,8 %; фосфора – 0,1…0,3 %; серы – менее 0,12 %.
Структура металлической основы зависит от количества углерода и кремния. С увеличением содержания углерода и кремния увеличивается степень графитизации и склонность к образованию ферритной структуры металлической основы. Это ведет к разупрочнению чугуна без повышения пластичности. Лучшими прочностными свойствами и износостойкостью обладают перлитные серые чугуны.
Учитывая малое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать этот материал для деталей, которые подвергаются сжимающим или изгибающим нагрузкам. В станкостроении - это базовые, корпусные детали, кронштейны, зубчатые колеса, направляющие; в автостроении - блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления. Отливки из серого чугуна также используются в электромашиностроении, для изготовления товаров народного потребления.
Обозначаются индексом СЧ (серый чугун) и числом, которое показывает значение предела прочности, деленное на 10.
СЧ 15.
Высокопрочный чугун с шаровидным графитом.
Высокопрочные чугуны (ГОСТ 7293) могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу. Получают эти чугуны из серых в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). По сравнению с серыми чугунами, механические свойства повышаются, это вызвано отсутствием неравномерности в распределении напряжений из-за шаровидной формы графита. Чугуны с перлитной металлической основой имеют высокие показатели прочности при меньшем значении пластичности.
|
|
|
Соотношение пластичности и прочности ферритных чугунов - обратное.
Высокопрочные чугуны обладают высоким пределом текучести,
 ,
,
что выше предела текучести стальных отливок. Также характерна достаточно высокая ударная вязкость и усталостная прочность,
 ,
,
при перлитной основе.
Высокопрочные чугуны содержат: углерода – 3,2…3,8 %; кремния – 1,9…2,6 %; марганца – 0,6…0,8 %; фосфора – до 0,12 %; серы – до 0,3 %.
Эти чугуны обладают высокой жидкотекучестью, линейная усадка – около 1%. Литейные напряжения в отливках несколько выше, чем для серого чугуна. Из-за высокого модуля упругости достаточно высокая обрабатываемость резанием. Обладают удовлетворительной свариваемостью.
Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы.
Отливки коленчатых валов массой до 2…3 т, взамен кованых валов из стали, обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжения, обладают лучшими антифрикционными свойствами и значительно дешевле.
Обозначаются индексом ВЧ (высокопрочный чугун) и числом, которое показывает значение предела прочности, деленное на 10 ВЧ 100.
Ковкий чугун. Ковкий чугун получают отжигом белого доэвтектического чугуна.
Хорошие свойства у отливок обеспечиваются, если в процессе кристаллизации и охлаждения отливок в форме не происходит процесс графитизации. Чтобы предотвратить графитизацию, чугуны должны иметь пониженное содержание углерода и кремния.
Ковкие чугуны содержат: углерода – 2,4…3,0 %, кремния – 0,8…1,4 %, марганца – 0,3…1,0 %, фосфора – до 0,2 %, серы – до 0,1 %.
Формирование окончательной структуры и свойств отливок происходит в процессе отжига, схема которого представлена на рис. 14.
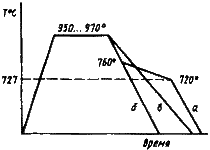
Рис. 14. Отжиг ковкого чугуна
Отливки выдерживаются в печи при температуре 950…1000>  в течении 15…20 часов. Происходит разложение цементита:
в течении 15…20 часов. Происходит разложение цементита:
Fe3C→Feγ(C)+C.
Структура после выдержки состоит из аустенита и графита (углерод отжига). При медленном охлаждении в интервале 760…720> происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун).
При относительно быстром охлаждении (режим б, рис. 14) вторая стадия полностью устраняется, и получается перлитный ковкий чугун.
Структура чугуна, отожженного по режиму в, состоит из перлита, феррита и графита отжига (получается феррито-перлитный ковкий чугун).
Отжиг является длительной (70…80 часов) и дорогостоящей операцией. В последнее время в результате усовершенствований длительность сократилась до 40 часов.
Различают 7 марок ковкого чугуна: три с ферритной (КЧ 30 – 6) и четыре с перлитной (КЧ 65 – 3) основой (ГОСТ 1215).
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Недостатками ковкого чугуна по сравнению с высокопрочным являются ограничение толщины стенок для отливки и необходимость проведения отжига.
Отливки из ковкого чугуна применяют для деталей, работающих при ударных и вибрационных нагрузках.
Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.
Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Ковкий чугун обозначаются индексом КЧ (высокопрочный чугун) и двумя числами, первое из которых показывает значение предела прочности, умноженное на 10-1, а второе – относительное удлинение - КЧ 30 - 6.
Отбеленные и другие чугуны. Отбеленные чугуны – отливки, поверхность которых состоит из белого чугуна, а внутри серый или высокопрочный чугун.
В составе чугуна 2,8…3,6 % углерода и пониженное содержание кремния –0,5…0,8 %.
Имеют высокую поверхностную твердость (950…1000 НВ) и очень высокую износостойкость. Используются для изготовления прокатных валов, вагонных колес с отбеленным ободом, шаров для шаровых мельниц.
Для изготовления деталей, работающих в условиях абразивного износа, используются белые чугуны, легированные хромом, хромом и марганцем, хромом и никелем. Отливки из такого чугуна отличаются высокой твердостью и износостойкостью.
Для деталей, работающих в условиях износа при высоких температурах, используют высокохромистые и хромоникелевые чугуны. Жаростойкость достигается легированием чугунов кремнием (5…6 %) и алюминием (1…2 %). Коррозионная стойкость увеличивается легированием хромом, никелем, кремнием.
Углеродистые стали.Низкоуглеродистые стали 05 кп, 08, 10, 10 пс обладают малой прочностью высокой пластичностью. Применяются без термической обработки для изготовления малонагруженных деталей – шайб, прокладок и т.п.
Среднеуглеродистые стали 35, 40, 45 применяются после нормализации, термического улучшения, поверхностной закалки.
В нормализованном состоянии по сравнению с низкоотпущенным обладают большей прочностью, но меньшей пластичностью. После термического улучшения наблюдается наилучшее сочетание механических свойств. После поверхностной закалки обладают высокой поверхностной твердостью и сопротивлением износу.
Высокоуглеродистые стали 60, 65, 70, 75 используются как рессорно-пружинные после среднего отпуска, в нормализованном состоянии – для прокатных валков, шпинделей станков.
Достоинства углеродистых качественных сталей – дешевизна и технологичность. Но из-за малой прокаливаемости эти стали не обеспечивают требуемый комплекс механических свойств в деталях сечением более 20 мм.
Цементуемые стали. Используются для изготовления деталей, работающих на износ и подвергающихся действию переменных и ударных нагрузок. Детали должны сочетать высокую поверхностную прочность и твердость и достаточную вязкость сердцевины.
Цементации подвергаются низкоуглеродистые стали с содержанием углерода до 0,25%, что позволяет получить вязкую сердцевину. Для деталей, работающих с большими нагрузками, применяются стали с повышенным содержанием углерода (до 0,35 %).
С повышением содержания углерода прочность сердцевины увеличивается, а вязкость снижается. Детали подвергаются цианированию и нитроцементации.
Цементуемые углеродистые стали 15, 20, 25 используются для изготовления деталей небольшого размера, работающих в условиях изнашивания при малых нагрузках (втулки, валики, оси, шпильки и др.). Твердость на поверхности составляет 60…64 HRC, сердцевина остается мягкой.
Цементуемые легированные стали применяют для более крупных и тяжелонагруженных деталей, в которых необходимо иметь, кроме высокой твердости поверхности, достаточно прочную сердцевину (кулачковые муфты, поршни, пальцы, втулки).
Хромистые стали 15Х, 20Х используются для изготовления небольших изделий простой формы, цементуемых на глубину h = 1…1,5 мм. При закалке с охлаждением в масле, выполняемой после цементации, сердцевина имеет бейнитное строение. Вследствие этого хромистые стали обладают более высокими прочностными свойствами при несколько меньшей пластичности в сердцевине и большей прочностью в цементованном слое.
Дополнительное легирование хромистых сталей ванадием (сталь 15ХФ) способствует получению более мелкого зерна, что улучшает пластичность и вязкость.
Никель увеличивает глубину цементованного слоя, препятствует росту зерна и образованию грубой цементитной сетки, оказывает положительное влияние на свойства сердцевины. Хромоникелевые стали 20ХН, 12ХН3А применяют для изготовления деталей средних и больших размеров, работающих на износ при больших нагрузках (зубчатые колеса, шлицевые валы). Одновременное легирование хромом и никелем, который растворяется в феррите, увеличивает прочность, пластичность и вязкость сердцевины и цементованного слоя. Стали мало чувствительны к перегреву. Большая устойчивость переохлажденного аустенита в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевых сталей и позволяет проводить закалку крупных деталей с охлаждением в масле и на воздухе.
Стали, дополнительно легированные вольфрамом или молибденом (18Х2Н4ВА, 18Х2Н4МА), применяют для изготовления крупных тяжелонагруженных деталей. Эти стали являются лучшими конструкционными сталями, но дефицитность никеля ограничивает их применение.
Хромомарганцевые стали применяют вместо дорогих хромоникелевых, однако эти стали менее устойчивы к перегреву и имеют меньшую вязкость. Введение небольшого количества титана (0,06…0,12 %) уменьшает склонность стали к перегреву (стали 18ХГТ, 30ХГТ).
С целью повышения прочности применяют легирование бором (0,001…0,005 %) 20ХГР, но бор способствует росту зерна при нагреве.
Улучшаемые стали. Стали, подвергаемые термическому улучшению, широко применяют для изготовления различных деталей, работающих в сложных напряженных условиях (при действии разнообразных нагрузок, в том числе переменных и динамических). Стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Важное значение имеет сопротивление хрупкому разрушению.
Улучшению подвергаются среднеуглеродистые стали с содержанием углерода 0,30…0,50 %.
Улучшаемые углеродистые стали 35, 40, 45 дешевы, из них изготавливают детали, испытывающие небольшие напряжения (сталь 35), и детали, требующие повышенной прочности (стали 40, 45). Но термическое улучшение этих сталей обеспечивает высокий комплекс механических свойств только в деталях небольшого сечения, так как стали обладают низкой прокаливаемостью. Стали этой группы можно использовать и в нормализованном состоянии.
Детали, требующие высокой поверхностной твердости при вязкой сердцевине (зубчатые колеса, валы, оси, втулки), подвергаются поверхностной закалке токами высокой частоты. Для снятия напряжений проводят низкий отпуск.
Улучшаемые легированные стали применяют для более крупных и более нагруженных ответственных деталей. Стали обладают лучшим комплексом механических свойств: выше прочность при сохранении достаточной вязкости и пластичности, ниже порог хладоломкости.
Хромистые стали 30Х, 40Х, 50Х используются для изготовления небольших средненагруженных деталей. Эти стали склонны к отпускной хрупкости, поэтому после высокого отпуска охлаждение должно быть быстрым.
Повышение прокаливаемости достигается микролегированием бором (35ХР). Введение в сталь ванадия значительно увеличивает вязкость (40ХФА).
Хромокремнистые (33ХС) и хромокремниймарганцевые (хромансил) (25ХГСА) стали обладают высокой прочностью и умеренной вязкостью. Стали хромансилы обладают высокой свариваемостью, из них изготавливают стыковочные сварные узлы, кронштейны, крепежные и другие детали. Широко применяются в автомобилестроении и авиации.
Хромоникелевые стали 45ХН, 30ХН3А отличаются хорошей прокаливаемостью, прочностью и вязкостью, но чувствительны к обратимой отпускной хрупкости. Для уменьшения чувствительности вводят молибден или вольфрам. Ванадий способствует измельчению зерна.
Стали 36Х2Н2МФА, 38ХН3ВА и др. обладают лучшими свойствами, относятся к мартенситному классу, слабо разупрочняются при нагреве до 300…400oС. Из них изготавливаются валы и роторы турбин, тяжелонагруженные детали редукторов и компрессоров.
Высокопрочные стали. Высокопрочными называют стали, имеющие предел прочности более 1500 МПа, который достигается подбором химического состава и оптимальной термической обработки.
Такой уровень прочности можно получить в среднеуглеродистых легированных сталях (30ХГСН2А, 40ХН2МА), применяя закалку с низким отпуском (при температуре 200…250oС) или изотермическую закалку с получением структуры нижнего бейнита.
После изотермической закалки среднеуглеродистые легированные стали имеют несколько меньшую прочность, но большую пластичность и вязкость. Поэтому они более надежны в работе, чем закаленные и низкоотпущенные.
При высоком уровне прочности закаленные и низкоотпущенные среднеуглеродистые стали обладают повышенной чувствительностью к концентраторам напряжения, склонностью к хрупкому разрушению, поэтому их рекомендуется использовать для работы в условиях плавного нагружения.
Легирование вольфрамом, молибденом, ванадием затрудняет разупрочняющие процессы при температуре 200…300oС, способствует получению мелкого зерна, понижает порог хладоломкости, повышает сопротивление хрупкому разрушению.
Высокая прочность может быть получена и за счет термомеханической обработки.
Стали 30ХГСА, 38ХН3МА после низкотемпературной термомеханической обработки имеют предел прочности 2800 МПа, относительное удлинение и ударная вязкость увеличиваются в два раза по сравнению с обычной термической обработкой. Это связано с тем, что частичное выделение углерода из аустенита при деформации облегчает подвижность дислокаций внутри кристаллов мартенсита, что способствует увеличению пластичности.
Мартенситно-стареющие стали (03Н18К9М5Т, 04Х11Н9М2Д2ТЮ) превосходят по конструкционной прочности и технологичности среднеуглеродистые легированные стали. Они обладают малой чувствительностью к надрезам, высоким сопротивлением хрупкому разрушению и низким порогом хладоломкости при прочности около 2000 МПа.
Мартенситно-стареющие стали представляют собой безуглеродистые сплавы железа с никелем (8…25 %), дополнительно легированные кобальтом, молибденом, титаном, алюминием, хромом и другими элементами. Благодаря высокому содержанию никеля, кобальта и малой концентрации углерода в результате закалки в воде или на воздухе фиксируется высокопластичный, но низкопрочный железоникелевый мартенсит, пересыщенный легирующими элементами. Основное упрочнение происходит в процессе старения при температуре 450…550oС за счет выделения из мартенситной матрицы когерентно с ней связанных мелкодисперсных фаз. Мартенситно-стареющие стали обладают высокой конструкционной прочностью в интервале температур от криогенных до 500oС и рекомендуются для изготовления корпусов ракетных двигателей, стволов артиллерийского и стрелкового оружия, корпусов подводных лодок, батискафов, высоконагруженных дисков турбомашин, зубчатых колес, шпинделей, червяков и т.д.
Пружинные стали. Пружины, рессоры и другие упругие элементы являются важнейшими деталями различных машин и механизмов. В работе они испытывают многократные переменные нагрузки. Под действием нагрузки пружины и рессоры упруго деформируются, а после прекращения действия нагрузки восстанавливают свою первоначальную форму и размеры. Особенностью работы является то, что при значительных статических и ударных нагрузках они должны испытывать только упругую деформацию, остаточная деформация не допускается. Основные требование к пружинным сталям – обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению, стойкости к релаксации напряжений.
Пружины работают в области упругих деформаций, когда между действующим напряжением и деформацией наблюдается пропорциональность. При длительной работе пропорциональность нарушается из-за перехода части энергии упругой деформации в энергию пластической деформации. Напряжения при этом снижаются.
Самопроизвольное снижение напряжений при постоянной суммарной деформации называется релаксацией напряжений.
Релаксация приводит к снижению упругости и надежности работы пружин.
Пружины изготавливаются из углеродистых (65, 70) и легированных (60С2, 50ХГС, 60С2ХФА, 55ХГР) конструкционных сталей.
Для упрочнения пружинных углеродистых сталей применяют холодную пластическую деформацию посредством дробеструйной и гидроабразивной обработок, в процессе которых в поверхностном слое деталей наводятся остаточные напряжения сжатия.
Повышенные значения предела упругости получают после закалки со средним отпуском при температуре 400…480oС.
Для сталей, используемых для пружин, необходимо обеспечить сквозную прокаливаемость, чтобы получить структуру троостита по всему сечению.
Упругие и прочностные свойства пружинных сталей достигаются при изотермической закалке. Пружинные стали легируют элементами, которые повышают предел упругости – кремнием, марганцем, хромом, вольфрамом, ванадием, бором.
В целях повышения усталостной прочности не допускается обезуглероживание при нагреве под закалку и требуется высокое качество поверхности.
Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенито-мартенситных (09Х15Н8Ю), быстрорежущих (Р18) и других сталей и сплавов.
Шарикоподшипниковые стали. Подвергаются воздействию высоких нагрузок переменного характера. Основными требованиями являются высокая прочность и износостойкость, высокий предел выносливости, отсутствие концентраторов напряжений, неметаллических включений, полостей, ликваций.
Шарикоподшипниковые стали характеризуются высоким содержанием углерода (около 1 %) и наличием хрома (ШХ9, ШХ15).
Высокое содержание углерода и хрома после закалки обеспечивает структуру мартенсит плюс карбиды, высокой твердости, износостойкости, необходимой прокаливаемости.
Дальнейшее увеличение прокаливаемости достигается дополнительным легированием марганцем, кремнием (ШХ15СГ).
Повышены требования в отношении чистоты и равномерности распределения карбидов, в противном случае может произойти выкрашивание. Стали подвергаются строгому металлургическому контролю на наличие пористости, неметаллических включений, карбидной сетки, карбидной ликвации.
Термическая обработка включает отжиг, закалку и отпуск. Отжиг проводят после ковки для снижения твердости и подготовки структуры к закалке. Температура закалки составляет 790…880oС в зависимости от массивности деталей. Охлаждение – в масле (кольца, ролики), в водном растворе соды или соли (шарики). Отпуск стали проводят при температуре 150…170oС в течение 1…2 часов. Обеспечивается твердость 62…66 НRC.
Из стали ШХ9 изготавливают шарики и ролики небольших размеров, из стали ШХ15 – более крупные.
Детали подшипников качения, испытывающие большие динамические нагрузки (подшипники прокатных станов), изготавливают из сталей 20Х2Н4А и 18ХГТ с последующей глубокой цементацией на глубину 5…10 мм. Для деталей подшипников, работающих в азотной кислоте и других агрессивных средах, используется сталь 95Х18.
Стали для изделий, работающих при низких температурах. Для изделий, работающих при низких температурах, необходимо применять стали с пониженным порогом хладоломкости. Особенно сильно понижены температурные пороги хладоломкости в никельсодержащих сталях. Эффективными материалами являются низколегированные малоуглеродистые стали, которые обладают хорошей свариваемостью.
В строительных металлоконструкциях наибольший эффект достигается при использовании термомеханически упрочненного проката.
Для обеспечения высокого комплекса механических свойств деталей машин используются малоуглеродистые стали, легированные элементами способствующими дисперсионному упрочнению и образованию мелкозернистой структуры после термической обработки, 10ХСНД, 15Г2СФ, 12ГН2МФАЮ.
Для работы при сверх низких температурах применяют криогенные стали и сплавы для изготовления емкостей для хранения и перевозки сжиженных газов, имеющих очень низкую температуру кипения (кислород –183oС, водород –253oС). Основными материалами для работы в подобных условиях являются аустенитные стали с повышенным содержанием никеля 10Х14Г14Н4Т, 10Х18Н10Т, 03Х20Н16АГ6.
Износостойкие стали. Для работы в условиях изнашивания, сопровождаемого большими удельными нагрузками используется высокомарганцевая сталь 110Г13Л, имеющая в своем составе 1…1,4% углерода, 12…14 % марганца. Сталь имеет аустенитную структуру и относительно низкую твердость (200…250 НВ). В процессе работы, когда на деталь действуют высокие нагрузки, которые вызывают в материале напряжения, превосходящие предел текучести, происходит интенсивное наклепывание стали и рост ее твердости и износостойкости. При этом сталь сохраняет высокую вязкость. Благодаря этим свойствам сталь широко используется для изготовления корпусов шаровых мельниц, щек камнедробилок, крестовин рельсов, гусеничных траков, козырьков землечерпалок и т.д. Склонность к интенсивному наклепу является характерной особенностью сталей аустенитного класса.
Автоматные стали. Автоматными называют стали, обладающие повышенной обрабатываемостью резанием.
Эффективным металлургическим приемом повышения обрабатываемости резанием является введение в сталь серы, селена, теллура, кальция, которые изменяют состав неметаллических включений, а также свинца, который образует собственные включения.
Автоматные стали А12, А20 с повышенным содержанием серы и фосфора используются для изготовления малонагруженных деталей на станках автоматах (болты, винты, гайки, мелкие детали швейных, текстильных, счетных и других машин). Эти стали обладают улучшенной обрабатываемостью резанием, поверхность деталей получается чистой и ровной. Износостойкость может быть повышена цементацией и закалкой.
Стали А30 и А40Г предназначены для деталей, испытывающих более высокие нагрузки.
У автоматных сталей, содержащих свинец, (АС11, АС40), повышается стойкость инструмента в 1…3 раза и скорость резания на 25…50 %.
Легированные хромистые и хромоникелевые стали с присадкой свинца и кальция (АЦ45Г2, АСЦ30ХМ, АС20ХГНМ) используются для изготовления нагруженных деталей в автомобильной и тракторной промышленности.
Автоматные стали подвергают диффузионному отжигу при температуре 1100…1150oС для устранения ликвации серы.
Инструментальные стали. Стали для режущего инструмента.
Инструментальная сталь должна обладать высокой твердостью, износостойкостью, достаточной прочностью и вязкостью (для инструментов ударного действия).
Режущие кромки могут нагреваться до температуры 500…900oС, поэтому важным свойством является теплостойкость, т. е. cпособность сохранять высокую твердость и режущую способность при продолжительном нагреве (красностойкость).
Углеродистые инструментальные стали. Углеродистые инструментальные стали (ГОСТ 1435) содержат 0,65…1,35% углерода.
Стали У7…У13А обладают высокой твердостью, хорошо шлифуются, дешевы и недефицитны.
Из сталей марок У7, У8А изготавливают инструмент для работы по дереву и инструмент ударного действия, когда требуется повышенная вязкость – пуансоны, зубила, штампы, молотки.
Стали марок У9…У12 обладают более высокой твердостью и износостойкостью используются для изготовления сверл, метчиков, фрез.
Сталь У13 обладает максимальной твердостью, используется для изготовления напильников, граверного инструмента.
Для снижения твердости и создания благоприятной структуры все инструментальные стали до изготовления инструмента подвергают отжигу.
Для заэвтектоидных сталей проводят сфероидизирующий отжиг, в результате которого цементит вторичный приобретает зернистую форму. Регулируя скорость охлаждения можно получить любой размер зерен.
Окончательная термическая обработка – закалка с последующим отпуском.
Закалку для доэвтектоидных сталей проводят полную, а для заэвтектоидных – неполную. Структура закаленных сталей содержит мартенсит или мартенсит и карбиды.
Температура отпуска выбирается в зависимости от твердости, необходимой для инструмента.
Для инструментов ударного действия, требующих повышенной вязкости, из сталей У7, У8 отпуск проводят при температуре 280…300oС, что обеспечивает твердость HRC 56…58.
Для напильников, метчиков, плашек отпуск проводят при температуре 150…200oС, при этом обеспечивается получение максимальной твердости — НRC 62…64.
Основными недостатками углеродистых инструментальны
|
|
|
