 |


Вертикально-сверлильный станок
|
|
|
|
Этапы технологической проработки конструкции детали.
Анализ условий эксплуатации и технических требований к детали.
1.1. Дроссель – местное гидравлическое сопротивление, вводимое в трубопровод какой-либо системы для изменения параметров потока газа (жидкости) или для регулирования потока. В авиации дроссели применяются в виде различных гидродинамических насадок при гидродинамических и гидравлических испытаниях.
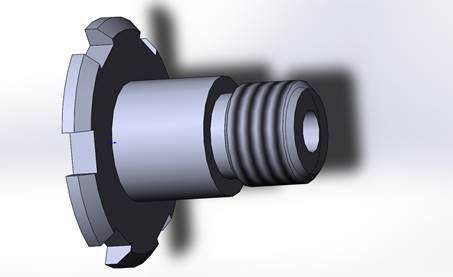
1.2. Данная деталь дроссель представляет собой совокупность торцевых и цилиндрических поверхностей, имеет внешнюю метрическую резьбу (по ГОСТ 9150-81), два соединенных друг с другом внутренних отверстия разных диаметров. На крышке дросселя имеются пазы (6 шт.).
Торцевые и цилиндрические поверхности, резьба, проточка, фаски и внутренние обрабатываются на станках токарной группы. Пазы – на станках фрезерной группы. Чтобы сэкономить средства и время на изготовление данной детали, её можно обрабатывать на токарно-фрезерных станках.
Чистота обработки поверхностей – 6,3 (h12). Цилиндрическая поверхность Ø14 мм имеет значение шероховатости 1,6 (h8).
Дроссель изготавливается из стали марки 30ХГСА горячекатаным методом. Указанная сталь применяется для изготовления высоконагруженных деталей, подвергающихся сварке и работающих при t до 500°.
В качестве исходных баз берем осевую линию и торцы с обеих сторон детали.
Деталь «Дроссель» изготовлена из стали 30ХГСА, химический состав которой:
• C = 0,28-0,34%
• Si = 0,9-1,2%
• Mn = 0,8-1,1%
• Cr = 0,8-1,1%
Её физические свойства:
• плотность 7.8 г/см3.
• коэффициент теплопроводности 0.09
Её механические свойства:
• σВ = 1100±100 Мпа
Хром придает стали 30ХГСА прочность и делает ее устойчивой у коррозии. Марганец увеличивает сопротивление ударным нагрузкам, дополнительно усиливая прочность сплава, а также способствует износостойкости стали 30хгса. Добавление кремния необходимо для увеличения показателя ударной вязкости.
|
|
|
Легированная сталь 30 ХГСА относится к разряду улучшаемых, то есть подвергается процедуре закалки при температуре от 550 до 660 °С. Это позволяет создавать не только высокопрочные авиационные, но и необходимые в машиностроении детали. Например, оси, валы, фланцы, лопатки компрессорных машин, различные сварные конструкции, крепежные детали, рычаги и многое другое.
Сталь 30 ХГСА обладает хорошей свариваемостью. Но при сварке необходимо обратить внимание на некоторые особенности данного сплава. Перед началом работы следует нагреть сталь до 250-300 °С, а после сварки произвести постепенное охлаждение, медленно отводя горелку и подогревая при этом площадь вокруг сварочного шва, приблизительно равную 30 мм. При резком охлаждении возможно возникновение трещин.
Для обеспечения необходимых механических характеристик ϬВ=1100±100 Мпа деталь имеет покрытие Кд 9…15 хр. – кадмий пластичен и поэтому незаменим при защите от коррозии ответственных деталей. Покрытие характеризуется прочным сцеплением с основным металлом.
Чертёж и модель детали в SolidWorks.

Характеристика станков, использующихся в изготовлении детали.
Вертикально-сверлильный станок

Сверлильный станок —
станок для обработки отверстий со снятием стружки. На с.с. производят сверление, рассверливание, зенкерование, развёртывание, растачивание,
разрезание резьбы. Различают следующие типы с. с. по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные,
многошпиндельные, агрегатные, специализированные и др.
Вертикально-сверлильный станок — наиболее распространённый тип С. с. вметаллообработке; используется для получения отверстий в деталях относительно небольшого размера вусловиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п. Инструмент (Сверло,Зенковка, Развёртка и др.) закрепляют в вертикальном шпинделе, деталь — на столе станка. Совмещениеосей обрабатываемого отверстия и инструмента производят перемещением детали. Для ориентациизаготовки и автоматизации обработки применяют также программное управление. Для обработки отверстийдиаметром до 12 мм (например, в приборостроении) используют настольные станки (обычноодношпиндельные). Тяжёлые и крупногабаритные детали, а также детали с отверстиями, расположеннымипо дуге окружности, обрабатывают на радиально-сверлильном станке. На этом С. с. совмещение осейобрабатываемого отверстия и инструмента осуществляют перемещением шпинделя относительнонеподвижной детали. Горизонтально-сверлильный станок обычно используют при обработке глубокихотверстий (например, в осях, валах, стволах стрелковых и артиллерийских систем и т. п.). Центровальныестанки служат для получения в торцах заготовок центровых отверстий. Иногда центровальные станкиоснащаются отрезными суппортами с резками для отрезки заготовки перед центрованием (центровально-отрезной станок). Для одновременной обработки (главным образом сверления) нескольких отверстийприменяют многошпиндельные С. с. со сверлильными головками. Процесс обработки автоматизирован на агрегатных С. с., которые собирают из стандартныхсамодействующих силовых головок с фланцевыми электродвигателями и редукторами, обеспечивающимивращение шпинделя и подачу головки. Существуют агрегатные С. с. одно, двух и трёхсторонние, свертикальными, горизонтальными и наклонными сверлильными и
|
|
|
резьбонарезными шпинделями, числокоторых иногда достигает нескольких десятков водном станке. Специализированные С. с., на которыхвыполняют ограниченный круг операций, снабжены различными автоматизированными устройствами. Для комбинированной обработки деталей применяют станки: сверлильно-расточные (одно- и двухсторонние),сверлильно-нарезные (обычно многошпиндельные, с реверсированием резьбонарезных шпинделей),сверлильно-фрезерные и сверлильно-долбёжные (главным образом для деревообработки), сверлильныеавтоматы.
|
|
|
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | |
| Наибольший ход шпинделя | мм | |
| Расстояние от торца шпинделя до стола | мм | 30-750 |
| Расстояние от торца шпинделя до плиты | мм | 700-1120 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 450х500 |
| Наибольший ход стола | мм | |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | |
| Количество скоростей шпинделя | ||
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Количество подач | ||
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | ||
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4А1001.4 | |
| Мощность двигателя главного движения | кВт | |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | |
| Высота станка | мм | |
| Ширина станка | мм | |
| Длина станка | мм | |
| Масса станка | кг |
|
|
|
