 |


Методы получения тонких пленок
|
|
|
|
Тонкие пленки не только являются основой тонкопленочных ГИС, но широко используются и в полупроводниковых интегральных схемах. Поэтому методы получения тонких пленок относятся к общим вопросам технологии микроэлектроники.
Существуют три основных метода нанесения тонких пленок на подложку и друг на друга: термическое (вакуумное) напыление, ионно-плазменное напыление и электрохимическое осаждение. Ионно-плазменное напыление имеет две разновидности: катодное напыление и собственно ионно-плазменное.
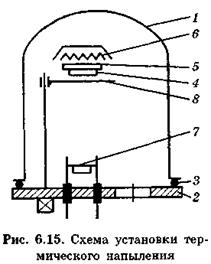 Термическое (вакуумное) напыление. Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
Термическое (вакуумное) напыление. Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должна лежать в некоторых оптимальных пределах (обычно 200-400 °С). Скорость роста пленок в зависимости от ряда факторов (температура нагревателя, температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
|
|
|
Прочность связи — сцепления пленки с подложкой или другой пленкой — называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
Катодное напыление. Схема этого метода показана на рис. 6.16. Здесь большинство компонентов те же, что и на рис. 6.15. Однако отсутствует испаритель: его место по расположению (и по функции) занимает катод 6, который либо состоит из напыляемого вещества, либо электрически контактирует с ним. Роль анода выполняет подложка вместе с держателем.
 Подколпачное пространство сначала откачивают до 10~5-10~6 мм рт. ст., а затем в него через штуцер 8 вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление 10~1-10~2 мм рт. ст. При подаче высокого (2-3 кВ) напряжения на катод (анод заземлен из соображений электробезопасности) в пространстве анод-катод возникает аномальный тлеющий разряд, сопровождающийся образованием квазинейтральной электронно-ионной плазмы.
Подколпачное пространство сначала откачивают до 10~5-10~6 мм рт. ст., а затем в него через штуцер 8 вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление 10~1-10~2 мм рт. ст. При подаче высокого (2-3 кВ) напряжения на катод (анод заземлен из соображений электробезопасности) в пространстве анод-катод возникает аномальный тлеющий разряд, сопровождающийся образованием квазинейтральной электронно-ионной плазмы.
|
|
|
Специфика аномального тлеющего разряда состоит в том, что в прикатодном пространстве образуется настолько сильное электрическое поле, что положительные ионы газа, ускоряемые этим полем и бомбардирующие катод, выбивают из него не только электроны (необходимые для поддержания разряда), но и нейтральные атомы. Тем самым катод постепенно разрушается. В обычных газоразрядных приборах разрушение катода недопустимо (поэтому в них используется нормальный тлеющий разряд), но в данном случае выбивание атомов из катода является полезным процессом, аналогичным испарению.
Важным преимуществом катодного напыления по сравнению с термическим является то, что распыление катода не связано с высокой температурой. Соответственно отпадают трудности при напылении тугоплавких материалов и химических соединений (см. последний абзац предыдущего раздела).
Недостатками катодного напыления в целом являются некоторая загрязненность пленок (из-за использования сравнительно низкого вакуума), меньшая по сравнению с термическим методом скорость напыления (по той же причине), а также сложность контроля процессов.
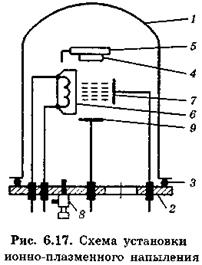 Ионно-плазменное напыление. Схема этого метода показана на рис. 6.17. Главная его особенность по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 9 — мишенью (с нанесенным не нее напыляемым материалом) и подложкой 4 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 6 и. 7, причем тип разряда — несамостоятельный дуговой. Для этого типа разряда характерны: наличие специального источника электронов в виде накаливаемого катода (6), низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении (1(Г3-1(Г4 мм рт. ст.).
Ионно-плазменное напыление. Схема этого метода показана на рис. 6.17. Главная его особенность по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 9 — мишенью (с нанесенным не нее напыляемым материалом) и подложкой 4 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 6 и. 7, причем тип разряда — несамостоятельный дуговой. Для этого типа разряда характерны: наличие специального источника электронов в виде накаливаемого катода (6), низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении (1(Г3-1(Г4 мм рт. ст.).
|
|
|
Процесс напыления состоит в следующем. На мишень относительно плазмы (практически — относительно заземленного анода 7) подается отрицательный потенциал (2-3 кВ), достаточный для возникновения аномального тлеющего разряда и интенсивной бомбардировки мишени положительными ионами плазмы. Выбиваемые атомы мишени попадают на подложку и осаждаются на ней. Таким образом, принципиальных различий между процессами катодного и ионно-плазменного напыления нет. Различаются лишь конструкции установок: их называют соответственно двух- и трехэлектродными.
Преимущества собственно ионно-плазменного метода по сравнению с катодным состоят в большей скорости напыления и большей гибкости процесса (возможность ионной очистки, возможность отключения рабочей цепи без прерывания разряда и др.). Кроме того, на качестве пленок сказывается более высокий вакуум.
Анодирование. Один из вариантов химического ионно-плазменного напыления называют анодированием. Этот процесс состоит в окислении поверхности металлической пленки (находящейся под положительным потенциалом) отрицательными ионами кислорода, поступающими из плазмы газового разряда. Для этого к инертному газу (как и при чисто химическом напылении) следует добавить кислород. Таким образом, анодирование осуществляется не нейтральными атомами, а ионами.
Химическое напыление и анодирование, вообще говоря, проходят совместно, так как в газоразрядной плазме (если она содержит кислород) сосуществуют нейтральные атомы и ионы кислорода. Для того чтобы анодирование превалировало над чисто химическим напылением, подложку располагают «лицом» (т.е. металлической пленкой) в сторону, противоположную катоду, с тем чтобы на нее не попадали нейтральные атомы.
По мере нарастания окисного слоя ток в анодной цепи падает, так как окисел является диэлектриком. Для поддержания тока нужно повышать питающее напряжение. Поскольку часть этого напряжения падает на пленке, процесс анодирования протекает в условиях большой напряженности поля в окисной пленке. В результате и в дальнейшем, при эксплуатации, она обладает повышенной электрической прочностью.
|
|
|
К числу других преимуществ анодирования относятся большая скорость окисления (поскольку поле в пленке окисла ускоряет взаимные перемещения атомов металла и кислорода) и возможность управления процессом путем изменения тока в цепи разряда. Качество окисных пленок, получаемых методом анодирования, выше, чем при использовании других методов.
Электрохимическое осаждение. Этот метод получения пленок отличается от предыдущих тем, что рабочей средой является жидкость. Однако характер процессов сходен с ионно-плазменным напылением, поскольку и плазма, и электролит представляют собой квазинейтральную смесь ионов и неионизированных молекул или атомов. А главное, осаждение происходит так же постепенно (послойно), как и напыление, т.е. обеспечивает возможность получения тонких пленок.
В основе электрохимического осаждения лежит электролиз раствора, содержащего ионы необходимых примесей. Например, если требуется осадить медь, используется раствор медного купороса, а если золото или никель — растворы соответствующих солей.
Ионы металлов имеют в растворе положительный заряд. Поэтому, чтобы осадить металлическую пленку, подложку следует использовать как катод. Если подложка является диэлектриком или имеет низкую проводимость, на нее предварительно наносят тонкий металлический подслой, который и служит катодом. Подслой можно нанести методом термического или ионно-плазменного напыления.
Чтобы осуществить электрохимическое анодирование, окисляемую пленку металла следует использовать как анод, а электролит должен содержать ионы кислорода.
Большое преимущество электрохимического осаждения перед напылением состоит в гораздо большей скорости процесса, которая к тому же легко регулируется изменением тока. Поэтому основная область применения электролиза в микроэлектронике — это получение сравнительно толстых пленок (10-20 мкм и более). Качество (структура) таких пленок хуже, чем при напылении, но для ряда применений они оказываются вполне приемлемыми.
Термическое испарение
Термическое (вакуумное) напыление (испарение). Схема этого метода показана на рис. 6.15. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
|
|
|
Нагреватель обычно представляет собой нить или спираль из тугоплавкого металла (вольфрам, молибден и др.), через которую пропускается достаточно большой ток. Источник напыляемого вещества связывается с нагревателем по-разному: в виде скобок («гусариков»), навешиваемых на нить накала; в виде небольших стержней, охватываемых спиралью, в виде порошка, засыпанного в тигель, нагреваемый спиралью, и т.п. Вместо нитей накала в последнее время используют нагрев с помощью электронного луча или луча лазера.
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должна лежать в некоторых оптимальных пределах (обычно 200-400 °С). Скорость роста пленок в зависимости от ряда факторов (температура нагревателя, температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
Прочность связи — сцепления пленки с подложкой или другой пленкой — называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Для того чтобы атомы газа, летящие от испарителя к подложке, испытывали минимальное количество столкновений с атомами остаточного газа и тем самым минимальное рассеяние, в подколпачном пространстве нужно обеспечивать достаточно высокий вакуум. Критерием необходимого вакуума может служить условие, чтобы средняя длина свободного пробега атомов в несколько раз превышала расстояние между испарителем и подложкой. Однако этого условия часто недостаточно, так как любое количество остаточного газа чревато загрязнением напыляемой пленки и изменением ее свойств. Поэтому в принципе вакуум в установках термического напыления должен быть как можно более высоким. В настоящее время вакуум ниже 10-6 мм рт. ст. считается неприемлемым, а в ряде первоклассных напылительных установок он доведен до 10-11 мм рт. ст.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
1.1.
|
|
|
