 |


Краткие теоретические сведения
|
|
|
|
В процессе изготовления швейных изделий текстильные материалы многократно подвергаются влажно-тепловой обработке. С помощью ВТО осуществляется ряд операций, основные требования к которым сформулированы в книге и представлены в таблице 10.1.
На долю операций, которые можно выполнять при малых усилиях, приходится до 75 % всего времени, затрачиваемого на влажно-тепловую обработку (первая группа операций). К ним относят разутюживание (заутюживание) швов, загибание краев, объемное формование, выравнивание поверхности и отпаривание.
Таблица 8.1. Технологические требования к операциям ВТО
| Операция | Схема | Основные критерии качества обработки |
| Выравнивание поверхности | 
| δк →δн; у→0 |
| Отпаривание | 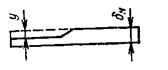
| δк →δн; у→0 |
| Формирование |

| δк →δн; у→0 |
| Разутюживание шва |

| α→0; δн→const; y≥0 |
| Заутюживание шва | 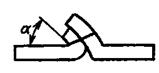
| α→0; δн→const; y→0 |
| Загибание края | δк=2δн – у; α→0; y→≥0 | |
| Прессование края | 
| δк=2δн 2δн=δ1+δ2+δ3+δ4; δ1=δн – у1; δ2=δн – у2; δ3=δн – у3; δ4=δн – у4; уобщ=у1+у2+у3+у4; δ1→δн; у1→0 |
| Выдавливание | 
| У – высота выступа шаблона |
| Придание несминаемости | — | Полное завершение химической реакции; сохранение физико-химических свойств материала |
При изготовлении швейных изделий применяют более 200 различных по структуре швов и свыше 1000 их размерных модификаций. Структура их определяется количеством предельных изгибов и взаимным расположением прямолинейных и криволинейных участков изогнутого края ткани.
Наибольший удельный вес (80%) при изготовлении основных видов одежды занимают швы, структура которых представлена в табл. 8.1.
|
|
|
При этом шов с одним предельным изгибом края является исходным для образования швов, требующих, как правило, влажно-тепловой обработки.
Края деталей формуются с помощью загибочных устройств, утюгов и прессов. В приближении изгиб ткани можно приравнять к изгибу упругих пластин. Полную величину внутренней потенциальной энергии, накопившейся в процессе изгиба в элементе ткани длиной dS, можно определить из следующей зависимости:

где М — внутренний изгибающий момент в данном сечении ткани, Н • м;
Н —жесткость при изгибе в данном сечении, Н•м2
Для большинства тканей костюмной группы сопротивление, которое оказывает материал изгибу, находится в пределах 0,2 Н. Эта величина в процессе ВТО существенно уменьшается, так как при этом увеличивается подвижность звеньев молекул и снижается жесткость ткани при изгибе.
С учетом сказанного необходимо выбирать режимы и оборудование для ВТО. Качество разутюживания швов рекомендуется оценивать по величине угла загибания края ткани. Качество считается хорошим, если этот угол (или угол разутюживания шва) равен 20—25°.
Отдельным участкам одежды необходимо придать определенную пространственную форму. Получить ее из плоского материала можно конструктивным путем или путем принудительного растяжения или сжатия отдельных участков ткани. В последнем случае сложную пространственную форму деталей одежды можно достигнуть либо за счет действия формующих усилий рабочих органов оборудования для ВТО, либо методом перекоса сетки ткани при приложении формующих усилий под углом к нитям основы и утка, т. е. превращая прямоугольные ячейки ткани в параллелограммы.
Таблица 8.2. Ряды геометрических размеров элементов швов, полученных методом формирования
| Подгиб t, мм | Шов | |||||||||
| С одинарным подгибом | С двойным подгибом | Окантовочный | ||||||||
| Подгиб, мм | l’, мм | |||||||||
| + | + | - | - | - | - | - | - | - | - | |
| - | - | + | - | - | - | - | + | - | - | |
| + | - | + | - | - | - | - | + | + | - | |
| + | - | - | + | - | - | - | + | + | - | |
| + | - | - | + | - | - | - | - | + | + | |
| + | - | - | + | + | + | - | - | + | + | |
| + | - | - | - | + | + | - | - | + | + | |
| + | - | - | - | + | + | + | - | - | - | |
| + | - | - | - | + | + | + | - | - | - |
|
|
|
Формовочная способность тканей различного волокнистого состава зависит от их молекулярной структуры, характера и величины межмолекулярных сил, строения тканей и др.
Под действием тепла и влаги в процессе деформации ткани может происходить изменение не только грубой, но и тонкой структуры волокон ткани. Следовательно, при формовании необходимо учитывать формовочную способность тканей в условиях ВТО.
В зависимости от формы, которую необходимо получить, растяжение или сжатие ткани производится вдоль нитей основы или утка или под углом к ним.
Приложение деформирующих сил вдоль одной из систем нитей вызывает изменение их фазовой структуры, а при определенной нагрузке может вызвать удлинение ткани. Принудительная усадка в направлении нитей основы и утка обеспечивает сжатие одних и вытягивание других нитей, т. е. образуются глубокие волны, вызывающие местное утолщение сутюживаемых участков.
Исследования показали, что при одинаковых напряжениях величина деформации ткани (е0 и еу —деформация соответственно по основе и утку) зависит от направления действия сил и вида ткани. Эта деформация обеспечивается в основном за счет подвижности ткани, т. е. поведения грубой структуры. При этом достичь требуемой деформации можно при сравнительно малых напряжениях. Особенно хорошо формуются ткани малоплотные, с длинными перекрытиями, без начеса и спецотделок, так как в них ввиду небольшой площади контактов между нитями возникает незначительное тангенциальное сопротивление.
Полученная путем перекоса нитей деформация ткани сама по себе является неустойчивой. Для закрепления полученной формы требуется увеличить площадь контакта нитей, произвести перестройку и закрепление химических связей между макромолекулами. Это достигается путем приложения механических усилий рабочих органов оборудования, разрушения и удаления к концу ВТО избытка влаги и перевода полимера волокон в исходное (до обработки) состояние благодаря" охлаждению ткани. По данным МТИЛПа в этом случае обеспечивается закрепление угла перекоса нитей основы и утка на уровне 10—15°.
|
|
|
Формовочную способность тканей, по предложению Е. А. Ивановой, можно оценить по коэффициенту формуемости, который характеризуется углом отклонения нитей под действием груза, равного 10 Н, прикладываемого под разными углами к нитям основы и утка. Вдоль нитей коэффициент формуемости равен нулю. Ориентировочно коэффициент формуемости можно определить по номограмме, зная коэффициент поверхностного заполнения ткани А, %, и количество нитей в раппорте В. Отмечая на шкалах А и В соответствующие значения и соединяя полученные точки прямой, на шкале С находим удлинение ткани под углом 45° при нагрузке, равной 10 Н. Этот показатель и характеризует формовочную способность тканей. Устойчивость угла перекоса нитей ткани после ВТО можно оценить коэффициентом устойчивости.

где αк — угол перекоса ткани в конце обработки после разгрузки; его измеряют прозрачным транспортиром;
αн — начальный угол перекоса между нитями ткани.
При выполнении второй группы операций требуется изменить толщину материала за счет значительных деформирующих усилий без заметных изменений линейных размеров ткани. Возможности в изменении толщины ткани заложены в ее структуре, так как 50—80% ее объема составляет воздух.
При изучении процесса сжатия деталей из ткани в процессе ВТО чаще всего определяют полуцикловые неразрывные характеристики, в частности относительную деформацию сжатия, %.

где hн и hк — соответственно начальная и конечная толщина ткани до и после ВТО. Исследования показали, что прямолинейная зависимость величины сжатия от давления отсутствует. По данным проф. А. Н.Соловьева, эта зависимость носит гиперболический характер.
Эта зависимость существенно изменится при воздействии на материал тепла и влаги. Предварительная подготовка материала к деформации (прогрев и пластификация волокон) позволяет достичь требуемой деформации при напряжении, на 25% меньшем, чем расчетное.
|
|
|
Влажно-тепловую обработку считают хорошо выполненной, если толщина края в изделиях из тканей костюмной группы составляет ½, а пальтовых — 2/з толщины всех слоев ткани. Измерить толщину тканей можно текстильным толщиномером
Контрольные вопросы:
1. Для каких операций используется влажно-тепловая обработка швейных изделий?
2. Какие параметры влажно-тепловой обработки возможно изменять?
3. В какой последовательности выполняется влажно тепловая обработка?
4. Какие требования предъявляются к операциям ВТО?
5.Какие способы влажнотепловой обработки вам известны?
6. К чему может привести превышение температуры (вышедопустимой) обрабатываемой поверхности материала при влажно-тепловой обработке?
7.Какие типы утюгов вам известны и по каким признакам они отличаются?
Задание на СРС
1. Оборудование для ВТО с электромеханическим приводом. Пресса МП-2, CS-311. Устройство, принцип действия, отличия.
2.. Оборудование для ВТО с пневматическим приводом. Пресса ПЛПм, ПСЦ, ППУ-1. Назначение, устройство, отличия.
3. Оборудование для ВТО с гидравлическим приводом. Пресса ГП-25, ГПД-5, ПГУ- 1. Назначение, устройство, отличия.
4. ВТО швейных изделий. Виды теплоносителей.
5. Классификация оборудования. Устройство гладильных подушек прессов.
Домашнее задание:
1. Изучить технические условия использования оборудование для ВТО
2. Изучить устройство, принцип действия, отличия. Пресса МП-2, CS-311
3. Изучить методику для ВТО с пневматическим приводом
Литература:
1. Кузмичев В.Е. Оборудование ВТО Справочник М. 2001
2. Кузьмичев В.Е. Оборудование для влажно-тепловой обработки одежды.
Справочник. − М.: Изд. ООО «В Зеркале», 2004.
3. Суворова О.О. Швейное оборудование. Учебное пособие. – Ростов н/Д.:Феникс, 2005. – 368 с
4. Ивашкевич, Е. М. Методы соединения деталей одежды и ее влажно-тепловая обработка: курс лекций / Е. М. Ивашкевич, Н. П. Гарская, Р. Н.Филимоненкова. – Витебск: УО «ВГТУ», 2006. – 114 с.
Практическое занятие № 9
|
|
|
