 |


Исследование технологического процесса методом малой выборки
|
|
|
|
Рассмотрим метод малой выборки на конкретном примере исследования технологического процесса расточки отверстия в детали типа кольцо на токарно-револьверном полуавтомате (таблица 2.1).
Таблица 2.1
| № выборки | Деталь 1 | Деталь 2 | Деталь 3 | |||
| Большая ось | Малая ось | Большая ось | Малая ось | Большая ось | Малая ось | |
| 139.98 | 139.94 | 139.97 | 139.93 | 139.94 | 139.89 | |
| 139.95 | 139.91 | 139.94 | 139.88 | 139.85 | 139.80 | |
| 139.89 | 139.85 | 139.92 | 139.85 | 139.82 | 139.79 | |
| 139.83 | 139.78 | 139.83 | 139.78 | 139.84 | 139.79 | |
| 139.83 | 139.78 | 139.85 | 139.80 | 139.81 | 139.77 |
Вычисляются средние значения диаметров отверстий_в каждой і-ой выборке по меньшей и большей осям эллипса по формуле:












Полученные значения для удобства дальнейших вычислений заносим в табл. 2.2.
B эту же таблицу в 4 колонку заносим разницу  . Это сразу позволяет вычислить постоянную погрешность – эллипсность отверстия:
. Это сразу позволяет вычислить постоянную погрешность – эллипсность отверстия:





Таблица 2.2
| № выборки | 
| 
| |
Большая ось эллипса

| Малая ось эллипса

| ||
| 139.91 | 139.92 | 0.002 | |
| 139.913 | 139.863 | 0.01 | |
| 139.876 | 139.83 | 0.0092 | |
| 139.833 | 139.783 | 0.01 | |
| 139.83 | 139.783 | 0.0094 | |
| Итого: | 
|
Имея значения и , вычисляем выборочные дисперсии  ,
,  и выборочные средние квадратические отклонения
и выборочные средние квадратические отклонения  ,
,  .
.




















Результаты расчета заносим в табл. 2.3.
Таблица 2.3
| № выборки | Большая ось эллипса | Малая ось эллипса | ||
|
|
|
|
| |
| 0.0043 | 0.068 | 0.0007 | 0.026 | |
| 0.0062 | 0.078 | 0.0064 | 0.08 | |
| 0.005262 | 0.072 | 0.0012 | 0.035 | |
| 0.000033 | 0.0057 | 0.000074 | 0.0086 | |
| 0.000418 | 0.02 | 0.000235 | 0.0153 | |

| 
| 
| 
|
Устойчивость по рассеиванию определяется проверкой гипотезы однородности по критерию Кохрана - G. Расчетное значение критерия Кохрана Gр вычисляем по формуле:
где  - максимальное значение выборочной дисперсии. Для нашего варианта - это
- максимальное значение выборочной дисперсии. Для нашего варианта - это  = 0,0064. Таким образом:
= 0,0064. Таким образом:
|
|
|

Согласно таблице квантилей распределения Кохрана (Приложение 6) находим  зависимости от f = n - 1, где n - объем выборок, К - числа выборок для выбранного уровня значимости Р.
зависимости от f = n - 1, где n - объем выборок, К - числа выборок для выбранного уровня значимости Р.
Выбираем: Р = 0,05; f= 3 - 1: 2 и К=5.  = 0,6878
= 0,6878
Так как Gp = 0,61 меньше = 0,6878, гипотеза однородности дисперсий принимается. Таким образом, технологический процесс расточки отверстий в детали типа кольцо устойчивый по рассеиванию.
На основании этого заключения вычисляем среднее значение среднего квадратического отклонения для всех выборок по обеим осям эллипса:


а затем вычисляем случайную погрешность:


Остается вычислить функциональную погрешность:


Знак минус перед F указывает на направление функциональной погрешности, размеры от выборки к выборке уменьшаются очевидно за счет износа резца.
Полная погрешность обработки:

Результаты исследования для наглядности можно представить графической картиной (рис. 2.2).
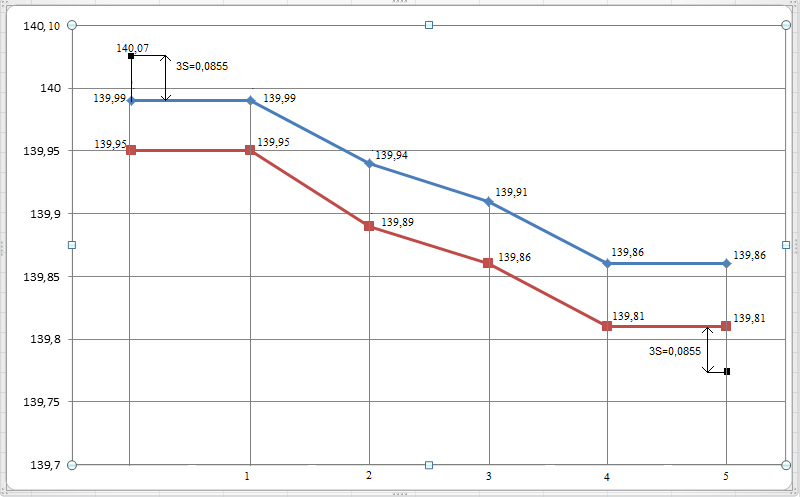
Рисунок − 2.2 График функциональной погрешности.
Вывод
В ходе выполнения данной лабораторной работы мы изучили и приобрели навыки исследования технологического процесса методом малой выборки.
Лабораторная работа №3
Анализ исходных данных для проектирования технологического процесса изготовления детали «Вал – шестерня»
Цель работы
Приобретение навыков анализа рабочих чертежей деталей при разработке технологических процессов (ТП) механической обработки.
Теоретические положения
Анализ исходных данных для проектирования ТП механической обработки детали начинают с анализа её чертежа.
Грамотно выполненный чертеж детали дает исчерпывающую информацию о её форме, размерах, точности размеров, формы и расположения, шероховатости поверхности, материале, его твердости, качестве поверхностного слоя, габаритах и массе детали, использованных стандартах и технических условиях, способе маркировки и т.д. Чертеж детали средней сложности содержит около сотни параметров, характеризующих ее. Задача технолога – спроектировать ТП так, чтобы ни один параметр не остался без внимания.
|
|
|
В первую очередь, технолог должен четко представить себе служебное назначение детали и условия ее работы.
Под служебным назначением детали понимают характер выполняемых ею служебных функций (передача усилия или крутящего момента, перемещение, фиксация, поворот, базирование и т.п.) и требования к их выполнению (точность, быстродействие, КПД, долговечность, надежность и т.п.)
Под условиями работы детали понимают качественную и количественную характеристику воздействующих на нее факторов (характер и величину нагрузок, напряжения в опасных сечениях, трение в контакте, скорости, давления, температуры, характер изнашивания и т.п.)
Деталь содержит достаточно большое число поверхностей, каждая из которых выполняет определенные функции. С помощью одних поверхностей деталь выполняет свое служебное назначение, другие поверхности служат для установки детали в узле или для присоединения других деталей. Третьи поверхности не участвуют в работе и служат для придания детали определенной формы. В соответствии с различным назначением поверхностей различаются и требования к ним. Чтобы проанализировать эти требования необходимо систематизировать поверхности детали по их служебному назначению.
Поверхности детали делятся на сопрягаемые, взаимодействующие с поверхностью другой детали, и свободные (С), оформляющие конфигурацию детали. В свою очередь, сопрягаемые поверхности могут выполнять различные функции.
Поверхности детали, выполняющие ее служебные функции, называют исполнительными(И).
Поверхности детали, определяющие положение данной и других деталей в узле (сборочной единице), называют конструкторскимибазами. Различают основные и вспомогательные конструкторские базы.
Основныеконструкторские базы (ОБ) – это конструкторские базы, определяющие положение детали в сборочной единице. ОБ лишают деталь необходимого числа степеней свободы – перемещения вдоль координатных осей и поворотов вокруг этих осей.
|
|
|
Вспомогательные конструкторские базы (ВБ) – это конструкторские базы, определяющие положение присоединяемых деталей относительно данной детали. С помощью ВБ данная деталь лишает присоединяемые детали определенного числа степеней свободы.
Перед систематизацией все поверхности детали нумеруют по порядку, начиная с 1. Номера поверхностей указывают на чертеже детали синим или фиолетовым цветом в кружках на выносках. При этом допускается пересечение выносками основных и вспомогательных линий чертежа (при выполнении учебного задания на ПК допускается обозначение поверхностей черным цветом, при этом число пересечений необходимо свести к минимуму). Размер цифр, обозначающих поверхность, на 1 – 2 номера больше цифр, обозначающих размеры.
При анализе исходных данных для разработки ТП механической обработки детали поверхности делят на 4 группы: И, ОБ, ВБ, С. При этом некоторые поверхности могут выполнять несколько функций и соответственно относиться к нескольким типам (например, И и ВБ).
Далее технолог проверяет полноту задания требований к узлу или детали на чертеже. Так, на чертеже детали должны быть указаны марка материала и вид заготовки (отливка, поковка, прокат) со ссылкой на соответствующие стандарты и задана твердость всех поверхностей. Должны быть представлены все размеры, необходимые для изготовления и контроля – величина каждой поверхности (длина, ширина, высота, радиус), ее положение (расстояние от оси или другой поверхности, угол), справочные размеры (получаемые по другому чертежу, замыкающие размеры цепи). На каждый размер должна быть задана точность в виде поля допуска или предельных отклонений, проставленных возле номинального размера или в технических требованиях.
На каждую поверхность должна быть назначена шероховатость условным знаком на контурной или выносной линии, либо в правом верхнем углу чертежа. Должны быть заданы необходимые допуски формы и расположения – прямолинейности, плоскостности, круглости, цилиндричности, профиля продольного сечения и т. п. в виде условного обозначения или пункта технических требований.
|
|
|
Проверяют также правильность задания требований на чертеже. Все требования должны быть заданы по ГОСТ и стандартам предприятий (СТП), чтобы исключить их неоднозначное толкование). Размеры должны задаваться преимущественно от одной базы. Форма и размеры шпоночных пазов, фасок, канавок, радиусов переходов, галтелей и др. элементов должны соответствовать ГОСТ.
После анализа чертежа детали исходные данные заносят в таблицу (см. табл. 3.4), в которой указывают номер, тип и форму каждой поверхности, их размеры с допусками и квалитет точности, вид и величину погрешностей формы и расположения и соответствующий этой величине квалитет точности, шероховатость.
Если точность размеров на чертеже указана в виде индекса посадки и квалитета (например, 50k6) или в виде предельных отклонений (например,  ), либо в пункте технических требований указанием посадки и квалитета (напри-мер, h14, ±IT14/2), то недостающие для заполнения граф 5 и 6 табл. 3.4 сведения берут из табл. 3.1 и 3.2.
), либо в пункте технических требований указанием посадки и квалитета (напри-мер, h14, ±IT14/2), то недостающие для заполнения граф 5 и 6 табл. 3.4 сведения берут из табл. 3.1 и 3.2.
Если точность формы или расположения задана условным обозначением с указанием предельного отклонения по ГОСТ 2.308-79, то условный квалитет точности определяют по табл. 3.3.
Выполнение задания
Марка материала – сталь 40ХГНМ, ГОСТ 4543-71, указана в основной надписи. Твердость 46±2 HRC, п.1 технических требований. На чертеже даны все размеры, необходимые для изготовления и контроля детали. Точность размеров задана комбинированным способом в виде посадки, квалитета точности и предельных отклонений по ГОСТ 2.307-79. Точность свободных размеров 14 квалитет, п.2 технических требований. Шероховатость поверхностей указана непосредственно на изображении и в правом верхнем углу чертежа. Предельные отклонения формы и расположения поверхностей 3, 4, 5, 6, 8, 15, 17 заданы в виде условных обозначений по ГОСТ 2.308-79, отклонения для остальных поверхностей должны укладываться в допуск на размер.
Форма и размеры шпоночного паза заданы по ГОСТ 23360-78. Фаски и радиусы закруглений выполнены по ГОСТ 10948-64.
Таблица 1.4. Характеристика поверхностей детали «Вал – шестерня»
| Поверхность | Размеры | Форма, расположение | Ше- рохов. | ||||||
| № | Тип | Фор-ма | Зна-чение мм | До-пуск, мм | Ква-литет точн | Пог-решн. | До-пуск, мм | Ква- литет точн | Rа, мкм |
| С | П | 1,0 | 0,02 | 12,5 | |||||
| ВБ | П | 0,2 | 0,008 | 12,5 | |||||
| И, ВБ | П | 0,043 | 0,03 | 3,2 | |||||
| ВБ | Ц | 0,039 | 0,05 | 1,6 | |||||
| ВБ | П | 0,74 | 0,006 | 3,2 | |||||
| ОБ | Ц | 0,016 | 0,006 | 0,4 | |||||
| С | Ф | 0,4 | 0,02 | 12,5 | |||||
| ОБ | П | 0,74 | 0,03 | 2,5 | |||||
| С | Ц | 0,74 | 0,006 | 12,5 | |||||
| С | П | 0,25 | 0,006 | 12,5 | |||||
| С | Ц | 0,87 | 3,2 | ||||||
| И | Ф | 0,74 | 0,8 | ||||||
| С | П | 0,4 | 12,5 | ||||||
| С | Ц | 0,4 | 12,5 | ||||||
| ВБ | П | 0,016 | 2,5 | ||||||
| С | Ф | 1,4 | 12,5 | ||||||
| ОБ | Ц | 13,2 | 0,043 | 0,8 | |||||
| С | П | 13,2 | 0,043 | 12,5 | |||||
| ТБ | КВ | 0,8 | |||||||
| ТБ | КВ | 0,8 | |||||||
| С | Ф | 12,5 |
|
|
|
3.3.1 Описать служебное назначение и условия работы детали
Деталь «Вал-шестерня», является быстроходным валом цилиндрического редуктора и предназначена для передачи крутящего момента от привода к промежуточному валу редуктора. Вал-шестерня получает вращение от привода через муфту, установленную на пов.4 на шпонке, и воспринимает крутящий момент боковыми поверхностями 3 шпоночного паза. Вал-шестерня передает крутящий момент боковыми поверхностями 12 зубьев зубчатого венца зубьями венца промежуточного вала. Вал-шестерня установлен в подшипниках качения в корпусе редуктора.
Вал-шестерня работает в условиях действия рациональной знакопеременной сосредоточенной нагрузки и крутящего момента. Зубья зубчатого венца испытывают действие изгибающего усилия, контактного давления и сил трения.
3.3.2 Пронумеровать и систематизировать поверхности детали
Все поверхности детали на эскизе нумеруем и систематизируем по их назначению. Исполнительные поверхности (И), выполняющие служебные функции вала-шестерни- передачу крутящего момента- боковые поверхности 12 зубьев и боковые пов.3 шпоночного паза. Основные конструкторские базы (ОБ), определяющие положение вала-шестерни в редукторе- цилиндрические подшипниковые шейки, пов.6 и 17, и торцовая пов.8. Вспомогательные конструкторские базы (ВБ), определяющие положение присоединяемых деталей- цилиндрическая пов.4, торцовая 5, шпоночный паз пов. 2 и 3, торцовая пов. 15. Свободные поверхности (С) не сопрягающиеся с другими деталями- пов. 1,7,9,10,11,13,14,16,18
Номера поверхностей и их назначение заносим в графы 1-3. В таблице приняты обозначения поверхностей:
Ц- цилиндрическая наружная
КВ- коническая внутренняя
П- плоская
Ф- фасонная
Вывод
В ходе выполнения лабораторной работы мы получили все необходимые сведения для разработки ТП обработки детали “Вал-шестерня”.
Лабораторная работа №4
Анализ технологичности и выбор стратегии разработки технологического процесса обработки детали «Вал – шестерня»
Цель работы
Научиться анализировать технологичность конструкции детали по ее рабочему чертежу. Приобрести навыки определения стратегии разработки ТП механической обработки
Теоретическое положение
Теоретические положения
Под технологичностью детали понимают совокупность ее свойств, позволяющих изготовить деталь с наименьшими затратами.
Перед тем, как приступить к разработке ТП, технолог должен проанализировать конструкцию детали с точки зрения ее технологичности и в случае необходимости дать предложения по изменению конструкции с целью повышения ее технологичности.
Оценку технологичности детали проводят по 4 группам признаков (критериев технологичности):
-технологичность заготовки
-технологичность общей конфигурации детали
-технологичность базирования и закрепления
-технологичность обрабатываемых поверхностей.
Стратегия разработки ТП – принципиальный подход к определению его составляющих (показателей ТП), которые определяются в первую очередь типом производства, а также его технологическими возможностями.
Типпроизводства характеризуется годовым объемом выпуска данных деталей и их сложностью, размерами, массой. Ориентировочно тип производства можно определить по формуле:

где m – масса детали, кг;
N0 и N – расчетный и фактический объемы выпуска, дет/год;
KT – коэффициент трудоемкости изготовления (сложности) детали; для средней сложности KT = 1, простой – KT =0,75, сложной – KT = 1,35.
Тогда при N0 <400 производство считают единичным,
400…2300 – мелкосерийным,
2300…15000 – среднесерийным,
15000…100000 – крупносерийным,
N0 >100000 – массовым.
ПоказателиТП можно разделить на 6 групп, характеризующих организацию ТП, заготовку, технологический маршрут, средства технологического оснащения (СТО), технологические операции, нормирование ТП.
Наиболее вероятные показатели по каждой из этих групп для единичного, серийного и массового типов производства приведены в таблице 4.1. При мелкосерийном типе производства применяют промежуточные значения показателей между единичным и серийным типами, а при крупносерийном – между серийным и массовым типами.
Ход работы
4.3.1 Технологичность заготовки
Материал детали – сталь 40ХГНМ ГОСТ 4543-71: 0,36¼0,44 % С; 0,17¼0,37% Si; 0,6¼0,9% Mn; 0,6¼0,9% Cr; 0,7¼1,1% Ni;0,15¼0,25% Mo; 0,15¼0,3 Pb. Твёрдость в состоянии поставки до 241 НВ, после закалки - 46 HRC. Прочность sв в состоянии поставки до 795 МПа, после закалки - 880¼1080 МПа. Эти механические характеристики обеспечивают нормальную работу вала-шестерни в редукторе. Материал не является дефицитным. Термообработка выполняется по типовому техпроцессу и не требует специальных условий. Сталь имеет удовлетворительную обрабатываемость резанием, коэффициент обрабатываемости Ко=0,8 при обработке твёрдосплавным инструментом и Ко=0,7 при обработке инструментом из быстрорежущей стали.
Заготовку вала можно получить как из проката, так и обработкой давлением – штамповкой или высадкой. В обоих случаях форма заготовки и её элементов достаточно простая.
Свободные поверхности выполнены по 14 квалитету точности. На заготовительных операциях такой точности не добиться, поэтому предусматривается обработка всех поверхностей
Таким образом, с точки зрения получения заготовки, деталь можно считать технологичной.
4.3.2 Технологичность общей конфигурации
Радиусы закруглений и фаски выполняются по ГОСТ 10948-64, форма и размеры канавок – по ГОСТ 8820-69, размеры шпоночного паза – по ГОСТ 23360-78. Такая унификация упростит обработку и контроль этих элементов вала-шестерни.
Вал-шестерню можно отнести к типу деталей “Валы”, для которых разработан типовой ТП. Деталь не содержит каких-либо специфических особенностей формы, поэтому может быть обработана непосредственно по типовому ТП.
Форма детали позволяет вести обработку одновременно нескольких поверхностей – цилиндрических 4, 6, 9, 11 и торцовых 5, 8, 10; цилиндрических 17, 14, 11 и торцовых 13, 15. Одновременно несколько заготовок удастся обработать только на многошпиндельном станке, что вряд ли целесообразно для серийного производства. В остальных случаях оборудование может быть простым, универсальным. Оснастку можно также применить универсальную. Все поверхности вала-шестерни доступны для контроля.
Таким образом, с точки зрения общей компоновки детали, её можно считать технологичной.
4.3.3 Технологичность базирования и закрепления
Черновыми базами для установки заготовки на 1-й операции могут быть цилиндрические шейки и торцовые поверхности заготовки. В дальнейшем за базы могут быть приняты как цилиндрические поверхности 4, 6, 17, так и специально выполненные центровые отверстия 19 и 20 по ГОСТ 14034-74.
Измерительные базы детали можно использовать в качестве технологических баз. Точность и шероховатость этих баз обеспечит требуемую точность обработки. В случае применения гибкого технологического модуля имеется возможность захвата заготовки роботом за пов. 9.
Таким образом, с точки зрения базирования и закрепления, деталь следует считать технологичной.
4.3.4 Технологичность обрабатываемых поверхностей
Предполагается обработать все поверхности детали, т.к. заданные точность и шероховатость не позволяют получить их на заготовительных операциях. Правда, можно исключить из обработки торцы 1 и 18 в случае обеспечения их точности и шероховатости при отрезке проката, но целесообразность этого может быть установлена только после детального анализа. Всего обрабатывается 18 поверхностей: 6 цилиндрических 4, 6, 9, 11, 14, 17; 7 торцовых 1, 5, 8, 10, 13, 15, 18; зубья 12; шпоночный паз пов. 2, 3; 2 канавки пов. 7 и 16. Т.е., даже при полной обработке число обрабатываемых поверхностей относительно невелико.
Протяжённость обрабатываемых поверхностей относительно невелика и определяется условиями компоновки редуктора и работы вала-шестерни.
Точность и шероховатость рабочих поверхностей 3, 4, 5, 6, 8, 12, 15, 17 определяются условиями работы вала-шестерни.
Уменьшение точности приведёт к снижению точности установки вала в редукторе и надёжности его работы. Увеличение шероховатости этих поверхностей приведёт к снижению надёжности сопряжений и интенсивному изнашиванию поверхностей.
Форма детали позволяет обрабатывать пов. 1, 6, 11, 17, 18 на проход.
Обработка поверхностей 3, 4, 5, 7, 8, 9, 10, 13, 14, 15, 16 в упор затруднений не вызывает.
Поверхности различного назначения разделены, что облегчает обработку. Для выхода резца и шлифовального круга при обработке пов. 6 и 17 предусмотрены канавки 7 и 16. Нетехнологичным следует считать отсутствие канавки для выхода шлифовального круга на пов. 4, что затрудняет её обработку. По согласованию с конструктором введём такую канавку, пов. 21, что не ухудшит эксплуатационные свойства детали, но сделает её более технологичной.
Таким образом, с точки зрения обрабатываемых поверхностей деталь следует считать технологичной.
Поскольку деталь “Вал-шестерня” отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о её достаточно высокой технологичности.
4.3.5 Определение типа производства
Тип производства определяем исходя из расчетного объема выпуска N0, дет/год:
где m – масса детали, m = 9 кг;
KT – коэффициент трудоемкости изготовления, для детали средней сложности KT = 1.
N = 2000 шт.
что соответствует среднесерийному производству.
Вывод
В ходе выполнения данной лабораторной работы были приобретены навыки определения стратегии разработки ТП механической обработки, освоена методика анализа технологичности конструкции детали по ее рабочему чертежу.
Лабораторная работа №5
Выбор метода получения заготовок
Цель работы
Овладение методикой экономически обоснованного оптимального метода получения заготовки детали.
Теоретические положения
Выбор метода получения заготовки определяется технологическими возможностями как заготовительного производства, так и механической обработки. Чем точнее заготовка, чем ближе она по форме к готовой детали, тем меньше мехобработки она требует, меньше расход металла, дешевле мехобработка. Но сама заготовка при этом тоже становится дороже. Если же взять простую, дешевую заготовку, возрастают отходы металла и затраты на мехобработку.
На первой стадии разработки ТП при выборе вариантов метода получения заготовки можно руководствоваться таблицей 5.1. Согласно табл. 5.1 метод получения заготовки определяется типом детали (корпус, вал, диск, втулка), видом материала (чугун, сталь, алюминиевый сплав, бронза), сложностью фор-мы детали, типом производства (единичное, серийное, массовое). Наиболее распространенными методами получения заготовок являются: литье в земляные (песчаные) формы (ЛЗ), литье в металлические формы (кокили) (ЛМ), литье по выплавляемым моделям (ЛВ), литье в оболочковые формы (ЛО), литье под давлением (ЛД), центробежное литье (ЦЛ), свободная ковка (К), штамповка (Ш), холодная штамповка (ХШ). Иногда целесообразно в качестве заготовки принимать прокат (П) – круг, шестигранник, трубу, лист. Средняя точность заготовок, обеспечиваемая этими методами, приведена в табл. 5.3.
Следует иметь в виду, что каждый метод имеет несколько технологических разновидностей, из которых тоже важно выбрать оптимальные для данных условий.
Если имеется несколько альтернативных методов получения заготовки, ни один из которых не имеет явного преимущества перед остальными, необходимо провести экономический анализ. В качестве критерия оптимальности при выборе наивыгоднейшего метода получения заготовки в первом приближении можно принять минимальный объем С, руб., переменной доли затрат на получение заготовки С3 и ее механическую обработку См, которые зависят от метода получения заготовки:
С= С3 + См (5.1)
Переменные затраты на получение заготовки С3, руб., составляют:
 (5.2)
(5.2)
где Цм – цена 1 кг исходного материала, которую определяют по действующим на момент анализа прейскурантам. Для некоторых конструкционных материалов ориентировочное значение Цм приведено в табл. 5.2;
Мз – масса заготовки, кг;
Ксп, Ксл – коэффициенты, учитывающие соответственно способ получения заготовки и ее сложность. Ориентировочные значения этих коэффициентов для различных условий приведены в табл. 5.3 и 5.4
Переменные затраты на механическую обработку См, руб., составляют:
 (5.3)
(5.3)
где Суд – удельные затраты на снятие 1 кг стружки при черновой мехобработке, руб./кг. Значение Суд берут по данным предприятия. При отсутствии таких данных для предварительных расчетов можно воспользоваться таблицей 5.5;
Мд – масса детали, кг;
Ко – коэффициент обрабатываемости материала, значения которого приведены в справочной литературе. Для некоторых конструкционных материалов значения Ко приведены в таблице 5.6.
Отметим, что данная методика пригодна и при изменении цен, поскольку их соотношение, как правило сохраняется. Однако это справедливо только для оценки правильности выбора метода получения заготовки. При определении же себестоимости изготовления детали следует пользоваться специальной литературой.
Задачи работы
На основе экономического анализа вариантов выбрать оптимальный способ получения заготовки заданной детали для заданного типа производства.
Выполнение работы
Вычерчиваем в масштабе контур детали с простановкой размеров
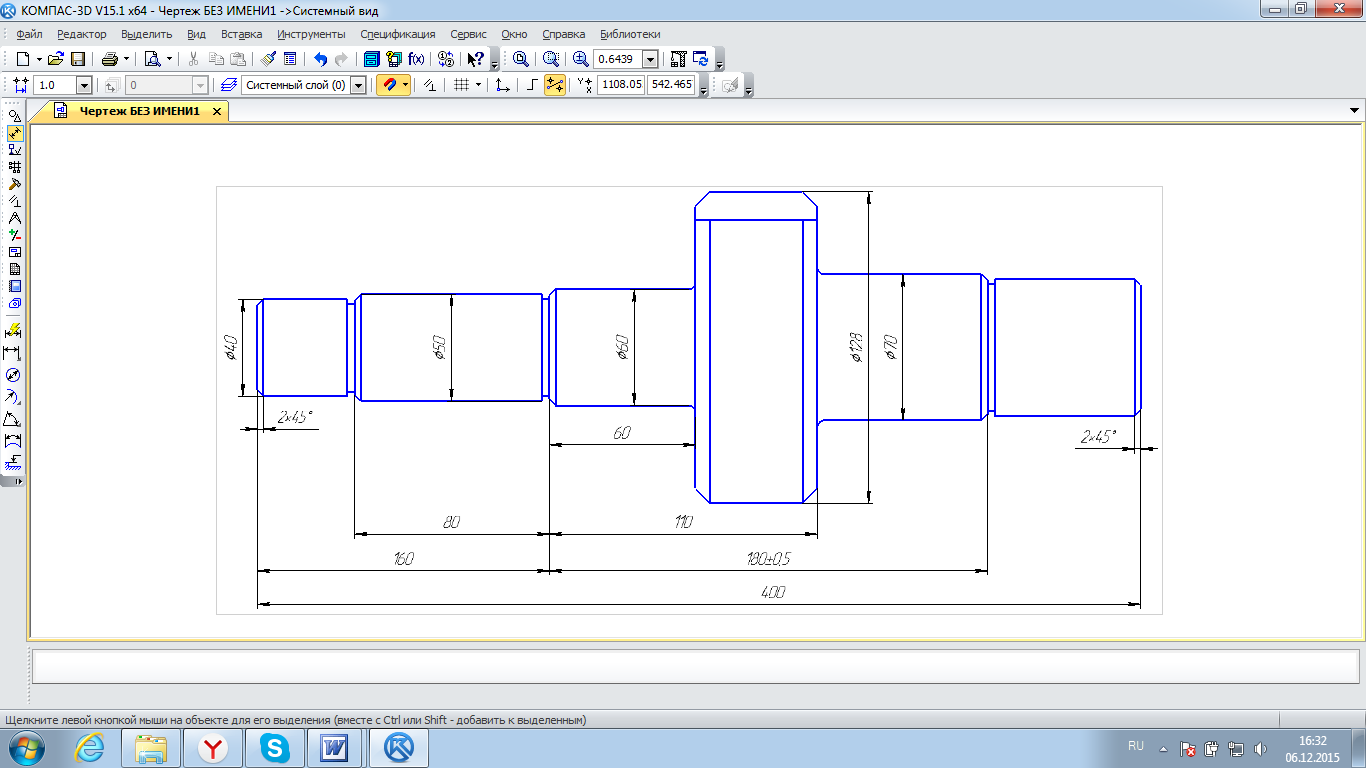
Рис 5.1 Чертёж вала
1) По табл. 5.1 выбираем возможные методы получения заготовки (обычно 2 – 3 метода)
Определяем, что для детали типа «Валы» средней сложности из стали для серийного производства целесообразно применить в качестве заготовки ковку или горячую штамповку. Для окончательного выбора метода получения заготовки выполним сравнительный экономический анализ. В основу анализа положим сравнение суммарных стоимостей С переменной доли затрат на получение заготовки Сз и ее механическую обработку См:
2) По упрощенной методике, табл. 5.7, определяют припуск на черновую обработку для каждого метода. На том же эскизе вычерчиваем контуры заготовки с учетом припусков для каждого метода.
а) для заготовки из ковки:
пов. 1, 18, l1=400, l2=128, Z=8
пов. 11, l1=64, l2=400, Z=4,2.
б) для штампованной заготовки:
пов. 1, l1=160, l2=50, Z=5
пов. 6, l1=50, l2=60, Z=3,5
пов. 8, l1=60, l2=70, Z=4
пов. 9, l1=70, l2=60, Z=4
пов. 10, l1=50, l2=128, Z=3,5
пов. 11, l1=128, l2=50, Z=5
пов. 13, l1=50, l2=128, Z=3,5
пов. 14, l1=60, l2=130, Z=5
пов. 18, l1=400, l2=50, Z=7,5
Исходя из технологических возможностей методов получения заготовки (уклоны, радиусы, отверстия, число ступеней и т.п.) устанавливаем напуски. На том же эскизе вычерчивают контуры заготовки с учетом напусков для каждого метода

Рис 5.2 Эскиз заготовки- штамповка

Рис 5.3 Эскиз заготовки- свободная ковка
Определяем объем и массу детали Мд и заготовок Мзi (i – порядковый номер метода).
МД=0,785(d12l1 + d22 l2 +... + dn2ln)
где d1, d2, … dn, l1, l2, … ln -- диаметры и длины элементарных объемов, на которые разбиваем объем детали, см;
плотность стали 0,00785 кг/см3.
МД=0,785(428 + 528 + 726 + 12,825 + 627 + 526)0,00785=11,35 кг
МЗ1=0,785·(5,7216,1 + 7,826,05 + 13,825,7 + 7213)0,00785=13,88 кг
МЗ2=0,785·(7,826,05 + 13,825,7 + 7213)0,00785=16,1 кг.
По табл. 5.2 определяем цену материала Цм.
ЦМ1=ЦМ2=34руб/кг
По табл. 5.3 и 5.4 определяем Ксп и Ксл для каждого метода.
КСП1=2
КСП2=2,5; КСЛ2=1
По формуле (5.2) определяем Сзi для каждого метода.


По табл. 5.5 и 5.6 определяем Суд и Ко.
определяем для среднесерийного производства Суд=26.
определяем для стали 40ХГНМ Ко = 0,8.
По формуле (5.3) определяем Смi для каждого метода
СМ1=26(16,1-11,35)/0,8=154,3 руб.
СМ2=26(13.88-11,35):0,8=82.628 руб.
По формуле (5.1) определяем Ci для каждого метода получения заготовки. Метод получения заготовки, обеспечивающий наименьшее значение Ci, будет оптимальным для данных условий
С1 = 1094.8 + 154,3 = 1248 руб.
С2 = 1179.8 + 82.628 = 1262 руб.
С1 < С2
По минимуму переменных затрат принимаем 1-й вариант - штамповку.
Вывод
В ходе выполнения данной лабораторной была освоена методика экономически обоснованного оптимального метода получения заготовки детали.
Лабораторная работа №6
Выбор методов обработки поверхностей детали «Вал – шестерня
Цель работы
Цель работы ─ овладеть методикой назначения оптимальных методов обработки поверхности детали и их последовательности.
Общие положения
Выбор методов обработки поверхностей детали и их последовательности для каждой поверхности определяются:
▪ видом поверхности (наружная или внутренняя поверхность вращения, плоскость, фасонная поверхность и т.п.);
▪ материалом заготовки и его состоянием (чугун, незакаленная сталь, закаленная сталь, цветные сплавы и т.п.);
▪ типом заготовки (литье, штамповка, их разновидности, прокат и т.п.), ее точностью
|
|
|
