 |


11.2. Оборудование для полуавтоматической и автоматической сварки плавлением
|
|
|
|
Установку, в которой автоматизирован только режим горения дуги, принято называть полуавтоматом для дуговой сварки, а установку, в которой автоматизировано ещё и перемещение головки вдоль стыка – сварочным автоматом.
Полуавтоматы для дуговой сварки имеют высокие эксплуатационные свойства за счёт применения тонкой сварочной проволоки (диаметром до 2, 5 мм) при высоких (до 200 А/мм2) плотностях тока. Процесс саморегулирования режима горения дуги происходит достаточно интенсивно и позволяет компенсировать все колебания длины дугового промежутка, возникающие при ручном ведении сварочной головки вдоль стыка. В этих условиях скорость подачи электрода устанавливается в соответствии с необходимым режимом сварки и остаётся неизменной в течение всего времени выполнения шва.
В состав наиболее распространённых (шланговых) полуавтоматов входят (рис. 11. 10): горелка 1 или комплект горелок со шлангом 2; механизм подачи электродной проволоки 3; кассета, катушка или другие устройства 4, являющиеся ёмкостями для электродной проволоки; шкаф или блок управления 5 (если он конструктивно не объединён с источником питания); источник питания 6; провод для сварочной цепи 7 и цепей управления 8; редуктор и аппаратура для регулирования и измерения расхода газа 9; шланг для газа 10 (в полуавтоматах для сварки в защитных газах); подогреватель газа (в полуавтоматах для сварки в углекислом газе); специальный инструмент, запасные и быстроизнашивающиеся составные части полуавтомата, а также эксплуатационная документация.
Полуавтоматы для сварки без внешней защиты не имеют газовой аппаратуры.
 |
Рис. 11. 10. Шланговый полуавтомат для сварки в защитных газах
|
|
|
В современных сварочных полуавтоматах применяют тонкую электродную проволоку, проталкиваемую к электрической дуге по гибкому направляющему шлангу, который позволяет разместить относительно тяжёлый механизм для подачи проволоки на значительном расстоянии от зоны сварки (рис. 11. 11).
 |
Рис. к 11. 11. Шланговый полуавтомат толкающего типа
Сварочный полуавтомат толкающего типа содержит кассету с поволокой 1, подающее устройство 2, гибкий направляющий шланг 3 и ручной держатель или горелку 4. Электродная проволока 5 сматывается с кассеты и проталкивается ведущим 6 и прижимным 7 роликами через канал и горелку в дугу. В канале проволока находится в сжатом состоянии. Усилие сжатия изменяется от максимального значения (при входе в канал) до нуля (в наконечнике 8 горелки).
Для мягких проволок или проволок из металла с высоким коэффициентом трения, а также проволок малого диаметра (менее 0, 8 мм) полуавтоматы толкающего типа не приемлемы. В этом случае применяются полуавтоматы тянущего типа, т. е. с механизмом подачи, расположенным в рукоятке горелки (рис. 11. 12).
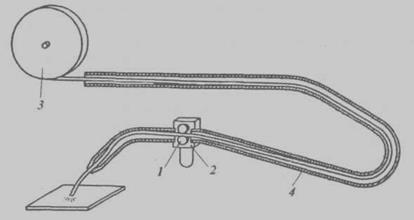 |
Рис. 11. 12. Шланговый полуавтомат тянущего типа: 1 – тянущие ролики; 2 – механизм подачи; 3 – кассета с проволокой; 4 – гибкий шланг
Сварку шлангами большой длины можно осуществлять путём применения так называемых систем «тяни-толкающего» типа (рис. 11. 13).
 |
Рис. 11. 13. Шланговый полуавтомат «тяни-толкающего» типа
Эти полуавтоматы содержат механизм подачи 1, проталкивающий проволоку через канал 3, и тянущий её механизм 2. При такой схеме подачи в канале устраняется волнообразное расположение проволоки, уменьшается число точек контакта (трения) между проволокой и каналом.
Размещение тянущего механизма в ручной горелке излишне её утяжеляет. Поэтому такие устройства применяют в исключительных случаях.
|
|
|
Для автоматической сварки применяют аппараты различных типов. Автоматы для дуговой сварки применяются как с плавящимся, так и с неплавящимся электродом.
Автоматы для дуговой сварки (наплавки) плавящимся электродом обеспечивают выполнение механизмами операций без непосредственного участия человека, в том числе и по заданной программе:
- возбуждение дуги в начале сварки; поддержание дугового процесса;
- подача сварочных материалов в зону дуги (электрода или присадочного материала, защитного газа или флюса);
- относительное перемещение дуги вдоль линии сварного соединения путём перемещения сварочного автомата или изделия; прекращение процесса сварки.
Автоматы тракторного типа для дуговой сварки (наплавки) плавящимся электродом классифицируются по следующим признакам (ГОСТ 8213-75):
а) по способу защиты зоны дуги (Ф – для сварки под флюсом, Г – для сварки в защитных газах, ФГ – для сварки в защитных газах и под флюсом;
б) по роду применяемого сварочного тока (для сварки постоянным, переменным, переменным и постоянным током);
в) по способу охлаждения (с естественным охлаждением токоподводящей части сварочной головки и сопла, с принудительным охлаждением – водяным или газовым);
г) по способу регулирования скорости подачи электродной проволоки (с плавным регулированием, плавно-ступенчатым и ступенчатым);
д) по способу регулирования скорости сварки (с плавным регулированием, плавно-ступенчатым и ступенчатым);
е) по способу подачи электродной проволоки (с независимой от напряжения на дуге подачей и зависимой от напряжения на дуге подачей);
ж) по расположению автомата относительно свариваемого шва (для сварки внутри колеи, для сварки внутри и вне колеи).
Аналогично можно классифицировать автоматы подвесные, самоходные и несамоходные.
В состав сварочных (наплавочных) дуговых автоматов входят: сварочный инструмент (сварочные мундштуки или горелки); механизм подачи электродного или присадочного материала; механизм перемещения вдоль линии соединения; механизм настроечных, вспомогательных и корректировочных перемещений; устройства для размещения электродного или присадочного материала; флюсовая или газовая аппаратура; системы управления; источники сварочного тока; средства техники безопасности.
|
|
|
Для направления движения автомата вдоль стыка разработаны различные конструкции указателей положения головки, копирующих роликов и систем слежения за стыком.
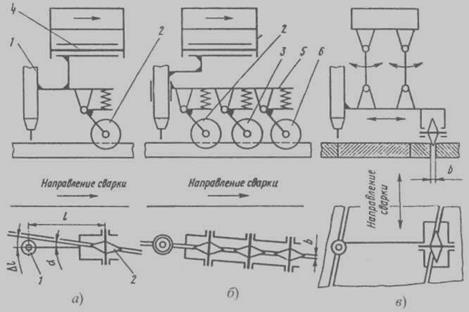 |
Ведущие копирные ролики – опорные для тележки трактора автомата при сварке следуют непосредственно по разделке стыка (рис. 11. 14а, б) или шаблону, копирующему форму стыка (рис. 11. 14в).
Рис. 11. 14. Механические роликовые копиры
Следящие системы косвенного действия (бесконтактные) применяют в тех случаях, когда невозможно использовать механические копиры (стыковые швы без зазора и разделки кромок, прямолинейные швы и др. ).
Работа фотоэлектрического датчика основана на изменении величины фототока в элементе 1 (рис. 11. 15а) в зависимости от интенсивности отражённого опорной линией 2 светового потока, излучаемого осветителем 3 и сфокусированного оптической системой 4.
Работа электромагнитного датчика основана на изменении магнитной проницаемости сплошного тела, собранного из двух частей (рис. 11. 15б).
 |
Рис. 11. 15. Схема действия бесконтактных датчиков слежения за стыком: а – фотоэлектрического; б – электромагнитного
В аппаратах рельсового типа применяются ручные или механизированные с ручным управлением корректоры для изменения или поддержания длины дуги. При механическом копировании весь сварочный аппарат или только головку подвешивают таким образом, что они могут плавать по вертикали, упираясь в одну из свариваемых кромок. Устройства такого типа применяют в тех случаях, когда масса плавающей части аппарата сравнительно не велика и когда есть площадка для выхода упорного ролика или есть устройство для его фиксации в конце шва.
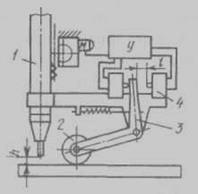 |
В аппаратах тяжёлого типа часто применяют релейно-контактные системы регулировки длины дуги (рис. 11. 16).
Рис. 11. 16. Электромеханический регулятор вылета электрода
|
|
|
Зазор l между кнопками выключателя определяет допустимые колебания длины дуги. При минимально допустимой длине h под действием ролика 2 рычаг 3 нажимает на конечный выключатель 4 и по команде усилителя У электродвигатель поднимает всю систему 1 на заданный шаг. То же происходит при предельном увеличении длины дуги.
|
|
|
