 |


ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
|
|
|
|
Технология машиностроения
ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
МДК.03.01. Реализация технологических процессов изготовления деталей
Задание 1.
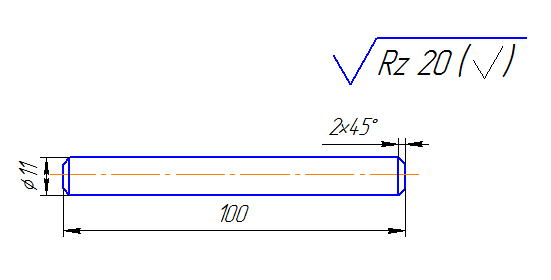
Изготовление детали типа «ВАЛ» в соответствии с чертежом
Содержание компетентностно-ориентированного задания:
1. Проверить оборудование на подготовку к работе;
2. Рассчитать режимы резания;
3.Выполнить.технологию.обработки. 4. Контроль качества.
Исходные данные:
1. эскиз детали;
2. Материал: сталь 10;
3.Фзаг15мм, длина - 110мм;
4.Обработку детали типа «ВАЛ» выполнять:
- отрезным резцом,, режущая пластина марки ВК-8; - проходным прямым резцом, режущая пластина марки Т15К6
- используя центровочное сверло
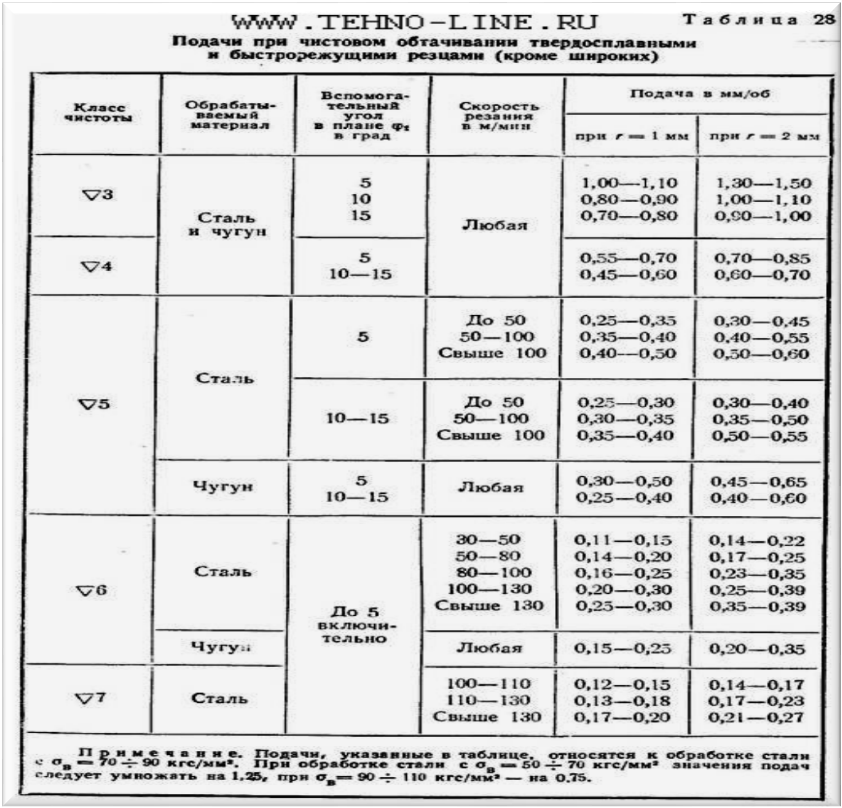
5. Таблица подачи при черновом обтачивании;
6. Таблица подачи при чистовом обтачивании
7. V = п*D*n/1000 м/мин,
где, D – наибольший диаметр заготовки (при токарной обработке);
n - частота вращения заготовки об/мин.
Рисунок 1. Эскиз детали.
| Технологическая карта | ||
| № | Наименование операций | Оборудование и инструмент |
| Установить заготовку в патрон | Токарно-винторезный станок | |
| Установить режимы резания | Справочники, таблицы | |
| Подрезать торец | Токарно-винторезный станок, проходной прямой резец | |
| Зацентровать заготовку с одной стороны | Токарно – винторезный станок, центровочное.сверло, сверлильный патрон с конусным хвостовиком | |
| Переустановить заготовку с вылетом из патрона станка не менее 105мм | Токарно-винторезный станок | |
| Выполнить черновую обработку глубиной резания t=2мм за один проход Ф13мм | Проходной прямой резец, режущая пластина марки Т15К6, штангенциркуль ШЦ I | |
| Выполнить чистовую обработку глубиной резания t=1мм за два прохода Ф11мм | Проходной прямой резец, режущая пластина марки Т15К6, штангенциркуль ШЦ I | |
| Точить фаску 2х45 начисто | Проходной прямой резец, режущая пластина марки Т15К6, штангенциркуль ШЦ I | |
| Выполнить отрезание заготовки в размер l =100мм | Отрезной резец, режущая пластина марки ВК-8 | |
| Переустановить заготовку в патроне, точить фаску 2х45 начисто | Токарно-винторезный станок проходной прямой резец, режущая пластина марки Т15К6, штангенциркуль ШЦ I | |
| Контролировать размеры детали | Штангенциркуль ШЦ I, линейка | |

|
|
|
|
На всех операциях соблюдать технику безопасности.
Решение задания 1.
1.Определение глубины резания:
t = D – d / 2 в мм
где, D - наибольший диаметр касания вершины резца с деталью, 15мм
d – наименьший диаметр касания вершины резца с деталью,13 мм
t = 1,5мм.
2. Скорость резания:
V = п*D*n/1000 = D*n/320 м/мин
где, D – наибольший диаметр заготовки (при токарной обработке)
n - частота вращения заготовки об/мин,принимаем 315 об/мин
V= 15 х315/320 = 14,77м/мин
глубина резания = 0,5-2,0 мм, для шероховатости поверхности при Rz.
от 10до 20.
3.Подачу выбирают из нормативных таблиц в зависимости от марки ма-.
териала, размеров заготовки, и выбранной глубины.
4.Опредеяем частоту вращения по формуле n= 1000*V/п*D = 320V/D
320х14,77/15= 315,1об/мин
Принимаем частоту вращения согласно паспорта станка 315 об/мин
ОЦЕНКА ВЫПОЛНЕНИЯ
компетентностно-ориентированного задания 1.
«Изготовление детали типа «ВАЛ» в соответствии с чертежом»
для контроля уровня сформированности профессиональных компетенций в рамках освоения профессиональных модулей
по
ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
МДК.03.01. Реализация технологических процессов изготовления деталей
|
|
|
специальность
Технология машиностроения
| Номер задания | Содержание задания | Критерии оценивания | Максимальный балл за выполнение задания |
| Установить режимы резания подача 0,4-0,5мм/об | - согласно формул | ||
| Установить заготовку в патрон | -согласно техн. процесса | ||
| Подрезать торец | Согласно техн.процесса - соблюдение безопасных условий труд | ||
| Зацентровать заготовку | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Переустановить заготовку с вылетом из патрона станка не менее 105мм | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Выполнить черновую обработку глубиной резания t=2мм за один проход Ф33мм | Согласно техн.процесса - соблюдение безопасных условий | ||
| Выполнить чистовую обработку глубиной резания t=1мм за два прохода Ф32мм | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Точить фаску 2х45 начисто | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Выполнить отрезание заготовки в размер l=100мм | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Переустановить заготовку в патроне, точить фаску 2х45 начисто | Согласно техн.процесса - соблюдение безопасных условий труда | ||
| Контролировать размеры детали | Соблюдение точности размеров, согласно чертежа | ||
| Максимальное количество баллов - 47 баллов Отметка «2» - меньше 30 баллов Отметка «3» -30 – 35 баллов Отметка «4» - 36– 41 баллов Отметка «5» - 42– 47 баллов Количество баллов, сниженных за ошибки, допущенные при выполнении задания: 1. Не соответствие формулы – 3 балла; 2. ошибка при выполнении тех.процесса – 2 балла; |
Таблица проверки качества выполнения задания
| Операции | Максимальный балл | Сумма сниженных баллов | Итого за операцию |
| - согласно формул | |||
| -согласно техн. процесса - соблюдение безопасных условий труда | |||
| -согласно техн. процесса - соблюдение безопасных условий труда | |||
| -соласно техн. процесса - соблюдение безопасных условий труда | |||
| Согласно техн.процесса - соблюдение безопасных условий труд | |||
| Согласно техн.процесса - соблюдение безопасных условий труда | |||
| Согласно техн.процесса - соблюдение безопасных условий труда | |||
| Согласно техн.процесса - соблюдение безопасных условий труда | |||
| Согласно техн.процесса - соблюдение безопасных условий труда | |||
| Согласно техн.процесса - соблюдение безопасных условий труда | |||
| Соблюдение точности размеров, согласно чертежа | |||
| ИТОГО: | |||
Технология машиностроения
|
|
|
ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
|
|
|
