 |


Технологический маршрут и его обоснование
|
|
|
|
КУРСОВАЯ РАБОТА
По дисциплине
«Технология машиностроения»
На тему
«Размерный анализ технологических процессов изготовления вала-шестерни»
Выполнил:
Группа:
Преподаватель: Михайлов А.В.
Тольятти, 2005
УДК 621.965.015.22
Аннотация
Зарипов М.Р. размерный анализ технологического процесса изготовления детали вал-шестерня.
К.р. – Тольятти.: ТГУ, 2005.
Выполнен размерный анализ технологического процесса изготовления детали вал-шестерня в продольном и радиальном направлении. Рассчитаны припуски и операционные размеры. Проведено сравнение результатов операционных диаметральных размеров, полученных расчетно-аналитическим способом и методом размерного анализа с использованием операционных размерных цепей.
Расчетно-пояснительная записка на 23стр.
Графическая часть – 4 чертежей.
1. Чертеж детали – А3.
2. Размерная схема в осевом направлении – А2.
3. Размерная схема в диаметральном направлении – А2.
4. Размерная схема в диаметральном направлении продолжение – А3.
Содержание
1. Технологический маршрут и план изготовления детали
1.1. Технологический маршрут и его обоснование
1.2. План изготовления детали
1.3. Обоснование выбора технологических баз, классификация технологических баз
1.4. Обоснование простановки операционных размеров
1.5. Назначение операционных требований
2. Размерный анализ технологического процесса в осевом направлении
2.1. Размерные цепи и их уравнения
2.2. Проверка условий точности изготовления детали
2.3. Расчет припусков продольных размеров
2.4. Расчет операционных размеров
3. Размерный анализ технологического процесса в диаметральном направлении
|
|
|
3.1. Радиальные размерные цепи и их уравнения
3.2. Проверка условий точности изготовления детали
3.3. Расчет припусков радиальных размеров
3.4. Расчет операционных диаметральных размеров
4. Сравнительный анализ результатов расчетов операционных размеров
4.1. Расчет диаметральных размеров расчетно-аналитическим методом
4.2. Сравнение результатов расчета
Литература
Приложения
1. Технологический маршрут и план изготовления детали
Технологический маршрут и его обоснование
В данном разделе опишем основные положения, использованные при формировании технологического маршрута детали.
Тип производства – среднесерийный.
Способ получения заготовки – штамповка на ГКШП.
При разработке технологического маршрута используем следующие положения:
· Обработку разделяем на черновую и чистовую, повышая производительность (снятие больших припусков на черновых операциях) и обеспечивая заданную точность (обработка на чистовых операциях)
· Черновая обработка связана со снятием больших припусков, что ведет к износу станка и снижению его точности, поэтому черновую и чистовую обработку будем вести на разных операциях с применением различного оборудования
· Для обеспечения требуемой твердости детали введем ТО (закалка и высокий отпуск, шейки под подшипники - цементация)
· Лезвийную обработку, нарезку зубьев и шпоночного паза произведем перед ТО, а после ТО абразивная обработка
· Для обеспечения требуемой точности создаем искусственные технологические базы, используемые на последующих операциях – центровые отверстия
· Более точные поверхности будем обрабатывать в конце ТП
· Для обеспечения точности размеров детали будем использовать специализированные и универсальные станки, станки с ЧПУ, нормализованные и специальные режущие инструменты и приспособления
Для простоты составления плана изготовления закодируем поверхности рис.1.1 и размеры детали и приведем сведения о требуемой точности размеров:
|
|
|
ТА2 = 0,039(–0,039)
Т2Б = 0,016( )
)
Т2В = 0,1(+0,1)
Т2Г = 0,74(+0,74)
Т2Д = 0,74(+0,74)
Т2Е = 0,016()
ТЖ = 1,15(–1,15)
ТИ = 0,43(–0,43)
ТК = 0,22(–0,22)
ТЛ = 0,43(–0,43)
ТМ = 0,52(–0,52)
ТН = 0,036( )
)
ТП = 0,2(-0,2)
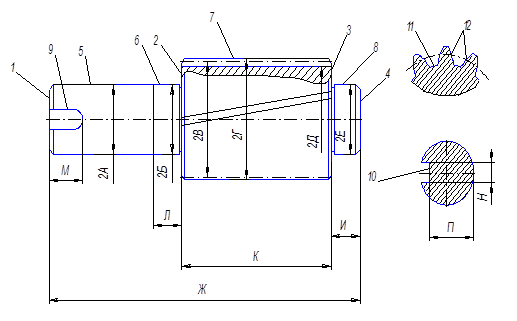
Рис. 1.1
Технологический маршрут оформим в виде таблицы:
Таблица 1.1
Технологический маршрут изготовления детали
| № операции | Наименование операции | Оборудование (тип, модель) | Содержание операции |
| 000 | Заготовительная | ГКШП | Штамповать заготовку |
| 010 | Фрезерно-центровальная | Фрезерно-центровальный МР-71М | Фрезеровать торцы 1,4; сверлить центровальные отверстия |
| 020 | Токарная | Токарный п/а 1719 | Точить поверхности 2, 5, 6, 7; 8, 3 |
| 030 | Токарная с ЧПУ | Токарный с ЧПУ 1719ф3 | Точить поверхности 2, 5, 6; 3, 8 |
| 040 | Шпоночно-фрезерная | Шпоночно-фрезерный 6Д91 | Фрезеровать паз 9, 10 |
| 050 | Зубофрезерная | Зубофрезерный 5В370 | Фрезеровать зубья 11, 12 |
| 060 | Зубофасочная | Зубофасочный СТ 1481 | Снять фаску с зубьев |
| 070 | Зубошевинговальная | Зубошевинговальный 5701 | Шевинговать зубья 12 |
| 075 | ТО | Закалка, высокий отпуск, правка, цементация | |
| 080 | Центродоводочная | Центродоводочный 3922 | Зачистиь центровочные отверстия |
| 090 | Круглошлифовальная | Круглошлифовальный 3М163ф2Н1В | Шлифовать поверхности 5, 6, 8 |
| 100 | Торцекруглошлифовальная | Торцекруглошлифовальный 3М166ф2Н1В | Шлифовать поверхности 2, 6; 3, 8 |
| 110 | Зубошлифовальная | Зубошлифовальный 5А830 | Шлифовать зубья 12 |
План изготовления детали
Приведем в виде таблицы 1.2 план изготовления детали, оформленный в соответствие с требованиями [5]:
Таблица 1.2
План изготовления детали вал-шестерня






|
|
|
12 |
