 |


Материалы для инструментов
|
|
|
|
Инструменты для выполнения рисок, а также ударные инструменты (молотки) должны иметь высокую твердость поверхности и выполняются из инструментальной углеродистой стали У7-У13, У7А—У13А.
Расшифровка марок:
У — инструментальная углеродистая сталь; 7-13 — содержание углерода в десятых долях процента; А — индекс обозначает высококачественную сталь с низким содержанием вредных примесей (s < 0,02 %, р < 0,03 %).
Например:
У7 — углеродистая инструментальная сталь с содержанием углерода 0,7%, качественная.
У13А — углеродистая инструментальная сталь с содержанием углерода 1,3%, высококачественная.
Виды инструментов
Чертилки (рис. 5, 6) — для выполнения разметочных линий по линейке, угольнику или шаблону. Материал заостренной части У10, У12. Угол заострения 15-20°. Форма инструмента различная. Кернер (рис. 7) — инструмент для нанесения углублений (кернов) на разметочных линиях. Керны делают для того, чтобы разметочные линии не были потеряны в процессе обработки детали. Материал — У 7А, У8А. Углы заострения кернера выбирают в зависимости от назначения кернов:

■ при обычной разметке — 50-60°
■ при точной разметке — 30-45°
■ при накернивании центров отверстий — 75°.
Кроме обыкновенных кернеров применяют специальные: пружинные, электрические, пневматические.
Циркули — для разметки окружностей, дуг, деления отрезков и окружностей, а также для перенесения размеров с измерительных линеек на деталь. Для точной разметки применяют циркули с микрометрическими винтами или линзами и разметочные штангенциркули. Разметочные штангенциркули кроме того позволяют вычерчивать окружности большого диаметра.

Линейки и угольники — для нанесения прямых линий. Точность разметки можно повысить, если применять линейки со скошенными рабочими кромками, а угол Линейки и угольники — для нанесения прямых линий. Точность разметки можно повысить, если применять линейки со скошенными рабочими кромками, а угольники — с широким основанием или с Т-образной полкой (рис. 10, 11).
|
|
|
Центроискатели — для отыскания центров отверстий или центров окружностей (рис. 12).
Транспортиры — для разметки углов и уклонов (рис. 13).
Разметочные молотки массой 100-200 г.
3. ПОДГОТОВКА К РАЗМЕТКЕ.
ПРИЕМЫ ПЛОСКОСТНОЙ РАЗМЕТКИ
3.1. Подготовка к разметке Выполняется в следующем порядке:
■очистить заготовки от грязи, пыли, окалины, следов коррозии;
■ проверить отсутствие дефектов (сколы, трещины, раковины и т. п.);
■ сравнить заготовку с габаритными размерами детали, предварительно изучив чертеж;
■определить базы заготовки — поверхности или линии на заготовке, от которых будут откладываться размеры;
■ за базы обычно принимают обработанные поверхности заготовки или осевые линии, которые наносят в первую очередь;
■ подготовить размечаемую поверхность к окраске;
■ нанести краситель равномерным слоем.
3.2. Красители для разметки
Меловой раствор (8 л воды, 1 кг мела, 50 г жидкого столярного клея) — для окрашивания необработанных крупных черных заготовок.
Раствор медного купороса (250 мл воды, 50-60 г медного купороса) — для окрашивания обработанных поверхностей стальных или чугунных деталей. На поверхности детали образуется тонкий слой меди.
Быстросохнущие лаки и краски — для окрашивания обработанных поверхностей больших стальных и чугунных отливок.
Спиртовой лак (раствор шеллака в спирте) — для окрашивания небольших обработанных поверхностей при точной разметке.
Меловой раствор наносят кистью или пульверизатором, сухим мелом натирают размечаемую поверхность, а омеднение поверхности заготовки можно выполнять, покрывая ее поверхность раствором медного купороса^ кистью или натирая смоченную водой поверхность куском медного купороса.
|
|
|
Лаки и краски наносят кистью при наклонном положении заготовки.
3.3. Приемы плоскостной разметки
Разметочные линии проводят в следующем порядке: сначала линии, принятые за базы (если они есть), затем — горизонтальные, после того — вертикальные, за тем наклонные и в последнюю очередь — дуги и окружности. Иногда последовательность приходится менять (например: проводится прямая, касательная к дуге). Удобней вычертить сначала дугу, а затем — касательную к ней.
При выполнении прямых рисок чертилку следует располагать, как показано на рис. 10 й 11.
Параллельные риски наносят с помощью угольника (рис. 11) или с помощью линейки по двум засечкам.;
Построение наклонной под заданным углом можно i выполнить по транспортиру, угломеру или, более точно, через тангенс угла, определив величину двух катетов.; Центры окружностей находят с помощью центроискателей и центронаметчиков. Простейший центроискатель в виде угольника с прикрепленной линейкой, являющейся биссектрисой угла, позволяет определить центр окружности, проводя по линейке прямые под некоторым углом друг к другу (рис. 12)
Центры малых диаметров (до 40 мм) удобнее находить с помощью кернеров-центроискателей (рис. 12, б).
Деление отрезков на части производят с помощью циркулей или геометрическим путем — при точной разметке.
Для повышения точности деления отрезка на равные части следует сначала разделить его на две - три части, а затем полученные отрезки делить дальше.
При точной разметке центры отверстий и дуг находят геометрическим путем.
4. НАКЕРНИВАНИЕ РАЗМЕТОЧНЫХ ЛИНИЙ. БРАК ПРИ РАЗМЕТКЕ. БЕЗОПАСНОСТЬ ТРУДА
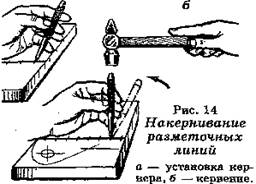
4.1. Накернивание разметочных линий.
Накернивание разметочных линий необходимо для того, чтобы в процессе обработки не потерять разметочную линию. 1
Керн — это лунка, образовавшаяся от действия конуса при ударе по нему молотком. Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на детали оставались половины кернов. Для этого накернивать следует в соответствии с рис. 14.
|
|
|
Керны наносятся равномерно по длине риски на расстоянии от 20 до 100 мм на длинных прямых линиях, 5-10 мм на коротких линиях, углах и дугах.
Керны обязательно ставят в местах пересечения разметочных линий, местах сопряжений линий, в центрах отверстий (более глубоко).
Окружность достаточна, но накернить в местах пересечения с осевыми линиями.
На обработанных поверхностях керны наносят только на концах линий или на продолжениях этих линий на боковых поверхностях.
Брак
| Вид | Причины, |
| Размеры размеченной детали не соответствуют размерам на чертеже | ■ невнимательность ■ неточность разметочного инструмента |
| Двойные разметочные линии | ■ нет навыков работы с чертилкой |
4.3. Безопасность труда
■Острозаточенные концы чертилок закрывать колпачками.
■Заготовки на разметочные плиты устанавливать в рукавицах, располагая их не на краю плиты.
■ Проверять устойчивость заготовок и приспособлений на плите.
■ Раствор медного купороса ядовит. Не допускать попадания его на открытые участки кожи.
■ Не сдувать пыль с разметочной плиты, удалять ее только щеткой.
ПРОСТРАНСТВЕННАЯ
РАЗМЕТКА
1. ПРИСПОСОБЛЕНИЯ
ДЛЯ РАЗМЕТКИ
В отличие от плоскостной, ПРОСТРАНСТВЕННАЯ РАЗМЕТКА требует нанесения разметочных линий на нескольких плоскостях заготовки. Увязка разметки различных поверхностей при пространственной разметке достигается тем, что заготовка устанавливается на разметочную плиту и точно ориентируется относительно нее, разметочный инструмент базируется по плоскости плиты и перемещается по ней. Все наносимые разметочные линии займут требуемое положение по отношению к одной и той же поверхности — плоскости плиты и, значит, будут увязаны между собой.
Перед разметкой заготовку устанавливают и выверяют по, разметочной плите используя при этом призмы, домкраты, разметочные ящики и др.
При разметке торцевых и боковых поверхностей и цилиндрических деталей применяют призмы различной формы. На рис. 178, а изображена призма Щербакова, достоинством которой является то, что скоба 1 не выступает за грани призмы 2. Это позволяет производить разметку горизонтальных и вертикальных линий на валике 3 путем ее перекантовки. Призма на рис. 178, б таких возможностей не имеет. Для крепления деталей применяют угольники и разметочные кубики (рис. 179, а, б). На поверхностях угольника и кубика выполнено большое количество отверстий, предназначенных для крепления приспособления к плите и заготовки к приспособлению. На рис. 180 показана разметка детали с помощью контрольного приспособления (ящика), сопрягаемые грани которого выполнены точно под углом 90° друг к другу. Детали к боковым поверхностям ящика крепят с помощью прихватов. Для вычерчивания дуг, окружностей на деталях различной высоты применяют выдвижной центр (рис. 181, а). С помощью зубчато-реечного механизма центр может изменять высоту площадки 5. Пример выполнения разметочной линии показан на рис. 181, б.
|
|
|
Вычерчивание рисок на боковых поверхностях заготовок производят с помощью рейсма-сов различных конструкций. На рис. 182 изображен комбинированный рейсмас, чертилки 
|

которого устанавливают на нужную высоту и крепят винтами на стойках приспособления. Центрирующий штангенрейсмас (рис. 183) представляет собой сочетание рейсмаса и центроискателя. Биссектриса угла треугольника определяет центр заготовки, а разметочные линии наносят острием стрелки.
2. ПРИЕМЫ И ПОСЛЕДОВАТЕЛЬНОСТЬ
РАЗМЕТКИ
Заготовки проверяют на отсутствие дефектов, очищают их от пыли и грязи. Изучают чертеж будущей детали и намечают порядок разметки. Качество разметки во многом зависит от выбора баз. Базу выбирают, руководствуясь следующими правилами:
■если заготовка имеет хотя бы одну обработанную сторону, ее принимают за базу;
■ если обрабатываются не все поверхности, то за базу принимают необрабатываемую поверхность;
■ если внутренние и наружные поверхности не обработаны, то за базу лучше принять наружную поверхность;
■ все размеры откладывают от одной базы.
После выбора базы выбирают необходимые инструменты и приспособления. Перед установкой на плиту заготовку окрашивают в тех местах, где предполагают наносить разметочные линии. Заготовку устанавливают так, чтобы одна из главных осей была параллельна плоскости плиты. Таких осей бывает обычно три: по длине, ширине и 1 высоте. При пространственной разметке наносят горизонтальные, вертикальные и наклонные риски. Если приходится переворачивать заготовки, то название разметочных линий сохраняется по первоначальному ее положению. Кроме основных разметочных линий, параллельно им на расстоянии 5-7 мм цветным карандашом вычерчивают контрольные риски, которые служат для проверки установки заготовки при дальнейшей обработке. Горизонтальные риски проводят рейсмасом. Игла рейсмаса должна быть наклонена в сторону движения на 75-80°.
|
|
|
Вертикальные риски проводят по угольнику рейсмасом после поворота заготовки на угол 90°.
Наклонные риски прюводят чертилкой. Цилиндрические детали устанавливают на разметочной плите на одной или двух призмах и проверяют горизонтальность образующей поверхности (рис. 184). Если требуется разметить шпоночную канавку, то работу необходимо выполнить в следующем порядке:
■ зачистить разметочные места заготовки и окрасить их медным купоросом;
найти центр заготовки;
■
нанести рейсмасом горизонтальную риску через центр
торца и, повернув заготовку вокруг оси на 90°
нанести вертикальную линию, предварите
верив угольником положение горизонтальном;
■ нанести на торце две линии, ограничивающие ширину канавки, и перенести их на боковую поверхность;
■ при повороте заготовки вокруг оси нанести риску на боковую поверхность, ограничивающую длину канавки;
■ горизонтальную ось на торце перевести в исходное положение, наклонить продольную ось заготовки на некоторый угол и провести на торце риску, ограничивающую глубину канавки.
 Рис. 184 Разметка шпоночной канавки: а — общий вид установки, б — нанесение на торец раствора медного купороса;
Рис. 184 Разметка шпоночной канавки: а — общий вид установки, б — нанесение на торец раствора медного купороса;
1 — измерительная поверхность,
2 — блок плиток,
3— измерительная ножка,
4 — зажимный винт,
5 — чертилка,
6 — микрометрический винт,
7 — призма.
|
|
|
