 |


25.Обработка на валах шпоночных пазов и шлицев.
|
|
|
|
Применение резьбовых гребенок при нарезании крепежных резьб на токарных станках позволяет уменьшить число проходов, которое при нарезании резьбы резцом доходит до 10 и более, и, тем самым, увеличить производительность обработки. Нарезание резьб плашками и метчиками. Существует два вида плашек для нарезания наружных резьб: круглые лерки и призматические или круглые плашки для резьбонарезных головок. Метчики для нарезания резьб в отверстиях подразделяются на слесарные, машинные, гаечные и специальные. Более точным способом является нарезание резьб самораскрывающимися головками, в которые помещены особые или круглые гребенки, могущие автоматически раздвигаться в радиальном направлении после нарезания резьбы
Самораскрывающиеся резьбонарезные головки: а — с круглыми гребенками; б — с радиальными плашками; е — с тангенциальными плашками Нарезание резьб такими головками производят на токарно-револьверных станках, токарных автоматах и на болторезных станках. Нарезание резьб с помощью самораскрывающихся головок обеспечивает достижение точности 2-го класса и чистоты поверхности 6-го класса.. Нарезание резьбы метчиками может производиться на всех станках токарной группы (включая и автоматыНарезание резьб обычными метчиками обеспечивает точность 2-го класса. Для нарезания резьб 1-го класса применяют особые шлифовальные более точные метчики с принудительным перемещением по ходовым винтам. При значительных программах выпуска нарезание внешних и внутренних резьб в отверстиях большого диаметра в ряде случаев производят фрезерованием на резьбофрезерных станках
Существует два способа фрезерования резьб: дисковой резьбовой фрезой и гребенчатой фрезой
|
|
|
Первый способприменяют для предварительного нарезания наружных резьб с большим шагом. Профиль фрезы соответствует профилю резьбы. Ось фрезы по отношению к оси заготовки расположена под углом, равным углу подъема резьбы. Фреза вращается и имеет поступательное движение вдоль оси заготовки на один шаг за один оборот заготовки. Вращение заготовки создает круговую подачу. Этот способ неточный, поэтому после фрезерования резьбы ее обычно обрабатывают резцом в два-три прохода на токарно-винторезном станкеШлифование
Второй способ – фрезерование резьбы гребенчато й фрезой применяется для коротких резьб; ширина фрезы на два-три шага больше длины.
Накатывание резьбы . Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5–25 мм одним роликом. Головки могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой резьбой. Ролики с кольцевой резьбой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где z – число роликов в комплекте. Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок.
Шлифование наружных резьб применяют для точных винтов, резьбовых инструментов после термической обработки, которая часто искажает элементы профиля. Мелкие весьма точные резьбы (с шагом до 1, 5 мм) могут быть образованы в процессе шлифования без предшествующего их нарезания лезвийным инструментом до закалки. Шлифование резьб производят дисковыми однониточными или многониточными шлифовальными кругами на резьбошлифовальных станках. Шлифование однониточным кругом осуществляется при продольном перемещении заготовки за несколько проходов. Многониточные круги применяют при шлифовании резьбы на заготовках, имеющих короткую длину нарезаемой части. Шлифование производится по методу врезания при продольном движении заготовки на два-три шага за два-три ее оборота. Шлифование резьбоднониточным кругом позволяет получить более точную резьбу, чем многониточным.
|
|
|
Накатывание резьб осуществляется без снятия стружки, т. е. путем пластической деформации заготовки. Накатывают крепежные резьбы с остроугольным профилем на деталях диаметром от 0, 3 до 150 мм, твердостью НВ 120—340 (главным образом на болтах и шпильках). Прочность накатанной резьбы выше, чем нарезанной. Накатывание резьбы — высокопроизводительный процесс. Существует накатывание плоскими плашками и накатывание роликами. При накатывании плоскими плашками заготовка помещается между неподвижной и подвижной плашками. Последняя перемещается возвратно-поступательно. На плашках нарезаны канавки (развертка винтовой поверхности) с профилем, соответствующим профилю резьбы. В результате прокатывания заготовки между плашками при движении одной из них выдавливается резьба
 Рис. 221. Схема накатывания резьб: а — плоскими плашками; б — роликамиНакатывание резьбы роликами осуществляется следующим образом: заготовка помещается между двумя резьбовыми роликами на опорной планке. Роликам придается принудительное вращение в одну сторону, причем один из роликов получает радиальное перемещение (рис. 221, б), в результате чего накатывается резьба. Накатывание роликами менее производительно, но более точно (1 и 2-й классы). При его применении возможна обработка заготовок, более разнообразных по конфигурации, чем при накатывании плоскими плашками.
Рис. 221. Схема накатывания резьб: а — плоскими плашками; б — роликамиНакатывание резьбы роликами осуществляется следующим образом: заготовка помещается между двумя резьбовыми роликами на опорной планке. Роликам придается принудительное вращение в одну сторону, причем один из роликов получает радиальное перемещение (рис. 221, б), в результате чего накатывается резьба. Накатывание роликами менее производительно, но более точно (1 и 2-й классы). При его применении возможна обработка заготовок, более разнообразных по конфигурации, чем при накатывании плоскими плашками.
25. Обработка на валах шпоночных пазов и шлицев.
Технологический процесс изготовления шлицев валов зависит от того, какой принят способ центрирования вала и втулки, т. е. термообрабатываются или нет поверхности шлицев.
Приведем в качестве примера маршруты обработки шлицев на валах, соответственно не подвергаемых и подвергаемых термообработке: черновая токарная обработка, чистовая токарная обработка и шлифование цилиндрических поверхностей под нарезание шлицев, снятие заусенцев и промывка; черновая токарная обработка, чистовая токарная обработка, нарезание шлицев сприпуском под шлифование, фрезерование канавок для выхода круга при шлифованиицентрирующей поверхности внутреннего диаметра (если на первой операции применяется фреза без усиков), термическая обработка, шлифование поверхностей шлицев, снятие заусенцев и промывка. Шлицы на валах и других деталях изготовляются различными способами, к числукоторых относятся: фрезерование, строгание (шлицестрогание), протягивание (шлицепротягивание), накатывание (шлиценакатывание), шлифование.
|
|
|
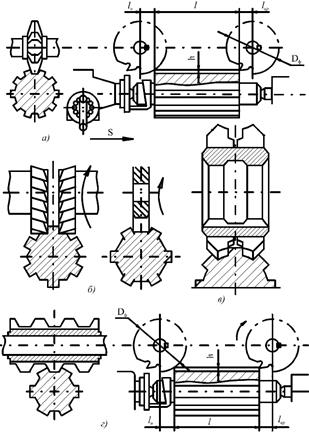
Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют за один рабочий ход, боьших диаметров за два рабочих хода. Черновое фрезерование шлицев, в особенности больших диаметров, иногда производится фрезами на горизонтальнофрезерных станках, имею щих делительные механизмы (рис. 16. 2 а, б, в). Фрезеровать шлицы шлицы можно способом, изображенным на рис. 16. 2 в, позволяющимприменять более дешевые фрезы, чем фреза, изображенная на рис. 16. 2 а. Более производительным способом является одновременное фрезерование двух шлицевых канавок двумя дисковыми фрезами специального профиля (рис. 16. 2 в). Чистовое фрезерование шлицев дисковыми фрезами производится только в случае отсутствия специального станка или инструмента, так как оно не дает достаточной точности по шагу и ширине шлицев. Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы (рис. 16. 2 г). Фреза, помимо вращательного движения, имеетпродольное перемещение вдоль оси нарезаемого вала. Этот способ является наиболееточным и наиболее производительным. При центрировании втулки (или зубчатого колеса) по внутреннему диаметру шлицев вала как червячная, так и дисковая фреза должна иметь «усики», вырезающие канавки у основания шлица, чтобы не было заедания во внутренних углах; эти канавки необходимы также при шлифовании по боковым сторонам и внутреннему диаметру. Шлицестрогание реализуется, как правило, на специальных станкахполуавтоматах, которые могут работать как отдельно, так и будучи встроенными в автоматическую линию. Этим методом чаще всего обрабатываются сквозные шлицы или шлицы, у которыхпредусмотрен выход для резцов.
|
|
|
Шлицестрогание обеспечивает шероховатость поверхности Rа = 3, 2... 0, 8 мкм.
Шлицепротягивание обеспечивает шероховатость поверхности Rа = 1, 6... 0, 8 мкм.
Шлифование шлицев осуществляется следующим образом.
 При центрировании шлицевых валов по наружному диаметру шлифуют только на-ружную цилиндрическую поверхность вала на обычных круглошлифовальных станках; шлифование впадины (т. е. по внутреннему диаметру шлицев вала) и боковых сторон
При центрировании шлицевых валов по наружному диаметру шлифуют только на-ружную цилиндрическую поверхность вала на обычных круглошлифовальных станках; шлифование впадины (т. е. по внутреннему диаметру шлицев вала) и боковых сторон
шлицев не осуществляется.
При центрировании шлицевых валов по внутреннему диаметру шлицев фрезерова-ние последних дает точность обработки по внутреннему диаметру до 0, 05... 0, 06 мм, что
не всегда является достаточным для точной посадки.
|
|
|
