 |


ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
|
|
|
|
МДК.03.02. Контроль соответствия качества деталей требованием технической документации.
Задание 10.
Определение размеров с числовыми допусками
Содержание компетентностно-ориентированного задания:
1. Выполнить эскиз обрабатываемой детали;
2. Определить обрабатываемые конструктивные элементы А.Б,К,С,О;
3. Перевести буквенные обозначения допусков в цифровые значения и оформить результат перевода в виде таблицы;
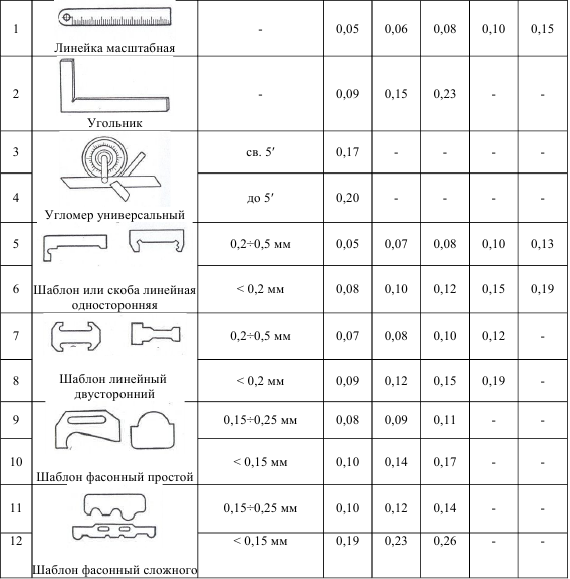
4. Определить средства измерения и контроля после обработки каждого конструктивного элемента А,Б,К,С,О.
Исходные данные:
1.
| Размеры детали | Число отверстий n | |||||||||||||
| А | Б | К | С | О | ||||||||||
| Номинальный размер, мм | Поле допуска | Rz, мкм | Номинальный размер, мм | Поле допуска | Ra, мкм | Номинальный размер | Поле допуска | Ra, мкм | Номинальный размер | Поле допуска | Rz, мкм | Номинальный размер | Поле допуска | |
| H10 | H9 | 2.5 | H10 | 2.5 | Js15 | Js15 |
2.
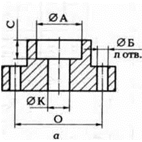
Рис.1 Обрабатываемые поверхности детали
3. 



Решение задания 10.
1. Эскиз детали
2. обрабатываемые конструктивные элементы А.Б,К,С,О;
3. Перевести буквенные обозначения допусков в цифровые значения и оформить результат перевода в виде таблицы
| Обозначение размера на рис. 1 | Номинальное значение размера, мм | Буквенное обозначение допуска | Значения отклонений, мкм | Значения отклонений, мм | Размер с числовым допуском, мм |
| А | Н10 | +70 | +0,070 | 16+0.07 | |
| Б | Н9 | +36 | +0,036 | 10+о.озб | |
| К | Н10 | +70 | +0,070 | 12+0.07 | |
| С | jsl5 | ±290 | ±0,290 | 10 ± 0,29 | |
| О | jsl5 | ±1000 | ±1,000 | 50 1 |
4.Определить средства измерения и контроля после обработки каждого конструктивного элемента А,Б,К,С,О.
|
|
|
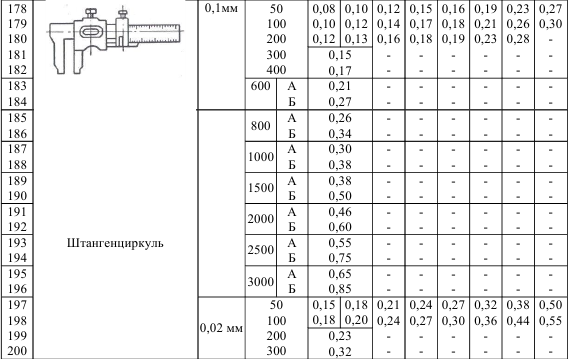
Поверхность А измеряют штангенциркулем с точностью измерения 0.02мм
Поверхность Б измеряют пробкой пневматической (Солекс)
Поверхность К измеряют калибром пробкой
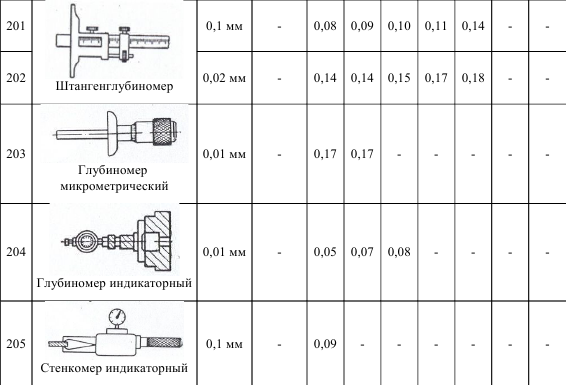
Поверхность С измеряют штангенглубинометр с точностью 0.1мм
Поверхность О измеряют штангенциркулем с точностью измерения 0.02мм
Карта решений
Таблица 4.1 - Перевод буквенных обозначений допусков в цифровые значения
| Обозначение размера на рис. 1 | Номинальное значение размера, мм | Буквенное обозначение допуска | Значения отклонений, мкм | Значения отклонений, мм | Размер с числовым допуском, мм |
| А | |||||
| Б | |||||
| К | |||||
| С | |||||
| О |
ОЦЕНКА ВЫПОЛНЕНИЯ
компетентностно-ориентированного задания 10.
«Определение размеров обрабатываемых поверхностей с числовыми
Допусками»
для контроля уровня сформированности профессиональных компетенций в
рамках освоения профессиональных модулей
по
ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и
Осуществления технологического контроля.
МДК.03.02. Контроль соответствия качества деталей требованием технической
Документации.
специальность
Технология машиностроения
| Номер задания | Содержание задания | Критерии оценивания | Максимальный балл за выполнение задания |
| Выполнить эскиз обрабатываемой детали Определить обрабатываемые конструктивные элементы А.Б,К,С,О Перевести буквенные обозначения допусков в цифровые значения и оформить результат перевода в виде таблицы Определить средства измерения и контроля после обработки каждого конструктивного элемента А,Б,К,С,О | - соответствие пропорций геометрических размеров; - соответствие обрабатываемых конструктивных элементов заданным; - соответствие значения отклонений поверхностей, мкм буквенным обозначениям допускам; - соответствие значения отклонений поверхностей, мм буквенным обозначениям допускам; - соответствие значения размеров с числовым допуском, мм буквенным обозначениям допускам; - соответствие средств измерения и контроля размерам с заданным числовым допуском - А - Б - К - С - О | ||
| Максимальное количество баллов - 39 балла Отметка «2» - меньше 11 баллов Отметка «3» - 11 - 21 балла Отметка «4» - 21 – 30 балла Отметка «5» - 30 - 39 баллов Количество баллов, сниженных за ошибки, допущенные при выполнении задания: 1. Низкое качество выполнения эскиза детали – 3 балла 2. Арифметическая ошибка при расчёте – 3 балла 3. Ошибки при переводе допусков в цифровые значения – 2 балла 4. Несоответствие точности выбранного средства измерения и контроля обрабатываемой поверхности – 3 балла |
Таблица проверки качества выполнения задания
|
|
|
| Операции | Максимальный балл | Сумма сниженных баллов | Итого за операцию |
| соответствие пропорций геометрических размеров | |||
| соответствие обрабатываемых конструктивных элементов заданным | |||
| соответствие значения отклонений поверхностей, мкм буквенным обозначениям допускам | |||
| соответствие значения отклонений поверхностей, мм буквенным обозначениям допускам | |||
| соответствие значения размеров с числовым допуском, мм буквенным обозначениям допускам | |||
| соответствие средств измерения и контроля размерам с заданным числовым допуском - А - Б - К - С - О | |||
| Итого: |
|
|
|
