 |


2. Система транспортировки и формирования лазерного излучения.
|
|
|
|
2. Система транспортировки и формирования лазерного излучения.
Особенности юстировки, использование маркеров для взаимного позиционирования детали и лазерного излучения.
2. 1 Фокусировка лазерного излучения
Формулы предельной дифракционной расходимости и размера пятна в фокусе тонкой линзы:
d = f·θ
θ d = 2, 44·λ /D
d ≥ 2, 44 f·λ /D
При относительном отверстии фокусирующей системы более 1/10 необходимо учитывать сферическую аберрацию.

где, f - фокусное расстояние линзы,
D – диаметр лазерного пучка в плоскости линзы (про уровню 1/е2),
k – коэффициент,
М2 – параметр модового состава излучения,
λ – длина волны излучения
Величины k определенные для каждого материала при длине волны излучения 10. 6µm приведены в таблице: Таблица 2
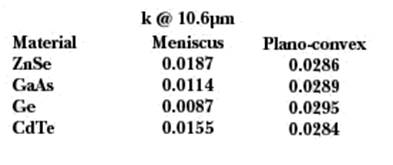
Рис. 9 Размер лазерного пятна обусловленный дифракцией и сферической аберрацией для менисковой линзы из ZnSe с фокусным расстоянием 125 мм
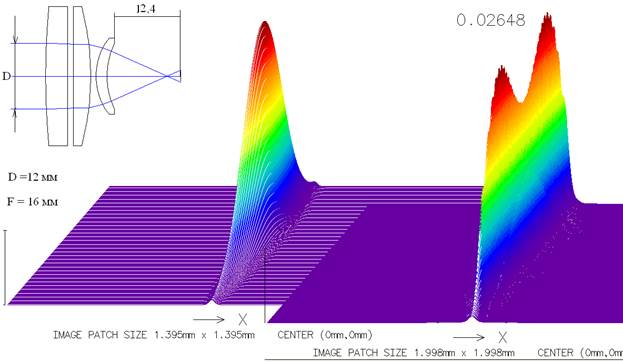
Рис. 10 Пример расчета объектива, формирующего в фокальной плоскости эллиптическое пятно лазерного излучения TEM00
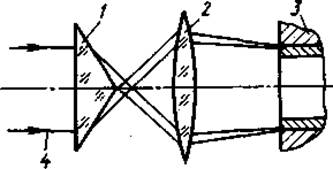
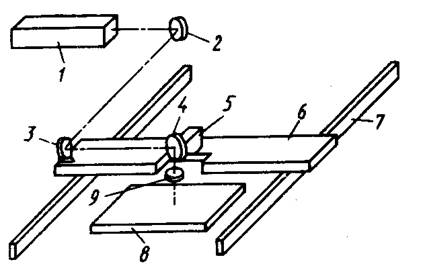
Рис. 10 Преобразование излучения сплошного круглого сечения в излучение кольцевого сечения: 1 — аксикон; 2 — линза; 3 — обрабатываемая деталь; 4 — лазерное излучение
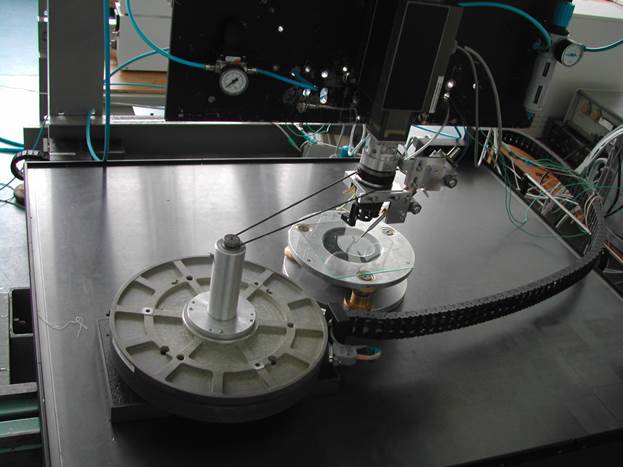
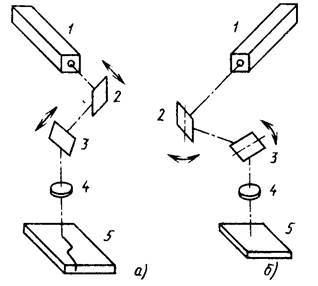
Рис. 11 Устройство, формирующее эллиптическое лазерное пятно, вращающееся вдоль окружности малого радиуса.
 |
а)
б)
Рис. 12 Лазерный комплекс с перемещением детали относительно лазерного пучка: а) – схема, б) – фотография реальной установки
а)
б)

Рис. 13 Лазерный комплекс с «летающей оптикой»: а) – схема, б) – фотография реальной установки
|
|
|
а)
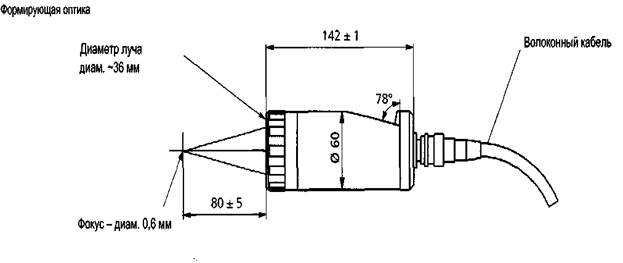
б)
Рис. 14 Лазер с влоконнооптическим выводом излучения, а)- фото лазера, б)- схема фокусирующей системы.
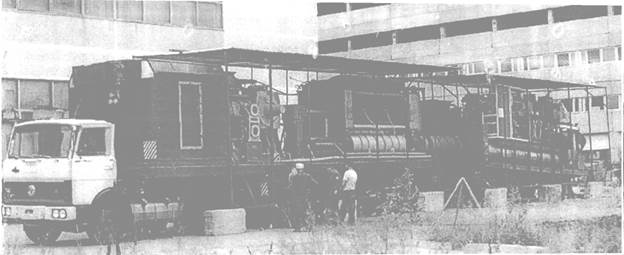
Рис. 15 Мобильный лазерный технологический комплекс
Атмосферный воздух + 5% СО2; 50/750 КВт, 0, 2 мрад, L = 20 … 80 м, газодинамический затвор Сталь 20 мм через фронт пламени

Рис. 16 Мобильная установка адаптивного формирования и прецизионного управления лучом мощного лазера
Формирование мощного излучения лазера в узконаправленный пучок и его высокоточное угловое наведение в большом диапазоне углов и дальностей осуществляются с использованием крупноапертурных телескопических систем
3. Физические основы воздействия лазерного излучения на материалы.
Нагрев, плавление, испарение. Диаграмма температурных областей и диаграмма областей плотности мощности излучения при различных видах лазерной обработки материалов.
Для диэлектриков коэффициент отражения излучения от поверхности при нормальном падении определяется формулой  , где n - коэффициент преломления среды на длине волны излучения.
, где n - коэффициент преломления среды на длине волны излучения.
Для металлов формула будет иной  , где ω – частота излучения, σ – проводимость металла.
, где ω – частота излучения, σ – проводимость металла.
Коэффициент поглощения для λ = 10, 6 мкм в % Таблица 3
Рис. 17 Зависимость поглощательной способности металлов от длины волны лазерного излучения: 1 – алюминий, 2 - сталь
Рис. 18 Температурная зависимость удельного сопротивления железа и стали:
1-ЭЗХ138, 2 – Ст. 45, 3- Ст. У12, 4, 5 - Fe
Рис. 19 Температурная зависимость коэффициента поглощения излучения СО2 лазера для чистых металлов: 1 – Pb, 2 – W, 3-Cu, 4 – Al, Au, 6 - Ag
Нагрев.
Одной из основных областей применения лазера в машиностроении является термообработка. На поверхностную термообработку приходится около 70% процессов лазерной обработки материалов.
|
|
|
Плавление.
При лазерном нагревании образца сверху (как правило) гравитационной конвекции нет. Есть конвекция вблизи поверхности, связанная с температурной зависимостью коэффициента поверхностного натяжения. Такая неустойчивость приводит к перемешиванию материала в приповерхностном слое, что важно для лазерного легирования материалов.

Испарение.
При быстром нагревании материала (  , rл - радиус лазерного пучка, aТ - температуропроводность материала) фронт кипения догоняет фронт плавления материала и далее вся энергия излучения идет на испарение материала. Это происходит, когда плотность мощности излучения будет больше пороговой.
, rл - радиус лазерного пучка, aТ - температуропроводность материала) фронт кипения догоняет фронт плавления материала и далее вся энергия излучения идет на испарение материала. Это происходит, когда плотность мощности излучения будет больше пороговой.
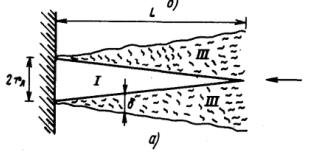

Рис. 20 Процесс испарения материала с поверхности в воздухе.
I – область дозвукового течения. II - область сверхзвукового течения, III- область турбулентного течения.
Теплофизические константы некоторых материалов Таблица 4
Таблица 5
Пороговая плотность мощности Р* для испарения материалов:
| Материал | Ag | Al | Au | Cr | Cu | Fe | Mg | Феррит |
| Плотность мощности, МВт/см2 | 6, 40 | 2, 40 | 3, 50 | 0. 22 | 2, 60 | 0. 30 | 0, 97 | 0, 04 |
При Р > Р* основная для поглощенной энергии расходуется на испарение, а на поглощение существенно меньше и жидкой фазы в зоне лазерного воздействия практически нет.
|
|
|
