 |


12.1.3. Рельефная контактная сварка
|
|
|
|
12. 1. 3. Рельефная контактная сварка
При рельефной контактной сварке на одной из листовых заготовок предварительно изготавливают рельеф (выступы круглой, продольной, кольцевой или иной формы). Далее заготовки сжимают и подают ток. Прогрев осуществляют до появления жидких точек между контактирующими поверхностями. После этого производят проковку.
12. 1. 4. Шовная (роликовая) контактная сварка
Шовная контактная сварка предназначена для соединения листов металла непрерывным швом. Для этого заготовки размещают между вращающимися роликами – электродами. Шовную контактную сварку, так же как и точечную контактную сварку, можно выполнять при одностороннем и двустороннем расположении роликов (рис. 12. 6).
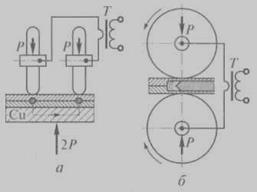 |
Рис. 12. 6. Схема односторонней (а) и двусторонней (б) роликовой контактной сварки: Р – усилие сжатия; Т – трансформатор
Ток при шовной контактной сварке включают после сжатия заготовок роликами. При этом ролики могут вращаться непрерывно (непрерывная сварка) или периодическая (шаговая сварка). При непрерывном вращении роликов ток на участке контакта заготовок подают без пауз или в импульсном режиме.
При подаче тока без пауз образуется сплошной сварной шов. Шовной контактной сваркой с непрерывной подачей переменного тока можно соединять заготовки толщиной не более 0, 5 мм. При большей толщине кристаллизация расплава под роликами не успевает завершиться, происходит перегрев металла шва и околошовной зоны, что отрицательно сказывается на качестве шва и работоспособности роликов.
При импульсной подаче тока перегрева металла не происходит. При этом образуется ряд сварных точек. Сокращение продолжительности паузы tп обеспечивает перекрытие точек. Для получения герметичного шва необходимо, чтобы сварные точки перекрывали друг друга на ⅓ или ¼ их диаметра.
|
|
|
В отличие от точечной контактной сварки образование сварного шва при шовной контактной сварке происходит при значительном шунтировании тока ранее сваренным участком и сильном разогреве свариваемых кромок. Компенсация шунтирования требует увеличения силы сварочного тока по сравнению с точечной контактной сваркой на 20…30%. Сварка при меньшей силе тока приводит к непроварам, а при большей – к подплавлению поверхности заготовок и налипанию материала заготовок на ролики.
Из-за влияния шунтирования нецелесообразно сваривать листы суммарной толщиной более 3 мм. При сварке алюминиевых сплавов плакированных материалов (металлов с покрытиями) применяют импульсную сварку с прерывистой подачей роликов (включение тока происходит при неподвижных роликах, их вращение – при выключенном токе). Такой цикл позволяет подавать в сварочную цепь токи значительно большей силы и обеспечивает наименьший перегрев роликов.
12. 2. Области применения
В металлургическом производстве стыковой сваркой соединяют полосы или ленту, которые затем используют при производстве труб, последующей прокатке или термической обработке, а также проволоку для обеспечения непрерывного процесса волочения.
В инструментальном производстве с применением стыковой сварки изготовляют свёрла, фрезы и т. д., режущую часть которых делают из дорогой инструментальной стали, а хвостовую – из дешёвой углеродистой стали.
В энергетическом машиностроении стыковую сварку применяют для соединения труб при изготовлении котлов и другого нагревательного оборудования.
Широкое применение нашла стыковая сварка при производстве изделий круглой формы: ободьев автомобильных и велосипедных колёс, колец, цепей, бочек и т. д.
|
|
|
Стыковая сварка распространена при изготовлении длинных плетей рельсов для железнодорожного транспорта. При строительстве магистральных трубопроводов она была применена для соединения труб диаметром 1420 мм.
Кроме общего машиностроения стыковую сварку применяют в приборостроении для соединения тонких проволочек при изготовлении радиодеталей.
В тяжёлом машиностроении стыковая сварка применена для изготовления картеров мощных дизельных двигателей из унифицированных элементов, что позволило высвободить примерно 300 высококвалифицированных сварщиков и повысить производительность труда в 70 раз.
Листовые заготовки металла соединяют точечной, шовной (роликовой) и рельефной сваркой.
Точечная контактная сварка позволяет получить прерывистый шов. Шовная контактная сварка применяется для создания герметичных соединений заготовок. Рельефная контактная сварка обеспечивает равномерное и плотное соединение заготовок по всей площади их контакта. Этим способом изготавливают сварно-штампованные конструкции, в которых детали, полученные штамповкой из листа, сварены в жёсткий узел (пол легкового автомобиля, кабина грузовика и т. п. ). Точками часто сваривают каркасные конструкции (боковина и крыша пассажирского вагона, бункер комбайна, узлы самолёта и т. п. ). Широко распространена точечная контактная сварка пересекающихся стержней диаметром свыше 25 мм при изготовлении арматуры железобетона (в виде сеток и каркасов).
Наилучшие результаты получаются при сварке узлов из относительно тонкого металла. В стальных конструкциях большого размера суммарная толщина свариваемых листов составляет 2, 5…4, 0 мм, в небольших узлах, легко подаваемых к мощным стационарным сварочным машинам, – 5…6 мм. Специальные машины позволяют сваривать заготовки толщиной до 6…7 мм. Важная область точечной контактной сварки – соединение очень тонких деталей в электровакуумной технике и приборостроении.
|
|
|
