 |


Получение полых изделий и труб методом намотки.
|
|
|
|
Формование стеклопластиков методами прессования и пропитка наполнителя в замкнутой форме.
Методы прессования и пропитки стекловолокнистого наполнителя в замкнутой форме относятся к закрытым методам формования и позволяют с высокой точностью фиксировать толщину стенки изделия, а также обеспечивают получение высококачественной поверхности всего изделия (рис. 4.3).
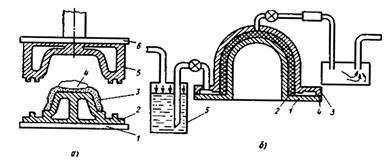
Рис. 4.3. Схемы формования изделий из стеклопластиков
а – прессованием; б – пропиткой наполнителя в замкнутой форме
На пуансон 2 (рис. 4.3, a), укрепленный на неподвижной плите 1 пресса, укладывают требуемое число слоев наполнителя 3. Связующее 4 под давлением матрицы 5, укрепленной на подвижной плите 6 пресса, распределяется по всей полости формы, пропитывая наполнитель. Пресс-канты матрицы и пуансона в процессе смыкания обрезают излишки наполнителя по периметру изделия. Конечное положение смыкания, определяющее толщину стенки изделия, гарантируется упорами. Избыток связующего выдавливается из полости формы через зазор в пресс-кантах. Соосное смыкание матрицы и пуансона обычно обеспечивается направляющими втулками.
Метод прессования получил наибольшее распространение при производстве изделий из предварительно пропитанных фенольными смолами стеклохолстов и стеклотканей. Заготовку будущего изделия собирают из предварительно раскроенных по шаблонам кусков ткани или холста с добавлением небольшого количества инертного растворителя или жидкого связующего для склейки кусков между собой.
Метод прессования изделий из стеклопластиков наиболее производителен и по технологическому оформлению близок к обычному методу прессования реактопластов. Однако он имеет специфические особенности, обусловленные свойствами исходных компонентов, что отражается на конструкции как самих прессов, так и формующего инструмента.
|
|
|
Одно из достоинств метода пропитки наполнителя в замкнутой форме (рис. 4.3, 6) состоит в том, что полученные изделия почти не содержат воздушных включений. Метод нашел применение при формовании различных оболочек, кузовов автомобилей, емкостей и других изделий, для которых требуется высокое качество. В соответствии с этим методом непропитанный сухой наполнитель 2 выкладывают послойно на пуансоне 1. После этого пуансон 1 и матрица 3 смыкаются, сжимая наполнитель до окончательных размеров изделия. Герметичность полости формы достигается установкой уплотняющего кольца 4. Благодаря разрежению, создаваемому в полости формы, связующее засасывается из бака 5 и пропитывает наполнитель.
Метод достаточно производителен и рекомендуется для выпуска изделий средними и крупными партиями. Оборудование для формования изделий этим методом включает системы для подготовки и транспортировки связующего, формы, конструкции которых в зависимости от типа и размеров изделий могут быть довольно разнообразными. В качестве материала для форм используют стальной и алюминиевый прокат, а также алюминиевое литье. При эксплуатации такие формы подвергаются значительным механическим нагрузкам, возникающим при сжатии наполнителя и пропитке его связующим, поэтому при проектировании форм следует обращать особое внимание на их общую жесткость, а также жесткость и надежность систем смыкания, являющихся, как правило, элементом формы. Для смыкания полуформ можно использовать струбцины, откидные болты, быстродействующие клиновые затворы и т. д.
Получение полых изделий и труб методом намотки.
Метод намотки – один из наиболее перспективных методов формования изделий из стеклопластиков, так как позволяет создавать ориентированную структуру наполнителя в изделиях с учетом их формы и особенностей эксплуатации. Высокая прочность изделий, полученных намоткой, достигается за счет ориентированной укладки наполнителя и, как следствие этого, его высокого содержания в материале изделия, которое при однонаправленной укладке стекложгута может достигать 90%. Однако метод намотки из-за специфических особенностей может быть применим в основном для изделий оболочкового типа, имеющих форму тел вращения. Наибольшее применение метод намотки нашел в ракетной технике и авиации для формования корпусов ракет и ракетных двигателей, а также элементов фюзеляжей самолетов, в химической промышленности – для производства аппаратов и емкостей, а также трубопроводов. При намотке наполнителя на оправку технологическое натяжение зависит от необходимого контактного давления между слоями.
|
|
|
Следует отметить, что для обеспечения одного и того же контактного давления величина технологического натяжения должна быть тем выше, чем больше радиус оправки. Возможности увеличения технологического натяжения ограничиваются прочностью наполнителя. На оправках большого радиуса для создания необходимого контактного давления применяют прижимные ролики.
Особое место метод намотки занимает в производстве труб, так как позволяет полностью механизировать процесс и сделать его непрерывным. Трубы, полученные намоткой, имеют гладкую внутреннюю поверхность и характеризуются высокими прочностными показателями. Для увеличения герметичности в процессе формования обычно применяют различные дополнительные методы уплотнения стенки трубы, например спиральную намотку различных лент, внутреннюю пневмо-опрессовку и др. Использование вакуумной техники при намотке позволяет значительно уменьшить пористость получаемых материалов. Наиболее герметичны пластмассовые трубы, в которых внешний слой из стеклопластика несет силовую нагрузку, а внутренний – из термопласта (например, ПВХ) обеспечивает герметичность и химическую стойкость.
Оборудование для намотки можно разделить на две группы: машины периодического действия, которые в основном предназначены для формования оболочек самых различных форм, и машины непрерывного действия для производства труб. Конструкции намоточных станков весьма разнообразны. Из них можно выделить три основные группы, различающиеся по характеру движения оправки и раскладчика (рис. 4.4.).
|
|
|
Наиболее просты по устройству станки (рис. 4.4, а) с вращающейся оправкой 1 и возвратно-поступательно движущимся раскладчиком 2, с которого наполнитель подается на оправку. В станках планетарного типа (рис. 4.4, б) раскладчик вращается в плоскости, составляющей небольшой угол с осью оправки. На таких установках оправки вращаются в основном с малыми скоростями. Наконец, станки третьей группы, применяемые для формования небольших изделий, имеют оправку, вращающуюся в двух плоскостях (рис. 4.4, в). В этом случае раскладчик неподвижен.
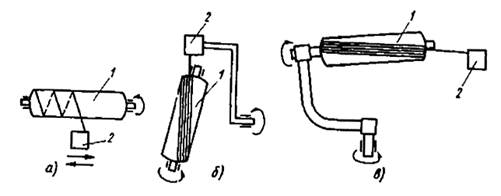
Рис. 4.4. Типы намоточных станков:
а – с возвратно-поступательным движением раскладчика; б – с вращением раскладчика; в – с неподвижным раскладчиком и вращающейся в двух плоскостях оправкой.
|
|
|
