 |


Правила оформления комплектовочной карты
|
|
|
|
Комплектовочную карту (КК) следует разрабатывать на различные технологические процессы сборки изделий. Для оформления КК следует использовать форму 6 по ГОСТ 3.1123.
При заполнении форм документов используют построчный способ записи информации. Каждому типу строки соответствует свой служебный символ. Форма 6 КК предусматривает введение строк со служебными символами Л и М. Строка со служебным символом Л содержит информацию по комплектации изделия составными частями с указанием наименования, номера позиции по спецификации и количества на изделие.
Строка со служебным символом М должна содержать информацию о применяемых основном (при необходимости) и вспомогательных материалах с указанием наименования и нормы расхода.
Пример оформления КК представлен в приложении 10.
Список использованных источников
1. ГОСТ 3.1102-81 ЕСТД. Стадии разработки и виды документов.
2. ГОСТ 3.1103-82 ЕСТД. Основные надписи.
3. ГОСТ 3.1105-84 ЕСТД. Формы и правила оформления документов общего назначения.
4. ГОСТ 3.1104-81 ЕСТД. Общие требования к формам, бланкам и документам.
5. ГОСТ 3.1107-81 ЕСТД. Опоры, зажимы и установочные устройства. Графические обозначения.
6. ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт.
7. ГОСТ 3.1119-83 ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы.
8. ГОСТ 3.1109-82 ЕСТД. Термины и определения основных понятий.
9. ГОСТ 3.1407-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки.
10. ГОСТ 3.1502-85 ЕСТД. Формы и правила оформления документов на технический контроль.
|
|
|
11. ГОСТ 3.1703-89 ЕСТД. Правила записи операций и переходов. Слесарные, слесарно-сборочные работы.
12. ГОСТ 3.1704-81 ЕСТД. Правила записи операций и переходов. Пайка и лужение.
13. ГОСТ 3.1705-81 ЕСТД. Правила записи операций и переходов. Сварка.
14. ГОСТ 11969-79 Сварка металлов. Обозначение основных положений сварки плавлением.
15. ГОСТ 19249-73 Соединения паяные. Основные типы и параметры.
16. ГОСТ 3.1127-93 ЕСТД. Общие правила выполнения текстовых технологических документов.
17. ГОСТ 3.1128-93 ЕСТД. Общие правила выполнения графических технологических документов.
18. ГОСТ 3.1129-93 ЕСТД. Общие правила записи технологической информации в технологических документах на технологические процессы и операции.
19. ГОСТ 3.1130-93 ЕСТД. Общие требования к формам и бланкам технологических документов.
Приложение 1
Пример оформления титульного листа
ГОСТ 3.1105-84 Форма 1
| Листов | Лист | |||||||||
| УГАТУ Кафедра ОиТСП | 1407.851.003.000 | |||||||||
| Корпус подшипника | ||||||||||
| Министерство образования и науки РФ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ СОГЛАСОВАНО УТВЕРЖДАЮ Рецензент Зав кафедрой _________ /И.О.Фамилия/ ________ /И.О.Фамилия/ «___»_________20___г. «___»_________20___г. КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ __НА ИЗГОТОВЛЕНИЕ КОРПУСА ПОДШИПНИКА __ | ||||||||||
| Разработал студент /И.О.Фамилия/ Консультант /И.О.Фамилия/ Нормоконтроль /И.О.Фамилия/ | ||||||||||
| ТЛ | ||||||||||
Приложение 2
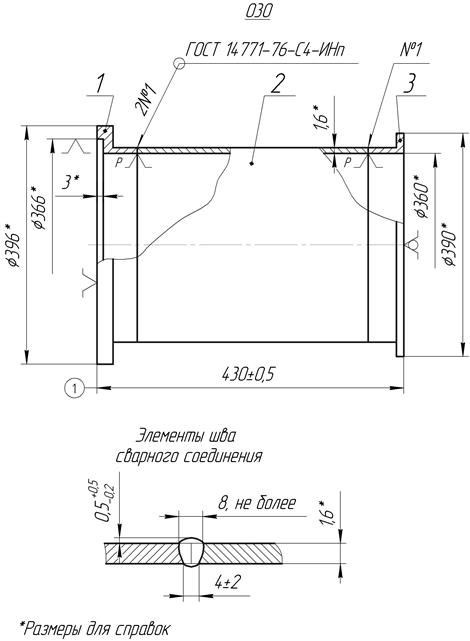
Пример оформления карты эскизов
ГОСТ 3.1105-84 Форма 6
| Листов | Лист | ||||||||||||||||
| УГАТУ Кафедра ОиТСП | 2031.079.020.000 | ||||||||||||||||
| Корпус | |||||||||||||||||
| |||||||||||||||||
| Разраб. | |||||||||||||||||
| Проверил | |||||||||||||||||
| Н. контр. | |||||||||||||||||
| КЭ | |||||||||||||||||
|
|
|
Приложение 3
Пример оформления маршрутной карты при курсовом проектировании
ГОСТ 3.1118-82 Форма 4
| Листов | Лист | |||||||||||||||||||||||||||||||
| УГАТУ Кафедра ОиТСП | 2034.079.020.000 | |||||||||||||||||||||||||||||||
| Корпус | ||||||||||||||||||||||||||||||||
| В | Цех | Уч. | РМ | Опер | Код, наименование операции | |||||||||||||||||||||||||||
| Д | Код, наименование оборудования | |||||||||||||||||||||||||||||||
| Е | СМ | Проф | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | |||||||||||||||||||||
| Л/М | Наименование детали, сб. единицы или материала | |||||||||||||||||||||||||||||||
| В 01 | 005 Комплектовочная | |||||||||||||||||||||||||||||||
| Д 02 | Комплектовочный стол | |||||||||||||||||||||||||||||||
| Л 03 | Фланец 1-1 шт. обечайка 2-1 шт. фланец 3-1 шт. | |||||||||||||||||||||||||||||||
| М 04 | Св06Х18Н10Т Æ1.6 мм, аргон 1-го сорта. | |||||||||||||||||||||||||||||||
| В 06 | 010 Слесарная | |||||||||||||||||||||||||||||||
| Д 07 | Полировальный станок | |||||||||||||||||||||||||||||||
| О 08 | Зачистить поверхность свариваемых кромок обечайки 2 | |||||||||||||||||||||||||||||||
| под сварку согласно эскизу. | ||||||||||||||||||||||||||||||||
| Т 10 | Круг намазной абразивный, штангенциркуль. | |||||||||||||||||||||||||||||||
| В 12 | 015 Сборочная | |||||||||||||||||||||||||||||||
| Д 13 | Пост ручной АрДС, форсаж 160АД | |||||||||||||||||||||||||||||||
| О 14 | Собрать фланец 1 с обечайкой 2, выдержав размер 1,и | |||||||||||||||||||||||||||||||
| прихватить ручной аргонодуговой сваркой без присадки. | ||||||||||||||||||||||||||||||||
| Т 16 | Спецприспособление, штангенрейсмас. | |||||||||||||||||||||||||||||||
| В 18 | 020 Сварочная | |||||||||||||||||||||||||||||||
| Д 19 | Пост механ. аргонодуг. сварки, форсаж 160АД, АСГВ-4Р,ВВ-006. | |||||||||||||||||||||||||||||||
| М 20 | Основн. металл 12Х18Н10Т, толщ.1,5мм, прис. пров. СВ06Х18Н10Т | |||||||||||||||||||||||||||||||
| Æ 1,6 мм, аргон 1-го сорта. | ||||||||||||||||||||||||||||||||
| О 22 | Сварить фланец 1 с обечайкой 2. | |||||||||||||||||||||||||||||||
| Т 23 | Спецприспособление. | |||||||||||||||||||||||||||||||
| Разраб. | ||||||||||||||||||||||||||||||||
| Проверил | ||||||||||||||||||||||||||||||||
| Н. контр. | ||||||||||||||||||||||||||||||||
| МК | ||||||||||||||||||||||||||||||||
Приложение 4
|
|
|
