 |


Физика процесса закалки металлов.
|
|
|
|
Физика процесса закалки металлов.
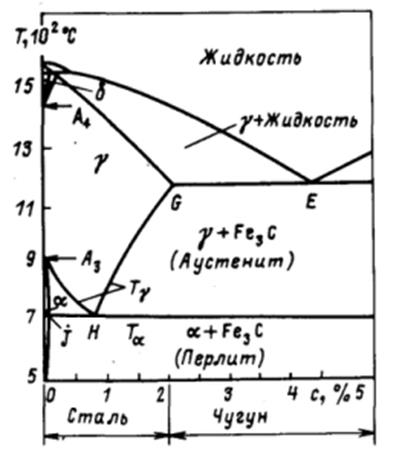
Рис. 21 Диаграмма равновесия системы железо - углерод
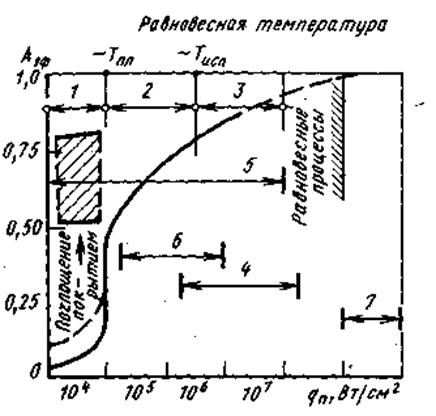
Рис. 7 Температурная диаграмма лазерной обработки металлов:
1 — термообработка; 2 — сварка; 3 — газолазерная резка;
4 — прошивка отверстий; 5 — размерная обработка;
6, 7 – другие виды обработки.
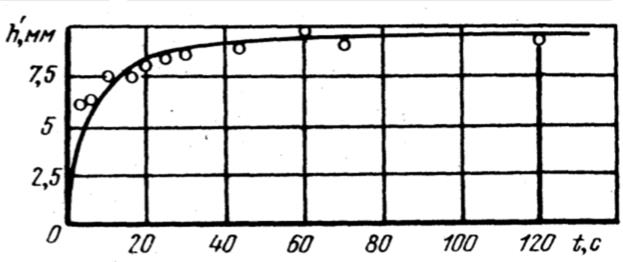
Рис. Теоретическая и экспериментальная зависимость глубины каналов в кварцевом стекле от времени воздействия лазерного излучения в режиме автоканализации.

Рис. Каналы в кварцевом стекле, образованные в режиме автоканализации сфокусированным излучением СО2 лазера в непрерывном режиме ( Р = 200 Вт)

4. Лазерная прошивка отверстий, скрайбирование.
Особенности импульсно - периодического воздействия лазерного излучения на материалы.
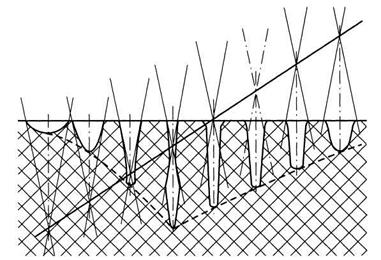
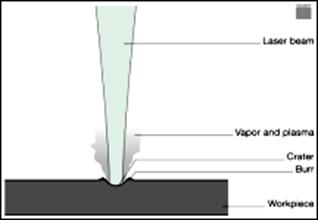
Рис. 1. Профили отверстий при различных положениях фокуса лазерного луча относительно поверхности обрабатываемой детали
Лазерная обработка отверстий
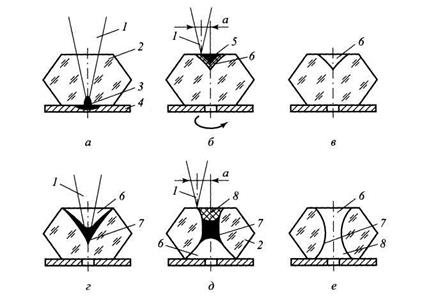
Рис. 2. Стадии обработки отверстия алмазной волоки:
1 — сфокусированное излучение; 2 — кристалл алмаза; 3 — лунка в пластине; 4 — пластина из хорошо поглощающего материала; 5 — начальная лунка в кристалле алмаза; 6 — входная распушка и смазочный конус; 7 — рабочий канал; 8 — выходная распушка

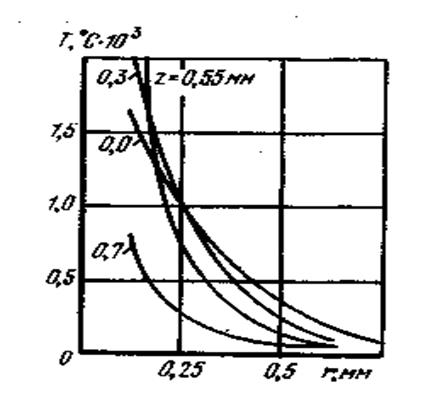
Рис. 8. Расчетные температурные профили в алюмооксидной керамике, обработанной излучением СО2-лазера, на различной глубине погружения в керамику.
Диаметр сфокусированного луча — 0, 12 мм; плотность мощности — 2, 3-105 Вт/см2
Результаты выполненных в [7] расчетов температурных профилей при расположении границы испаряемого вещества на глубине 0, 6 мм от поверхности приведены на рис. 8. Как видно из этого рисунка, максимальное значение температуры наблюдается вблизи поверхности испарения. На поверхности материала температура несколько ниже, однако область, занимаемая температурным полем, здесь шире.
|
|
|
На основании результатов расчетов по приведенному методу в работе [7] была теоретически вычислена форма отверстия, образуемого лазерным лучом, путем нахождения изотермы температуры, равной температуре испарения материала (рис. 9). Как показывает сравнение рис. 9, а и б, расчетные форма и размеры образованных лазерным излучением лунок достаточно точно согласуются с экспериментальными результатами, что подтверждает допустимость принятых упрощений.

Прошивка (лазерное сверление) жаропрочных сплавов.

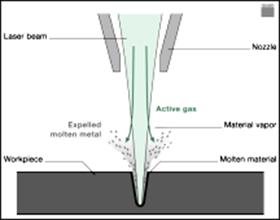
Different drilling processes
Over the years, several drilling processes have developed from the basic method: single-shot drilling and percussion drilling as well as trepanning and helical drilling. The ideal drilling process depends on the required hole geometry and quality as well as the predetermined cycle time. Single-shot drilling is used when a large number of holes need to be produced in a short time. Multi-pulse percussion drilling is suitable for small hole diameters or deep holes. Trepanning and helical drilling can be used to create holes of any diameter. As the pulse count increases, so does the drilling time.
Различные процессы бурения
За эти годы, несколько процессов бурения развились от основного метода: однократное бурение и бурение удара так же как trepanning и винтовое бурение. Идеальный процесс бурения зависит от необходимой геометрии отверстия и качества так же как предопределенного времени цикла. Однократное бурение используется, когда большое количество отверстий должно быть произведено в скором времени. Бурение удара мультипульса является подходящим для маленьких диаметров отверстия или глубоких отверстий. Trepanning и винтовое бурение могут использоваться, чтобы создать отверстия любого диаметра. Как увеличения счета пульса, так что делает время бурения.

|
|
|
|
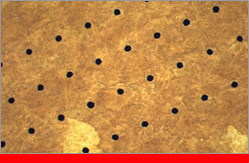
Perforating Roll materials such as cigarette-tip paper or packaging foil for the food industry are perforated using special, high-frequency excited, fast modulating CO2 lasers with extraordinary power stability. The perforation of cigarette-tip paper is used worldwide to reduce the tar and nicotine content of light cigarettes. Here, laser perforation ensures above all the adherence to the applicable threshold values in modern cigarettes. The perforation of foils for the food industry is used mainly to prolong the freshness and quality of perishable goods. When the holes are small enough, transpiration of moisture is prevented and at the same time an exchange of air is ensured. |
With the PerfoLas system, the hole diameter can be set at 40 - 400 µm - and the perforation speed is now as high as 500, 000 holes per second. Optional extras such as double-spot lenses, lenses for round and oval holes, zero-meter module and cutting equipment form the leading edge of technological development at the present time.
|
|
|
