 |


Группы операций обработки резанием
|
|
|
|
| Наименование группы операций | Применяемое оборудование (станки) |
| Автоматно-линейная Агрегатная Долбежная Зубообрабатывающая Комбинированная Отделочная Отрезная Программная Протяжная Расточная Резьбонарезная Сверлильная Строгальная Токарная Фрезерная Шлифовальная | Автоматические линии Агрегатные Долбежные Зубофрезерные, зубострогальные, зубошлифовальные и др. Сверлильно-фрезерные и др. Хонинговальные, суперфинишные, доводочные, полировальные Отрезные Станки с программным управлением Протяжные Расточные Гайконарезные, резьбофрезерные и др. Сверлильные Строгальные Токарные, токарно-винторезные, многорезцовые и др. Фрезерные (кроме зубо- и резьбофрезерных) Шлифовальные (кроме зубошлифовальных) |
Таблица 3.20
Операции обработки резанием
| Наименование операции | |
| Автоматно-линейная Долбежная Зубозакругляющая Зубоприрабатывающая Зубопритирочная Зубонакатная Зубострогальная Зубохонинговальная Зубошлифовальная Шлиценакатная Шлицефрезерная | Агрегатная Зубообкатывающая Зуботокарная Зубодолбежная Зубопротяжная Зубофрезерная Зубошевинговальная Специальная зубообрабатывающая Шлицестрогальная Комбинированная Галтовка |
Продолжение табл. 3.20
| Виброабразивная Доводочная Полировальная Суперфинишная Абразивно-отрезная Ножовочно-отрезная Токарно-отрезная Расточная с ЧПУ Токарная с ЧПУ Шлифовальная с ЧПУ Горизонтально-протяжная Вертикально-расточная Координатно-расточная Гайконарезная Вертикально-сверлильная Координатно-сверлильная Сверлильно-центровальная Продольно-строгальная Вальцетокарная Резьботокарная Токарно-бесцентровая Токарно-затыловочная Токарно-копировальная Торцеподрезная центровальная Вертикально-фрезерная Гравировально-фрезерная Копировально-фрезерная Резьбофрезерная Универсально-фрезерная Шпоночно-фрезерная Вальцешлифовальная Заточная Координатно-шлифовальная Ленточно-шлифовальная Плоскошлифовальная Торцешлифовальная Шлифовальная специальная | Опиловочная Притирочная Хонинговальная Ленточно-отрезная Пило-отрезная Фрезерно-отрезная Сверлильная с ЧПУ Фрезерная с ЧПУ Вертикально-протяжная Алмазно-расточная Горизонтально-расточная Болтонарезная Резьбонакатная Горизонтально-сверлильная Радиально-сверлильная Поперечно-строгальная Автоматная токарная Лоботокарная Специальная токарная Токарно-винторезная Токарно-карусельная Токарно-револьверная Барабанно-фрезерная Горизонтально-фрезерная Карусельно-фрезерная Продольно-фрезерная Специальная фрезерная Фрезерно-центровальная Бесцентрово-шлифовальная Внутришлифовальная Карусельно-шлифовальная Круглошлифовальная Обдирочно-шлифовальная Резьбошлифовальная Центрошлифовальная Шлифовальная затыловочная Шлицешлифовальная |
|
|
|
Таблица 3.21
Пример полной и сокращенной записи содержания переходов
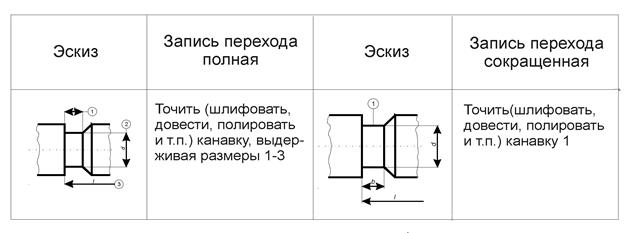
обработки резанием
Запись содержания операции следует начинать с ключевого слова, которое характеризует выполняемое действие, выраженное глаголом в неопределенной форме, например, точить, шлифовать, собрать и т.п.
На втором месте, при необходимости, следует указывать дополнительную информацию, под которой подразумевают одновременное количество обрабатываемых поверхностей деталей, например
«Сверлить 4 отверстия…».
На третьем месте, при необходимости, также вводят уточняющую информацию, характеризующую вид предмета производства, обрабатываемой поверхности и т.п., например
|
|
|
«Сверлить 4 сквозных отверстия…».
Дополнительная информация не имеет обязательного характера.
На четвертом месте, а может, на 2-м или 3-м, в структуре описания содержания операции предусматривают указание наименования предметов производства, обрабатываемых поверхностей и конструктивных элементов, например
«Фрезеровать фасонную поверхность…».
На пятом месте предусматривают указание условных обозначений поверхностей, конструктивных элементов и параметров. Под условными обозначениями поверхностей и конструктивных элементов следует понимать соответствующие обозначения, применяемые разработчиком документов в целях исключения текстовой записи, например:
Æ - диаметр;
L – длина;
B – ширина;
r – радиус.
Указание такой информации рекомендуется выполнять с дополнительным словом – «выдерживая», например:
«Точить поверхности, выдерживая Æ 20-0,21; Æ 42-0,25; L = 7 ± 0,2; L = 12 ± 0,2…»;
Допускается в тексте для отдельных размеров не приводить соответствующие условные обозначения поверхностей и конструктивных элементов (для указания длины, ширины, углов и т.д.), например:
«Точить поверхности, выдерживая Æ20-0,21; Æ42-0,25 ; 7 ± 0,2; 12 ± 0,2».
На шестом месте предусматривают указание дополнительной информации, которая выражается в указании условных обозначений радиусов (r); фасок (с) с данными, если они встречаются в тексте содержания операции, например:
«Точить поверхности, выдерживая Æ20-0,21; Æ42 –0,25; L = 7 ±0,2; L ± 0,2 с r = 2».
На седьмом месте предусматривают указание дополнительной информации, устанавливаемой по усмотрению разработчика документов, выражающейся в применении следующих слов: «окончательно», «одновременно»; «по копиру»; «по программе»; «согласно чертежу»; «предварительно» и т.п.
Например: «Точить поверхности, выдерживая Æ20-0,21; Æ42 –0,25; L = 7 ±0,2; L ± 0,2 с r = 2 по копиру».
Допускается для действий исполнителя, связанных с окончательной обработкой изделия и получением соответствующих размеров согласно документам, термин «Окончательно» не указывать.
При операционном описании данные, вносимые по переходам в графу «Инструмент», допускается записывать с учетом следующих сокращений:
|
|
|
- при последовательном применении инструмента одного кода и наименования во всех переходах одной операции полную информацию о применяемом инструменте следует указывать только для перехода, где он впервые применяется, в следующем переходе в данной графе следует записывать «То же», далее – кавычки; при последовательном применении инструмента одного кода и наименования в разных переходах одной операции при повторении записи соответствующей информации следует дать ссылку на номер перехода, где впервые применен данный инструмент, например, «см. переход 1»;
- в переходе, где впервые применен данный инструмент, допускается указывать номера последующих переходов, где этот инструмент применяется, например, «штангенциркуль ШЦ II- 250-0,05 ГОСТ 166-89 (для переходов 3, 5, 8)».
При включении ведомости оснастки в комплект документов на технологический процесс (операцию) и отражении в ней всего состава технологической оснастки допускается в других документах (операционной карте, карте технологического процесса и т.п.) для стандартизованного инструмента и средств измерений применять сокращенную форму записи, без указания обозначения соответствующего стандарта, например,
полная запись сокращенная запись
штангенциркуль ШЦ II-250-0,05 ГОСТ 166-89 ШЦ II-250-0,05
|
|
|
