 |


Оценка влияния научно-технической подготовки на ускорение обновления ассортимента продукции на предприятии
|
|
|
|
Научно-технический прогресс неразрывно связан с выпуском новой техники и освоением новой технологии, расширением и обновлением ассортимента изделий, автоматизацией проектно-конструкторских работ в соответствии с современными требованиями развития народного хозяйства. Некоторые из этих проблем решаются в рамках технической подготовки производства (ТПП).
В процессе ТПП выполняются разнообразные конструкторско-технологические расчеты, связанные с определением конструктивного состава изделий, последовательности их обработки на установленном оборудовании, работы по определению состава инструментов и приспособлений.
Основными целями ТПП является обеспечение высоких технико-экономических характеристик создаваемых и выпускаемых изделий, сокращение сроков и затрат при подготовке и освоение новых изделий на базе применения электронной вычислительной техники, повышение технического уровня производства, механизации и автоматизации технологических процессов, минимизации расходов материальных, трудовых и денежных средств.
Информация, используемая при решении задач по ТПП, характеризует структурный состав выпускаемых изделий, т.е. из каких деталей, сборочных единиц и узлов они состоят, какие материалы необходимы для изделия, каковы маршруты обработки деталей и сборочных единиц, на каком оборудовании изготовляются изделия, какой технологический процесс при этом используется, какова трудоемкость изделия. Таким образом, в ТПП формируется информация, характеризующая состав изделий и технологию их изготовления, материальные и трудовые нормативы. [4]
Длительности всех стадий жизненного цикла изделия коренным образом влияют на его экономическую эффективность. Стоит заметить, что составляющими жизненного цикла любого изделия являются техническая и экономическая экспертиза проекта, научно-исследовательские работы по тематике изделия и опытно-конструкторская работа. Это можно хорошо видно с помощью рисунка 2.1.
|
|
|
Особое значение имеет сокращение сроков научно-технической подготовки производства, в том числе и обеспечение определенной параллельности выполнения отдельных этапов. Для этого необходимо:
- снизить до минимума все изменения, вносимые в изделие после передачи результатов от одного этапа к другому;
- определить и реализовать рациональную параллельность работ, фаз, стадий цикла;
- обеспечить сокращение затрат времени на выполнение отдельных этапов. [16]
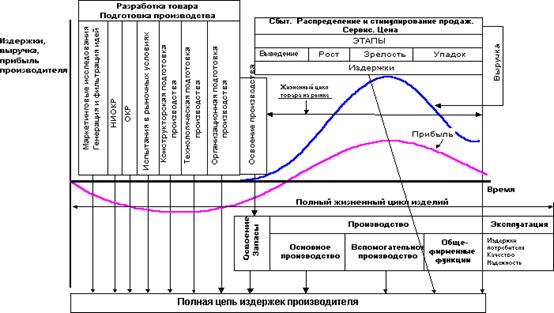
Рисунок 2.1 - Основные составляющие жизненного цикла изделия
Основные параметры, характеризующие границы стадий жизненного цикла изделия, приведены в таблице 2.1.
Как уже указывалось, проведение НИР можно рассматривать как научную подготовку производства (НПП), ОКР - как основную часть конструкторской подготовки производства (КПП) и частично технологической (ТПП), а собственно подготовку производства на серийном заводе как окончание КПП, проведение в основном ТПП, а также организационной подготовки производства (ОПП).
Влияние системы подготовки производства на формирование конечного эффекта разработки, производства и эксплуатации нового изделия показано на рисунке 2.2.
Длительности всех стадий жизненного цикла изделия коренным образом влияют на его экономическую эффективность. Особое значение имеет сокращение сроков научно-технической подготовки производства, в том числе и обеспечение определенной параллельности выполнения отдельных этапов. [10]
Для этого необходимо:
- снизить до минимума все изменения, вносимые в изделие после передачи результатов от одного этапа к другому;
|
|
|
- определить и реализовать рациональную параллельность работ, фаз, стадий цикла;
- обеспечить сокращение затрат времени на выполнение отдельных этапов.
Таблица 2.1 - Границы стадий жизненного цикла изделия
| Стадия | Начало стадии | Окончание стадии |
| Маркетинговые исследования рынка | Заключение договора на проведение исследований | Сдача отчета по результатам исследований |
| Генерация идей и их фильтрация | Сбор и фиксирование предложений по проектам | Окончание отбора проектов-конкурентов |
| Техническая и экономическая экспертиза проектов | Комплектация групп оценки проектов | Сдача отчета по экспертизе проектов, выбор проекта-победителя |
| НИР | Утверждение ТЗ на НИР | Утверждение акта об окончании НИР |
| ОКР | Утверждение ТЗ на ОКР | Наличие комплекта конструкторской документации, откорректированной по результатам испытаний опытного образца |
| Пробный маркетинг | Начало подготовки производства опытной партии | Анализ отчета о результатах пробного маркетинга |
| Подготовка производства на заводе-изготовителе | Принятие решения о серийном производстве и коммерческой реализации изделий | Начало установившегося серийного производства |
| Собственно производство и сбыт | Продажа первого серийного образца изделия | Поставка потребителю последнего экземпляра изделия |
| Эксплуатация | Получение потребителем первого экземпляра изделия | Снятие с эксплуатации последнего экземпляра изделия |
| Утилизация | Момент списания первого экземпляра изделия с эксплуатации | Завершение работ по утилизации последнего изделия, снятого с эксплуатации |
Решение первой задачи обеспечивается инженерно-техническими методами:
- стандартизация;
- унификация;
- обеспечение качества и надежности;
- применение САПР и т. д.
Решение второй задачи осуществляется путем применения планово-координационных методов.
Решение третьей задачи связано с первой и состоит в использовании организационных методов:
- технического обеспечения;
- автоматизации;
- средств планирования, функционально-стоимостного анализа, опытного производства и т.д. [11]

Рисунок 2.2 - Влияние системы подготовки производства на формирование конечного эффекта разработки и использования нового товара
|
|
|
Как говорилось в первой главе работы, в различных вариантах технологических процессов изготовления новых изделий могут применяться различные заготовки, оборудование, технологическая оснастка и т.д., что приводит к различной трудоемкости, производительности и использованию рабочих различной квалификации.
Основными критериями для выбора оптимального технологического процесса являются себестоимость и производительность. [10]
Для выбора оптимального варианта технологического процесса, т.е. для сопоставительной оценки, нет необходимости производить поэлементный расчет всех статей затрат, входящих в себестоимость, а достаточно проанализировать лишь затраты, меняющиеся при изменении технологического процесса.
Вычислять и включать в себестоимость затраты, не меняющиеся при изменении варианта процесса, не имеет смысла, так как при определении абсолютной величины экономии, достигаемой при применении более выгодного варианта, одинаковые слагаемые себестоимости взаимно уничтожаются. [12]
Выбор наиболее экономичного варианта реализации технологического процесса из множества возможных способов изготовления продукции следует в общем случае осуществлять по минимуму приведенных затрат, которые принимаются в качестве критерия оптимальности. Однако, как отмечалось в первой главе, рациональный вариант на практике определяется на основе определения критического объема производства, служащего границей экономической целесообразности сравниваемых вариантов, и по минимуму затрат, приходящихся на один машино-час работы оборудования.
Однако для сопоставления вариантов технологических процессов во многих случаях достаточно ограничиться расчетом технологической себестоимости выпуска.
На основании всего вышесказанного можно сделать следующие выводы:
- научно-техническая подготовка имеет непосредственное влияние на ускорение обновления ассортимента продукции на предприятии, т.к. она является составной частью данного процесса (обновление ассортимента);
|
|
|
- ускорение и автоматизация некоторых этапов научно-технической подготовки позволит не только быстрее обновить ассортимент, но и выбрать его наиболее рациональный вариант, т.к. на стадии технологической подготовки производства происходит расчет наиболее экономичного варианта производства продукции.
2.2 Оценка экономической эффективности различных вариантов технологических процессов
Начальный этап освоения выпуска новых изделий характеризуется повышенными издержками. Причину этого можно объяснить следующими факторами:
- небольшой объем выпуска изделий, на который распределяется условно-постоянные расходы, связанные с освоением;
- повышенной трудоемкостью и станкоемкостью изготовления (из-за постепенности отладки оборудования; неполной оснащенностью техпроцессов специальным оборудованием и оснасткой; недостаточной опытностью рабочих и ИТР);
- большим количеством переналадок (например, прессового оборудования);
- повышенным браком;
- затратами на обучение персонала;
- доплатами до среднего уровня зарплаты в период освоения и др.
По мере наращивания объема выпуска новых изделий происходит и снижение издержек. Возможные пути повышения эффективности производства на стадии освоения приведены на рисунке 2.3:

Рисунок 2.3 - Основные направления получения экономического эффекта в процессе освоения новых изделий
Минимизация потерь тесно связана с характеристикой наращивания выпуска, которая в свою очередь зависит от снижения трудоемкости изделия в процессе освоения. [10]
Для каждого конкретного предприятия, которое характеризуется выпуском определенного вида изделий, уровнем технологии, организацией и т.д., можно установить корреляционную зависимость между суммарным объемом выпуска и его трудоемкостью на основе статистических данных освоения производства раннее выпускаемых изделий. Аналогичную зависимость можно установить и для суммарного объема выпуска и себестоимости.
Рассмотрим эту зависимость на конкретном примере. Допустим, на определенном предприятии в технологический отдел поступило задание спроектировать более совершенный технологический процесс для выпуска менее затратной продукции. При проектировании технологических процессов может разрабатываться несколько типовых вариантов.
Выбирают тот вариант технологического процесса, который при всех прочих равных условиях дает возможность изготовить деталь при наименьших затратах на ее производство, т. е. по наименьшей себестоимости. [13]
|
|
|
Себестоимость изготовления партии деталей Сn, определяемая при проектировании технологического процесса, рассматривается как сумма, состоящая из затрат двух видов, зависящих и не зависящих от числа деталей в партии (т.е. переменных и постоянных):
Сn = pn + v, (20)
где к числу затрат на обработку одной детали p, зависящих от размера партии n, относятся расходы на основные материалы и заработную плату производственных рабочих, а также некоторые другие расходы.
К числу затрат v, не зависящих от числа деталей в партии, относятся расходы по подготовке работы (операции) и ее технологической оснастке, по наладке оборудования, инструктажу и т. п. Эти затраты определяют сперва на партию в целом, а затем приводят на одну деталь.
Себестоимость изготовления одной детали Сд при запуске в обработку партии деталей п шт. определяем по формуле:
Сд = p + v / n. (21)
Партией деталей принято называть число одноименных деталей n, запускаемых одновременно в производство и обрабатываемых с одной наладки.
Пример:
Если сумма затрат, производимых па партию деталей независимо от ее размера v = 600 руб., а затраты, производимые на каждую деталь, p / n = 0,4 руб., то при партии деталей n = 550 шт. себестоимость изготовления каждой детали равна:
Сд = 0,4 + 600 / 550 = 1,49 руб.,
а себестоимость изготовления всей партии:
Сn = 0,4 *500 + 600 = 820 руб.
На рисунке 2.4 приведен график сравнения двух вариантов технологического процесса: в первом варианте v' = 270 руб. и p' = 1 руб., а во втором варианте v" = 600 руб., p" =0,4 руб. Из графика видно, что при партии деталей n = 550 шт. себестоимость изготовления по этим двум вариантам одинакова (линии затрат Cд = 1,49 руб. и Cn = 820 руб. пересекаются в точке, соответствующей n = 550 шт.).
Сравнивая два варианта разрабатываемого типового технологического процесса, выбирают тот из них, который при заданной величине размера партии обеспечивает наименьшую себестоимость. [14]
Но, учитывая то, что в условиях реального производства спрос на данную деталь теоретически может возрасти, то в действие будет введен второй технологический процесс, т.к. при возросшей величине партии он будет менее затратным.

Рисунок 2.4 - График сравнения двух вариантов технологических процессов
Проектируемый технологический процесс далее записывают в технологических картах, на основе которых составляют материальные спецификации и ведомости требуемого инструмента и другой оснастки.
Технологические карты составляются в виде:
- маршрутных;
- операционных;
- инструкционных.
Маршрутные карты используются в единичном и мелкосерийном производстве с большой номенклатурой выпускаемой продукции. Составлением маршрутных карт заканчивается разработка технологического процесса. Эти карты служат основой для межцехового планирования (расцеховки) на предприятиях этих типов производства.
Операционные или попереходные технологические карты, содержащие все необходимые данные по разработанному технологическому процессу, составляются на предприятиях крупносерийного и массового производства на основе маршрутных карт.
Инструкционные карты составляются главным образом в массовом производстве, для наиболее сложных и трудоемких операций, и предназначаются для непосредственного использования рабочими. В инструкционной карте подробно описывается не только содержание данной операции, режимы, оснастка и пр., но и основные приемы работы.
Новые технологические процессы обычно не сразу внедряются в производство, а сначала подвергаются проверке в экспериментальных цехах, после которой в основных цехах производится отладка. Проверка и отладка проводятся при выпуске пробных серий под непосредственным руководством технологов. При этом проверяются и корректируются не только запроектированные технологические процессы, но и конструкции инструментов и приспособлений, а также намеченные режимы обработки, нормы времени и расценки.
Экспериментирование в области технологии имеет целью изыскание, а в дальнейшем, и освоение новых, более совершенных технологических процессов получения заготовок, механической и термической обработки деталей, сборки узлов и машин, а также более производительных режимов резания, сварки и т. п. Экспериментирование проводится не только в порядке текущей технической подготовки, но и по плану научно-исследовательских работ. [14]
Документация по технологическому процессу, утвержденная главным инженером завода, является, наравне с конструкторской документацией, важнейшим техническим документом, отступление от которого (без соответствующего разрешения) является нарушением технологической дисциплины.
Строгое соблюдение технологической дисциплины является важнейшим условием успешного выполнения государственного планового задания, скорейшего освоения новой техники, правильного использования средств производства, экономии времени, материалов и энергии. [15]
Проектирование и внедрение различных технологических процессов по большому числу деталей представляет собой весьма трудоемкую и дорогостоящую работу. Это и определяет необходимость разработки типовых технологических процессов.
|
|
|
