 |


28.Разработка технологии сборки приборов.
|
|
|
|
28. Разработка технологии сборки приборов.
Технологический процесс сборки - это заключительный этап производства изделия, включающий сборку, регулировку, настройку и контроль изделия.
Сборка - часть технологического процесса, заключающаяся в соединении отдельных деталей или сборочных единиц (узлов).
Регулировка - часть сборочного процесса, заключающаяся в приведении узла или прибора в состояние, при котором обеспечиваются их заданные свойства.
Операция - часть технологического процесса сборки, выполняемая над одной или совокупностью одновременно собираемых сборочных единиц одним рабочим (или группой) непрерывно и на одном рабочем месте. Операции разделяются на элементы: переход, прием, установка.
Переход - часть сборочной операции, выполняемая над определенным местом соединения, при использовании одних и тех же приспособлений и инструментов, при неизменном методе выполнения работы.
Установка - часть операции, выполняемую при одном положении базовой детали. Если в процессе сборки положение базовой детали меняется, то такая часть операции называется позицией.
Отработка конструкции изделия на технологичность
Технологичная (с точки зрения сборки) конструкция должна:
1) состоять из отдельных блоков, сборка которых может вестись параллельно;
2) получать необходимую точность в результате соединения изготовленных деталей без их доделки и пригонки. При жестких требованиях допускается сортировка деталей на группы или применение компенсаторов;
3) иметь простые соединения, надежные и удобные для сборки;
4) собираться при выполнении максимально простых операций;
5) не требовать разборки и повторной сборки.
|
|
|
Узловая и общая сборка
Изделие состоит из деталей и узлов.
Деталь - часть изделия, выполненная из одного куска материала, является первичным звеном сборки.
Узел - часть изделия, состоящая из нескольких деталей, независимо от вида их соединения и методов выполнения.
Разделяют предварительную (узловую) и окончательную (общую) сборку. К предварительной относится сборка отдельных узлов (сборочных единиц). Сборочными называются такие элементы изделия, которые могут быть собраны отдельно, независимо от других элементов изделия. Окончательная сборка - процесс соединения всех узлов в готовый прибор, с последующей его регулировкой.
Выбор организационной формы сборки
Стационарная сборка выполняется одним человеком или группой людей на одном неподвижном рабочем месте, к которому подают все необходимые детали, узлы (сборочные единицы) и материмы. Применяется в единичном и мелкосерийном производстве, а также при сборке крупногабаритных и тяжелых приборов. Выполняется высококвалифицированными сборщиками.
Подвижная сборка выполняется при перемещении собираемого объекта от одного сборочного места к другому. На каждом рабочем месте осуществляется определенная сборочная операция. Основная характеристика подвижной сборки - ее такт, при этом длительность сборочной операции на каждом рабочем месте должна быть равна и кратна такту сборки. Подвижную сборку осуществляют двумя способами: со свободным и принудительным движением собираемых изделий. В первом случае перемещение изделий от одного рабочего места к другому может осуществляться вручную или с помощью конвейера, во втором - только с помощью конвейера.
Различают конвейеры с непрерывным и периодическим движением. При непрерывном движении сборочная операция выполняется за время, пока собираемое изделие проходит зону рабочего места. На конвейере с периодическим движением работа выполняется за время остановки конвейера. Конвейерную сборку применяют в крупносерийном и массовом производстве.
|
|
|
Выбор метода обеспечения заданной точности
|
БЛ |
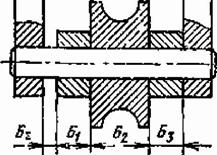 Для надежной работы изделий детали, сборочные единицы и их геометрические элементы (поверхности, оси и т. п. ) должны занимать определенное взаимное положение, как при сборке, так и при работе изделия. Из-за погрешностей изготовления деталей и неточности сборки взаимное положение деталей отличается от номинального. На точность сборки оказывает влияние точность сопрягаемых размеров и элементов деталей и сборочных единиц. Необходимое соотношение сопрягаемых размеров устанавливают расчетом размерных цепей. Размерная цепь - совокупность геометрических размеров, расположенных по замкнутому контуру и определяющих взаимное положение поверхностей (или осей) одной (детальная) или нескольких деталей (сборочная размерная цепь). Размерные цепи схематически изображают в виде замкнутого контура (рисунок 3. 1). Размер, который в процессе сборки формируется в последнюю очередь, замыкая размерную цепь (Б, ), называется замыкающим звеном. Он зависит от размеров остальных звеньев размерной цепи, называемых составляющими (БГБ4).
Для надежной работы изделий детали, сборочные единицы и их геометрические элементы (поверхности, оси и т. п. ) должны занимать определенное взаимное положение, как при сборке, так и при работе изделия. Из-за погрешностей изготовления деталей и неточности сборки взаимное положение деталей отличается от номинального. На точность сборки оказывает влияние точность сопрягаемых размеров и элементов деталей и сборочных единиц. Необходимое соотношение сопрягаемых размеров устанавливают расчетом размерных цепей. Размерная цепь - совокупность геометрических размеров, расположенных по замкнутому контуру и определяющих взаимное положение поверхностей (или осей) одной (детальная) или нескольких деталей (сборочная размерная цепь). Размерные цепи схематически изображают в виде замкнутого контура (рисунок 3. 1). Размер, который в процессе сборки формируется в последнюю очередь, замыкая размерную цепь (Б, ), называется замыкающим звеном. Он зависит от размеров остальных звеньев размерной цепи, называемых составляющими (БГБ4).
|
|
|
