 |


Разработка системы автоматизации
|
|
|
|
Автоматизация производства РЭС – комплекс мероприятий по разработке прогрессивных технологических процессов и проектированию на их основе высокопроизводительного автоматизированного технологического оборудования, осуществляющего рабочие и вспомогательные процессы без непосредственного участия человека.
Цель автоматизации производства РЭС – повышение производительности труда, улучшение качества продукции, экономия материальных ресурсов, рост коэффициента использования оборудования, улучшение условий труда и безопасности работы, повышение оперативности управления объектом и технологического уровня производства.
Основные направления автоматизации основного производства РЭС реализуются по типовым технологическим процессам: автоматизация заготовительных процессов, вспомогательных операций (настроечно-регулировочных, конторльно-проверочных); автоматизация инструментального производства, погрузочно-разгрузочных, транспортно-складских работ.
Автоматизация процессов производства РЭС происходит в три этапа:
— создание и внедрение автоматов (автоматизируются рабочие циклы отдельных операций);
— создание и внедрение автоматических линий (автоматизируются отдельные классы ТП на основе организации системы автоматов);
— создание и внедрение автоматических комплексов (автоматизируются цеха и заводы).
Но следует отметить, что применение автоматизации технологических процессов производства РЭС является рентабельным лишь в условиях массового производства. Это происходит по тому, что при производстве единицы продукции закупка дорогостоящих автоматических и автоматизированных линий попросту не окупится. Такое производство заранее обречено на вымирание.
|
|
|
В дипломном проекте рассматривается производство блока автоматизированного управления связью. Данное изделие разрабатывается и производится в ТНИИР «ЭФИР». Спецификой данного производства является то, что изделие производится единицами в год. Поэтому о применении, каких либо систем автоматизации речь не идет в принципе, из-за экономической не рентабельности.
Рассмотрим случай, когда данный блок автоматизированного управления связью взят для массового производства. В данном случае можно рассматривать вопрос о применении автоматизации.
Рассмотрим установку для присоединения выводов с применением ультразвуковой сварки с продольно поперечными колебаниями. Схема установки приведена на рисунке 4.1.
Ультразвуковая микросварка – это соединение металлов в твердом состоянии путем возбуждения в свариваемых деталях упругих колебаний ультразвуковой частоты при одновременном создании давления.
Преимуществами такой микросварки являются отсутствие нагрева свариваемых деталей; малое время сварки; возможность сварки разнородных и трудно свариваемых материалов.
Механизм образования соединения между поверхностями контактируемых компонентов при ультразвуковой сварке определяется следующими факторами:
– пластической деформацией, которая под действие ультразвуковых колебаний ускоряется;
– повышением температуры, происходящим в зоне контакта двух соединяемых тел при поглощении ультразвуковой энергии в результате трения;
– удалением органических пленок, поверхностных окислов в результате действия ультразвуковых колебаний и пластической деформации из зоны контакта;
– в зоне контакта материалов – распределением твердого вещества в результате вязкого трения, вызванного действием объемной самодиффузии и сил поверхностного натяжения.
|
|
|
На конкретном примере рассмотрим ультразвуковую микросварку с постоянным дополнительным подогревом. Такой вид сварки применяется для присоединения выводов к кремниевым мезаструктурам; p-n-переход в них получен диффузией алюминия и располагается на глубине 150 мкм. Малое сопротивление омического контакта в таких структурах достигается высоким легированием поверхностных областей. Допускается возможное проплавление слоя кремния толщиной до 20 мкм, так как слой высоколегированного кремния составляет 25-40мкм.
Присоединяемый вывод представляет собой серебряную ленту, которая гальванически покрыта слоем никеля толщиной 2–5 мкм, а затем слоем золота толщиной 8-10 мкм. Серебро обладает высокой теплопроводностью и вследствие своей пластичности исключает возникновение высоких механических напряжений в контакте с кремнием. Никелевая прослойка препятствует проникновению серебра в сплав золота с кремнием, что повело бы к уменьшению прочности сплава.
Присоединение выводов этим способом осуществляется на установке с применением продольно–поперечных ультразвуковых колебаний (рисунок 1). На нагревательный столик 7, поставленный на микроманипулятор, помещена кассета 6, в которую закладывается вывод, на него кристалл кремния 5 и сверху второй вывод. Игла Æ1–1,5 мм опускается сверху на второй вывод. Давление иглы регулируется при помощи электромагнита. На иглу подают ультразвуковые колебания с частотой 25 кГц. Вокруг иглы располагается спираль нагревателя. Охлаждение производится без выключения нагревателя с помощью обдува холодным воздухом. Это способствует быстрой кристаллизации жидкой фазы, образовавшейся в результате сплавления.
Оптимальный режим присоединения плоских выводов на установке с продольно-поперечными ультразвуковыми колебаниями следующий:
Температура микросварки,°С……………………….……..400
Давление на игле,Н/м2…………………………….…..…..170×105
Время действия ультразвуковых колебаний, с….………..3 — 5
Частота ультразвуковых колебаний, кГц…………….…….25
Следует отметить, что оптимальный режим присоединения выводов выбирают в соответствии с условиями получения соединения максимальной прочности и минимальной глубины сплавления (8 — 10 мкм).
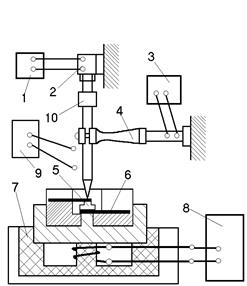
Рис 4.1. Схема установки для присоединения выводов с применением ультразвуковой сварки с продольно-поперечными колебаниями.
На рисунке изображены:
1. Электромагнит;
2. Механизм давления; 5. Кристалл; 8. Нижний нагреватель;
3. Генератор; 6. Кассета; 9. Верхний нагреватель;
4. Магнитостриктор; 7. Нижний столик; 10. блок крепления кассеты.
|
|
|
