 |


Проектирование модели системы в среде proteus
|
|
|
|
3.1 Проектирование моделей датчиков

Рисунок 3.1 Оптодатчик
Состоит из элемента который выполняет модель оптопары, а также триггера Шмидта совмещенного с лог. элементом.

Рисунок 3.2 Модель датчика веса
Состоит из резистора с переменным сопротивлением и ФНЧ (резистор +конденсатор). Подключается к АЦП.
Проектирование моделей исполнительных механизмов
Реверсивная схема включения ДПТ, который отвечает за перемещение ножа представлена транзисторами, работающими как ключи. Для удобства имеется 2 вывода к пинам МК, которые при подаче на них логической единицы заставляют двигатель вращаться вперед или назад.

Рисунок 3.3 Реверс ДПТ
Другие ДПТ (перемещение конвейерных лент, вращение ножа, прижим колбасы) подключены также через ключ. В модели данную функцию выполняют транзисторы.

Рисунок 3.4 Модель включения ДПТ
Шаговые двигатели (поворот тарелки, перемещение задней стенки) подключены через микросхемы L297+L298, на которые необходимо подавать 4 сигнала. 3 с МК, отвечающие за включение, режим полушага и реверс и 1 с внешнего генератора прямоугольных импульсов (возможна реализация также с МК через таймер счетчик)
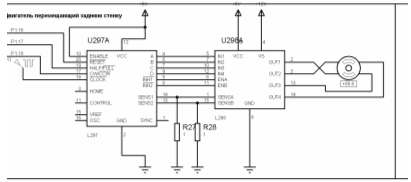
Рисунок 3.5 Управление ШД
Внешний генератор представлен на микросхеме 555.

Рисунок 3.6 Генератор прямоугольных импульсов
Таймер генерирует последовательность прямоугольных импульсов определяемых RC цепочкой.
Частота импульсов, зависит от величин C, R1 и R2, и рассчитывается по вышеприведенной формуле.

Рисунок 3.7 Сигнал с генератора
Время между началом одного и началом следующего импульса называется периодом (t). Оно состоит из длительности самого импульса (t1) и промежутком между импульсами (t2).
|
|
|
Значения t1 и t2 можно рассчитать по следующим формулам:
t1 = 0.693(R1+R2)C;
t2 = 0.693R2C;
3.3 Проектирование панели управления устройством
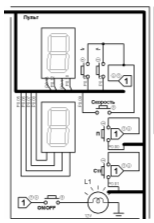
Рисунок 3.8 Панель управления
Панель управления представлена кнопками, 7сегментными индикаторами, а также лампочкой, указывающей на включение системы. Данная опция исключительно для наглядности, так как кнопка общего ON/OFF не подключена ни к чему в модели, но именно она в реальном устройстве должна отвечать за подачу питания всем элементам системы.
Не лишним будет привести и схему блока питания на 5В (на 12 делается аналогично). Эта схема в модели также исключительно для наглядности, т.к. элементы работают от виртуальных источников.

Рисунок 3.9 БП
РАЗРАБОТКА ЧЕРТЕЖА БЛОК-СХЕМЫ АЛГОРИТМА ПРОГРАММЫ УПРАВЛЕНИЯ
Построение блок–схемы алгоритма
Блок-схема будет состоять из основной программы main(), а также подпрограмм в различное время вызываемых из нее, включая подпрограммы обработки прерываний.
void init(void); // инициализация. Сброс в 0 всех значений
void PrigimOtgim(void); // подпрограмма активации прижима
void otrez(void); // подпрограмма отрезки
void nojRL(void); // подпрограмма перемещения ножа влево-вправо
void Fvrash(void); // подпрограмма вращения ножа
void povorot(void); // подпрограмма поворота тарелки
void indication(void); // подпрограмма вывода на индикаторы
void opros(void); // подпрограмма опроса датчиков задней стенки
void IRQ_EINT0(void) __irq; //STOP
void IRQ_EINT1(void) __irq; //вперед стенку ->
void IRQ_EINT2(void) __irq; // назад стенку <-
void IRQ_EINT3(void) __irq; // скорость
void Timer0(void) __irq; // подпрограмма для таймера
void ADC(void) __irq; // подпрограмма для АЦП
В ЫВОДЫ
В данной курсовой работе была разработана структура системы слайсера.
В результате анализа оборудования были установлены недостатки существующих моделей. В связи с современными требованиями к автоматизации производства более целесообразно заменить их на современную систему, которая будет удовлетворять всем требованиям технологического процесса и иметь высокие экономические показатели. Иметь высокую надежность точность, компактность, малое энергопотребление и удовлетворять критериям качества готовой продукции. Многие из поставленных в начале курсовой работы задач были решены, но остались также нерешенные проблемы, а точнее дальнейшие пути модернизации.
|
|
|
- обработка кнопки СТОП, при которой программа вернется в часть кода перед подпрограммой init()
-исследование оптимальных скоростей вращения ножа и соответствующая корректировка ШИМ, управляющего вращением
-реверс конвейерных лент в начале и конце обработки 1й палки колбасы для сброса в специально отведенные контейнеры хвостиков.
-доп. Приспособления, устанавливаемые поверх конвейерных лент, имеющие треугольную форму для нарезки колбасы в форме овала, а не круга.
-Внедрение систему манипулятора, который будет доставать из ящика колбасу и с высокой точностью класть ее на конвейерную ленту.
|
|
|
