 |


Пример расчета массы детали, массы заготовок и нормы расхода
|
|
|
|
Пример расчета массы детали, массы заготовок и нормы расхода
Исходные данные:
-Технологический процесс механической обработки
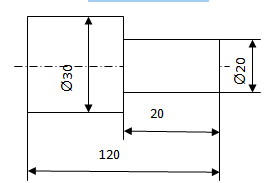
-Номер и наименование детали: ЦММ 15, вал
-Материал детали: сталь 45
- Заготовка круглый прокат Ø 34 мм
Эскиз детали:
1. Определение массы детали
 = ρ ∙ V, кг
= ρ ∙ V, кг
где ρ – плотность стали 7850 кг/м3
V- объем,
V= S ∙ L, см3
где S - площадь основания, см2
S=  =0, 78∙ d2; (
=0, 78∙ d2; (  =0, 78)
=0, 78)
V=0, 78∙ d2∙ L
V= V1+ V2
2. Определение массы заготовки из проката
 = ρ ∙ V, кг
= ρ ∙ V, кг
Lзаг=Lдет +2∙ а
где а- припуск на сторону, принять а=2мм
3. Определеие нормы расхода металла на изготовление одной детали из проката
 , кг
, кг
где  - масса погонного метра проката, 7, 127кг;
- масса погонного метра проката, 7, 127кг;
 Lпр – длина прутка сортового проката, 4000мм;
Lпр – длина прутка сортового проката, 4000мм;
n - число деталей, изготавливаемых из одного прутка сортового проката, шт.
 , шт.
, шт.
где:  - величина потерь металла на зажим заготовки в патроне, 35 мм;
- величина потерь металла на зажим заготовки в патроне, 35 мм;
 - длина одной заготовки, мм.
- длина одной заготовки, мм.
Длина заготовки для одной детали определяется по формуле:
Lз =Lдет + 2∙ а +в, мм
где: Lдет - длина детали по чертежу, мм;
а- общий припуск на обработку торца, 2мм;
в- ширина разреза при резке сортового проката на заготовки, 3мм.
4. Определение нормы расхода металла на изготовление заготовки методом штамповки
Норма расхода металла на изготовление одной детали определяется укрупнено по следующей формуле

где ko - коэффициент технологических потерь, учитывающий отходы металла при раскрое исходного материала для (поковки) штамповки, отходы при (ковке) штамповке; ko =1, 07
 - масса (поковки) штамповки с учетом припусков на последующую механическую обработку, кг;
- масса (поковки) штамповки с учетом припусков на последующую механическую обработку, кг;
Принять на 15% больше массы детали (ГОСТ 7505-89 поковки стальные штампованные).
|
|
|

5. Определение коэффициентов использования металла
Ким =  /
/  ,
,
где  – масса детали,
– масса детали,
 – масса заготовки
– масса заготовки
Для заготовки штамповки Ким =  /
/  =0, 87
=0, 87
Для заготовки из проката Ким = /  =0, 69
=0, 69
6. Заполните таблицу 1. 4
| Рассчитанные параметры | Способ получения заготовки | |
| прокат | штамповка | |
| Норма расхода Нр, кг | 0, 92 | 0, 74 |
| Коэффициент использования металла, Ким | 0, 69 | 0, 87 |
Вывод:
На основании полученных результатов по нормам расхода металла и коэффициенту использования металла изготовление детали из заготовки штамповки является более рациональным, так как на изготовление детали с одинаковыми параметрами из проката расход металла больше.
Задание 5. Определить разряды работ и обосновать профессии для выполнения токарной операции в зависимости от сложности этих работ
Пример определения разрядов работ и обоснование профессий для выполнения токарной операции в зависимости от сложности этих работ
Исходные данные
- Чертеж детали
- Оборудование: токарно-винторезный станок 16К20, универсальный
- Приспособление: патрон 3-х кулачковый, универсальное
- Режущие инструменты, стандартные (резцы, сверла)
- Единый тарифно-квалификационный справочник
1 По заданному чертежу детали для токарной операции установление квалитетов на размеры соответствующие обрабатываемым поверхностям(данные записать в таблицу)
005 Токарно-винторезная операция, токарно-винторезный станок 16К20
| Размер | Параметр шероховатости, мкм | Значение допуска, мм | Квалитет |
| Отв. Ø 12+0, 25 | Ra=6, 3 | IT=0, 25 | |
Например: IT= ES-EI= (+0, 25) -0=0, 25 (допуск определяется как алгебраическая разность верхнего и нижнего отклонений, cучетом знака)
2 Определение разрядов работ в соответствии с требованиями единого тарифно- квалификационного справочника (см. приложение)
|
|
|
| № операции | Наименование технологической операции | Разряд работ | Обоснование установленного разряда работ |
| Токарно-винторезная операция | Обработка по 8-11 квалитету, универсальный станок и приспособления, стандартные режущие инструменты |
3. Обоснование профессий и квалификационных разрядов станочников для выполнения соответствующей технологической операции
| № операции | Наименование технологической операции | Профессия | Квалификационный разряд |
| Токарно-винторезная | токарь |
Вывод: для рациональной организации труда должно быть соответствие между разрядами работ и квалификационными разрядами рабочих. Это исключит уравнительность в оплате квалифицированного и малоквалифицированного труда, перерасход заработной платы, повысит производительность труда, норму выработки продукции и заинтересованность рабочих в повышении своей квалификации.
|
|
|
