 |


Определим размах для всего объема контролируемых размеров в выборке
|
|
|
|
Хmax =64,96; Хmin =64,86; R = Хmax-Xmin +2е = 64,96-64,86 +2*0,01 = 0,12
е – погрешность измерения, принимаем равной: е = 0,01
Определяем ширину интервала по формуле:
 (2.1)
(2.1)
Определяем ширину интервала
Определяем границы интервала по формулам:
 (2.2)
(2.2)
 (2.3)
(2.3)
где НГ и ВГ – соответственно верхняя и нижняя границы интервала
Все полученные значения сводим в таблицу 2.1
Гистограмму представим на рис 2.1
Таблица 2.1
Количество попаданий в интервал.
| № | Нгi | ВГi | Ср.зн. | Попад |
| 1 | 64,85 | 64,862 | 64,86 | 1 |
| 2 | 64,862 | 64,874 | 64,87 | 1 |
| 3 | 64,874 | 64,886 | 64,88 | 8 |
| 4 | 64,886 | 64,898 | 64,89 | 25 |
| 5 | 64,898 | 64,91 | 64,9 | 53 |
| 6 | 64,91 | 64,922 | 64,92 | 6 |
| 7 | 64,922 | 64,934 | 64,93 | 3 |
| 8 | 64,934 | 64,946 | 64,94 | 0 |
| 9 | 64,946 | 64,958 | 64,95 | 2 |
| 10 | 64,958 | 64,97 | 64,96 | 1 |
Гистограмма
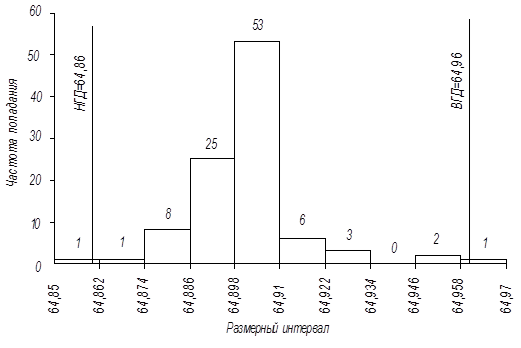
Рис. 2.1
Вывод по гистограмме см. раздел 5 данной работы.
Диаграмма Исикавы
Диаграмма Исикавы – это схема, показывающая отношение между показателем качества контролируемого размера детали (результат) и воздействующими на него факторами (причины).
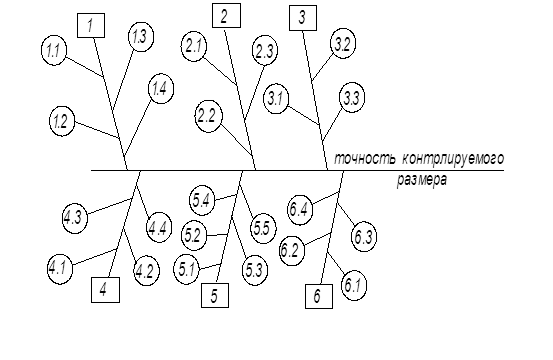
Схема 3.1
Таблица 3.1
Причины, влияющие на технологический процесс.
| 1. заготовка | 1.1 твердость | 1.2 точность размеров |
| 1.3 погрешность формы поверхностей | 1.4 погрешность расположения поверхностей | |
| 2. приспособление | 2.1 Погрешность изготовления | 2.2 погрешность установки на станке |
| 2.3 погрешность базовых поверхностей | ||
| 3. инструмент | 3.1 материал | 3.2 геометрия |
| 3.3 износ | ||
| 4. оборудование | 4.1 специальное | 4.2 специализированное |
| 4.3 универсальное | 4.4 станки с ЧПУ | |
| 5. обработка | 5.1 режимы | 5.2 охлаждение |
| 5.3 вибрации | 5.4 время (машинное) | |
| 5.5 количество смен | ||
| 6. внешние факторы | 6.1 пыльность | 6.2 загазованность |
| 6.3 освещенность | 6.4 температура окружающей среды | |
|
|
|
Составление карт контроля
Карта контроля является графическим представлением характеристик технологического процесса и предназначена для оценки степени статистической управляемости технологического процесса. Различают контрольные карты по количественному и альтернативному признаку. Составление карт контроля сводится к построению графиков разброса средней величины контролируемого параметра и размаха выборки. В рамках данной практической работы используем контрольные карты, характеризующиеся количественным признаком. В таких контрольных картах используем количественные значения, получаемые в результате измерения непрерывной случайной величины, служащей характеристикой техпроцесса.
Под непрерывной величиной понимаем случайную величину, принимающую все значения случайных величин находящихся в выборке из некоторого конечного или бесконечного промежутка, которая характеризуется плотностью распределения непрерывной функции, позволяющей вычислить вероятность попадания случайной величины в заданный интервал
Для осуществления построения контрольных карт необходимо произвести следующие вычисления:
Определим выборочное среднее значение размера и размаха подгруппы по формулам:
 (4.1)
(4.1)
где Х1, Х2… Хn – контролируемые значения размеров деталей принадлежащие i-ой подгруппе;
n – количество контролируемых размеров деталей в подгруппе
Среднее значение размаха контролируемых значений деталей принадлежащих i-ой подгруппе определим по формуле:
 (4.2)
(4.2)
где Хmax и Xmin – наибольшее и наименьшее значение контролируемого размера в i-ой подгруппе
Среднее значение размаха контролируемых размеров деталей для всей выборки определим по формуле:
 (4.3)
(4.3)
где r1, r2…rn – количество средних значений размаха принадлежащих всей выборке;
|
|
|
k – количество подгрупп объеме выборки
Среднее значение контролируемых размеров деталей для всей выборке определим по формуле:
 (4.4)
(4.4)
где Хср1, Хср2…Хсрn – количество средних значений размера принадлежащей всей выборке
Определим верхнюю и нижнюю контрольные границы подгруппы для контролируемых размеров и размахов.
Верхняя и нижняя контрольные границы для контролируемых размеров выборки (подгруппы):
 (4.5)
(4.5)
 (4.6)
(4.6)
Верхняя и нижняя контрольные границы для размахов выборки (подгруппы):
 (4.6)
(4.6)
 (4.7)
(4.7)
где А2, D3, D4 – постоянные константы для расчета контрольных границ, выбираемые из таблицы 2.1
Таблица 4.1
Константы для расчета контрольных границ
| Объем подгруппы | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| А1 | 1,880 | 1,187 | 0,796 | 0,691 | 0,548 | 0,508 | 0,433 | 0,412 | 0,362 |
| А2 | 1,880 | 1,023 | 0,729 | 0,577 | 0,483 | 0,419 | 0,373 | 0,337 | 0,308 |
| D3 | - | - | - | - | - | 0,076 | 0,136 | 0,184 | 0,223 |
| D4 | 3,267 | 2,574 | 2,282 | 2,114 | 2,004 | 1,924 | 1,864 | 1,816 | 1,777 |
Так как в данной практической работе 100 контролируемых значений в выборке, то разбиваем всю выборку значений на 20 подгрупп, и в каждой подгруппе по 5 контролируемых размеров. Тогда для 20 подгрупп, значения констант для расчета контрольных границ принимаем следующими:
n =5; k=20; A1 = 0,691; А2 = 0,577; D4 = 2,114
Все результаты, полученные из предыдущих формул сводим в таблицы 4.2 и 4.3
Таблица 4.2
Расчета для r-карты.
| № подгруппы | Хсрi | r | (Хср) | Rср |
| 1 | 64,908 | 0,08 | 64,9011 | 0,038 |
| 2 | 64,9 | 0,04 | ||
| 3 | 64,9 | 0,02 | ||
| 4 | 64,908 | 0,04 | ||
| 5 | 64,904 | 0,03 | ||
| 6 | 64,896 | 0,02 | ||
| 7 | 64,904 | 0,04 | ||
| 8 | 64,89 | 0,03 | ||
| 9 | 64,906 | 0,07 | ||
| 10 | 64,9 | 0,02 | ||
| 11 | 64,896 | 0,03 | ||
| 12 | 64,902 | 0,03 | ||
| 13 | 64,894 | 0,05 | ||
| 14 | 64,902 | 0,03 | ||
| 15 | 64,898 | 0,03 | ||
| 16 | 64,902 | 0,03 | ||
| 17 | 64,906 | 0,04 | ||
| 18 | 64,906 | 0,07 | ||
| 19 | 64,904 | 0,03 | ||
| 20 | 64,896 | 0,03 |
Определим верхние и нижние контрольные границы для размеров и размахов выборки (подгруппы):
ВКГХ = 64,9011 +0,577*0,038=64,9233
НКГХ = 64,9011 - 0,577*0,038= 64,87917
ВКГR = 2,114*0,038= 0,080332
Полученные значения сносим в таблицу 4.3
Таблица 4.3
Итоговая таблица
| Параметр | ВКГХ | НКГХ | ВКГR |
| Значение | 64,92303 | 64,87917 | 0,080332 |
На основании этих значений строим контрольную карту средних значений и карту размаха значений контролируемого размера
Вывод по контрольным картам см. раздел 5 данной работы.
Выводы
1. В ходе выполнения работы были получены следующие показатели воспроизводимости:
|
|
|
Срк =0,88 (< 1);
Ср = 2,14 (>1,33).
Индекс воспроизводимости Срк характеризует настроенность процесса на центр поля допуска. Для улучшения качества процесса необходимо увеличить значение этого индекса.
Индекс воспроизводимости Ср характеризует соответствие изменчивости статистически устойчивого процесса ширине поля допуска. По общепринятым оценкам значение показателя хорошо характеризует технологический процесс. В нем очень мало несоответствий.
Исходя из рассчитанных индексов, следует отметить хорошую технологическую точность.
2. Анализ гистограммы показал высокую кучность размеров (53) в центре поля допуска. Это характеризует минимальную степень разброса размеров. Имеется очень незначительный вылет размеров за пределы поля допуска. Желателен запас, поэтому необходимо уменьшить разброс размеров.
3. В контрольной карте представлены 2 карты.
На х-карте (средние значения) показан хороший, стабильный ход технологического процесса. Размеры находятся по центру поля допуска размера. В диаграмме отсутствуют резкие пики, вылеты размера. Эти характеристики говорят об статически устойчивом протекании процесса, технологическая точность обеспечивается во всем диапазоне измерений контролируемых размеров детали. В итоге процесс не требует доработки и вмешательства.
На r-карте представлен размах контролируемого размера детали. Он имеет некоторую зависимость. В 1, 9, 18 подвыборках наблюдается резкий размах измерений. Учитывая периодичность (через 9 выборок) процесса, можно говорить об его предсказуемости во времени. Для анализа причин возникновения такого явления, необходимо всесторонне изучить его. Но в целом процесс протекает нормально, без вылетов за границы.
Литература
1. ГОСТ 2.105-79 «Общие требования к текстовым документам»
2. ГОСТ 2.1102-81 «Стадии разработки и виды документов»
3. ГОСТ 3.1104-81 «Общие требования к формам, бланкам и документам»
4. ГОСТ 3.1111-83 «Правила учета, хранения и внесения изменений»
|
|
|
5. ГОСТ 3.1201-85 «Система обозначения технологических документов»
6. ГОСТ 14.306-73 «Правила выбора средств технологического оснащения в процессе технического контроля»
|
|
|
