 |


Анализ влияние марки материала на силы при шлифовании нежестких условиях.
|
|
|
|
Для исследования влияние марки материала на силы при шлифовании нежестких условиях была разработана и изготовлен установка (рисунок.2.16).


Установка позволяет измерять амплитуду и частоты колебаний в процессе шлифования в пределах до 10 000 ГЦ. Были применены тензометрические датчики, удовлетворяющие своей характеристикой для данного случая. Датчики были установлены на пластину с двух сторон (рисунок 8.17), на которой устанавливались образцы.
 |

Опыты производились с изменением режимов, жесткости и материала образца. Производилась запись осциллограммы (рисунок. 8.18) АЧХ в процессе шлифования с помощью ЭВМ.
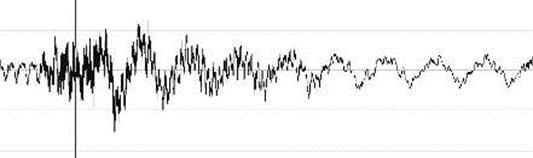

Обработка АЧХ производили с применением звукового редактора Sound Forge. По данным был построены спектр АЧХ (рис. 8.19) и график (рисунок 8.20) зависимости амплитуды колебаний и глубины шлифования.


Построение графиков зависимости амплитуды вибраций от глубины резания для каждого материала показал их сходство. Анализ полученных данных проведенного эксперимента, позволил установить, что сила Ру мало изменяется (в пределах погрешности измерения) от шлифуемого материала в нежестких условиях.


Измерение шероховатости образцов таблица 8.2 показало малое отличие от справочных данных.
Таблица 8.2 Шлифы материалов обработанных в нежестких условиях
| Марка сплава | Твердость HRC | Шлиф |
| Р18 | 
| |
| Р6М5 | 
| |
| 40ХМН2А | 
| |
| 9ХС | 
| |
| Р12Ф3К10М3 | 
| |
| ХВГ | 
| |
| 38Х | 
| |
| 40Х13 | 
| |
| 40Х | 
|
Исследование сил возникающих при шлифовании технологически нежестких деталей производились на той же установке.
Исследовалась: величина удельного усилия на погонный один мм. ширины круга в зависимости, от марки обрабатываемой стали и режимов обработки в нежестких условиях. Установлено что:
|
|
|
1. Удельные усилия шлифования находятся в пределах (до 2Н при b-16мм, V-20м/сек, t-0,02мм, Sпр.-5м/мин), при больших усилиях происходит существенная потеря точности. Образцах из следующих материалов таблица 1. Абразивные круги 25А20СМ17К6 (высокой режущей способности) и 25А20СМ17К6 (низкой режущей способности)
Таблица 8.3 Влияние марки сплава на радиальную силу резания и относительный съем.
| Марка сплава | HRCэ | Абразивный круг с высокой режущей способностью. Ру, Н/относительный съем металла, % | Абразивный круг с низкой режущей способностью. Ру, Н/относительный съем металла, % |
| Р18 | 1,7/70 | 1,9/70 | |
| Р6М5 | 1,65/75 | 1,85/75 | |
| 40ХМН2А | 1,65/85 | 1,85/85 | |
| 9ХС | 1,7/85 | 1,9/85 | |
| Р12Ф3К10М3 | 1,8/75 | 2/75 | |
| ХВГ | 1,6/85 | 1,8/85 | |
| 38Х | 1,5/100 | 1,7/100 | |
| 40Х13 | 1,6/90 | 1,8/90 | |
| 40Х | 1,5/95 | 1,7/95 |
2. Химический состав и твердость, в исследуемых пределах, практически не влияет на удельные усилия шлифования - различия находятся в пределах погрешности измерения.
3. Круги с более высокой режущей способностью дают удельное усилие до 20% ниже.
Исследование влияния режимов шлифование на удельное усилие (на 1 погонный мм. ширины круга) показало, что для обеспечения приемлемых сил для обеспечения точности и максимальной производительности, на черновой операции следует увеличивать глубину резания, при малой продольной подаче, тогда как ни чистовой уменьшить глубину резания и повысить продольную подачу и назначаются в зависимости от размеров протяжки. С уменьшением технологической жесткости протяжки рекомендуется режимы занижать. Причиной этого является небольшие площади контакта при черновой обработке, что позволяет использовать в двое большую величину радиальной подачи, а необходимость обеспечения стойкости профиля круга требует снижение продольной подачи. На чистовой обработке уменьшение радиальной подачи диктуется необходимостью снижения усилий и достижение заданной точности, а увеличение продольной подачи диктуется тем, что интенсивность съема малых припусков существенно возрастает при ее увеличении.
|
|
|
4. Цикл выхаживания занимает до 10% от общего времени шлифования и геометрической стойкости круга после правки достаточно для завершения обработки.
|
|
|
