 |


Участок отлива слюдобумаги. 1 глава
|
|
|
|
1. Участок первичной обработки слюды.
Термист насыпает из ящика слюду в приемный бункер, откуда она подается транспортером (2) на грохот (3) и далее в конвейерную электропечь (4). Грохот служит для очистки слюды от песка и пыли. В процессе подачи сырья в термопечь обеспечивается очистка его от щепок и мусора вручную. Загрузка слюды регулируется скоростью движения подающего транспортера. При термировании слюды удаляется вода, что приводит к уменьшению связей между плоскостями совершенной спайности. Продолжительность термирования слюды - не менее 15 минут.
Из печи термированная слюда поступает в ударную машину (8), где происходит расщепление кристаллов на слои. Расщепленные пластинки слюды проскакивают в щель между броней и лопастями, подаются на пневмосепарацию и далее на сито-бурат (14). Толщина кристаллов регулируется величиной зазора между лопастями ротора и лопастями брони.
Вентилятор (5) подает слюду в циклон (11), где она оседает и поступает в трубопровод, в котором происходит пневмосепарация, плохо расщепленные кристаллы возвращаются в ударную машину, а кристаллы толщиной менее 2 мм поступают в следующий циклон и далее на сито бурат. Пневмосепарация регулируется шибером перед вентилятором (13). Воздух, который расходуется на пневмотранспорт и пневмосепарацию, очищается от слюдяной пыли в скруббере (7) и выбрасывается в атмосферу.
Сито-бурат (14) представляет собой вращающийся барабан, покрытый сеткой с размером ячеек 3*4 мм. Слюда поступает внутрь барабана, где проходит сортировка ее по площади. Мелкая фракция (класс «-5») проходит сквозь ячейки барабана и поступает в бумажные мешки (15). Деловая слюда (класс «+5») поступает в делитель объемов (16). Содержание мелочи в деловой слюде не превышает 1%.
|
|
|
2. Участок производства слюдяной массы
После сито-бурат деловая фракция поступает в делитель объемов слюды, где происходит разделение общей массы на четыре примерно равных потока, каждый поток слюды по пневмотранспорту подается в осадитель (17). Из осадителя слюда подается в моечные машины непрерывного действия (19). В моечной машине происходит удаление с поверхности слюды загрязнений. Слюда непрерывно через загрузочный лоток поступает во вращающийся перфорированный барабан, погруженный в бак с водой и с помощью ребер лопастей перемещается к выходу, где посредством ковшей выгружается из барабана в лоток и по лотку подается на вибролоток (20) и далее на многовалковый прокатный станок (21).
Прокатные станки служат для расщепления кристаллов слюды по плоскостям совершенной спайности и частичного измельчения по площади за счет вдавливания последней рифлеными валиками в резиновую ленту. В процессе прокатки кристаллы слюды смачиваются водой. В конце транспортирующей ленты прокатанные кристаллы смачиваются водой в течку, соединенную с приемной воронкой дезинтегратора (22).
Мокрые, прокатанные кристаллы слюды через загрузочную трубу попадают в расщепляющую камеру дезинтегратора. Расщепление слюды происходит под действием струи воды, входящей в камеру через сопловое отверстие под давлением. Расщепленные чешуйки слюды поднимаются в классифицирующую часть дезинтегратора и под действием восходящего потока подпиточной воды поднимаются наверх и через переливную трубу транспортируются в сгуститель (25). Нерасщепленные чешуйки слюды снова опускаются в расщепляющую камеру.
В сгустителе происходит повышение концентрации пульпы за счет осаждения слюдяных частиц. Подача пульпы в сгуститель осуществляется через центральный приемник, оборудованный гасителем в виде сеточного рукава. Сгущенная пульпа подается в классификатор непрерывным потоком в нижней части конуса по трубопроводу, называющемуся «гусиной шейкой». Осветленная вода от сгустителей поступает в бак оборотных вод.
|
|
|
В гидравлическом классификаторе (26) происходит выделение из слюдяной пульпы грубых частиц - «хвостов», которые не могут подняться вверх, вследствие малой скорости восходящего потока. Частицы эти опускаются вниз классификатора, откуда через «гусиную шейку» непрерывно сливаются в канализацию. Верхний класс слюдяной пульпы поступает через слив в сгуститель-накопитель (28). Сгуститель-накопитель представляет собой емкость, оборудованную барботирующим устройством периодического действия. При достижении заданного количества пульпы автоматически включается в работу пневматический затвор, герметизирующий накопитель. Затем открывается кран и через отверстия в барботирующее устройство подается сжатый воздух, необходимый для взрыхления слюдяной массы перед ее поднятием наверх в промежуточную емкость (29). После взрыхления кран перекрывается, а барботирующее устройство продолжает работать. В результате того воздух собирается в верхней части накопителя и выдавливает пульпу в промежуточную емкость, в которой производится накапливание слюдяной массы перед загрузкой мешального бассейна. Мешальный бассейн заполняется водой, затем из промежуточной емкости выгружается пульпа, перемешивается и перекачивается в рабочий бассейн.
3. Участок отлива слюдобумаги
Отлив слюдобумаги производится на слюдопластоделательной машине К-1425. Слюдяная пульпа из рабочего бассейна (32) по лотку поступает в напускное устройство машины, где она равномерно распределяется по ширине и через переливной барьер, поступает в ригельную зону (зону осаждения). В ригельной зоне частицы слюды оседают на непрерывно движущуюся по наклонному формовочному столу сетку, образую слой слюдопластовой бумаги. Этот слой удерживается на сетке при выходе из воды благодаря вакууму в отсасывающих ящиках формовочного стола. Далее сетка со слюдобумагой перемещается по вакуум-блоку, где слюдобумага подвергается вакуумированию. В зоне вакуума воздух над блоком нагревается трубчатыми электронагревателями, что способствует лучшему испарению воды. Затем полотно слюдобумаги поступает в сушильную часть, которая разделена на 4 зоны сушки. Сушка производится горячим воздухом, нагретым электрокалориферами. Намотка слюдобумаги производится на накате осевого типа. Слюдобумага после прохождения сушильной части поступает на натяжную станцию, состоящую из параллельно укрепленных на поворотной вилке валов и неподвижно укрепленного вала. Рулоны слюдобумаги, снятые с машины, взвешиваются и проверяются контролером на соответствие требованиям ТУ.
|
|
|
Как видно из таблицы 2.1.1, отходы, подлежащие переработке, находятся в отстойнике в водной среде. Эти отходы представляют собой пульпу - смесь воды и пластинок слюды, размером до 30-40 мм. Массовая влажность отходов, находящихся в отстойнике и поступающих на дальнейшую переработку, равна примерно 50-60%, т.е. на 2 тонны слюдяной пульпы, поступающей в отстойник в сутки от основного производства слюдопластовой бумаги, приходится примерно 1 т воды и 1 т слюды. Остальные отходы реализуются другими предприятиями, например, слюда мелкой фракции (класс «-5»). На свалку вывозится только мелкая загрязненная слюда класс «-4», дальнейшее применение которой пока что невозможно на данном предприятии. Отходы производства можно переработать в пористый наполнитель для бетона, например. Но так как в данном производстве слюдопластовой бумаги слюда не подвергается химической деструкции и не загрязняется химикатами, из отходов можно получить более качественный продукт - слюду мокрого помола по ГОСТ 19571-74, 19572-74, 19573-74, ТУ 5725-011-13187253-97, применяемую в качестве добавок в лаки, краски, шпаклевки, жидкие обои, в качестве наполнителя в пластмассу, для производства резины и др.
Таблица 2.1.1 Отходы производства, их использование
| Наименование отходов | % отходов | Местообразование отходов | Использование отходов |
| Мелкая загрязненная слюда (класс «-4») | 3 | Грохот | Вывоз на свалку |
| Слюда крупная толщиной более 2 мм | 2 | Пневмосепарация | Подача в термопечь |
| Слюда мелкой фракции (класс «-5») | 12 | Сито-бурат | Реализация другими предприятиями |
| Слюда (класс «-5») в оборотной воде | 8 | Моечная машина | В отстойник |
| Нерасщепленная слюда | 4 | Дезинтегратор | В отстойник |
| Слюда в оборотной воде | 9-11 | Сгуститель-осадитель, сгуститель-накопитель | Подается с оборотной водой в дезинтеграторы, моечные машины |
| Укрупненные частицы слюды (хвосты) | 8 | Классификатор | В отстойник |
| «Мика» в отходящей воде | 13-14 | Слюдопласто-делательная машина | В отстойник |
| Кромка, обрывы слюдобумаги | 5-6 | Накат | Барботер отходов, затем промежуточная емкость |
|
|
|
2.3 Продукт переработки отходов - молотая слюда флогопит
Как говорилось раньше, слюдопластовая бумага производится из флогопита, поэтому продуктом переработки отходов является молотая слюда флогопит по ГОСТ 19571-74, 19572-74, 19573-74 - порошок с размером частиц до 315 мкм. Слюда флогопит является представителем группы слюд алюмосиликатов щелочных и щелочноземельных металлов. Для слюды характерна высокая электрическая и механическая прочность, термическая и химическая стойкость, гибкость, упругость, прозрачность. В таблице 2.2.1 представлен химический состав слюды флогопит.
Таблица 2.2.1 Химический состав флогопита (%):
| SiO2 | 37-41 |
| Al2O3 | 12-14 |
| Fe2O | 6,5-7 |
| MgO | 24-26 |
| K2O | 9-11 |
| TiO2 | 0,8-2 |
| Na2O | 0,4-0,7 |
Физические свойства слюды флогопит:
· удельная теплоемкость: 0,87∙10-3 Дж/кг∙К;
· твердость: 2  3 (по шкале Мооса);
3 (по шкале Мооса);
· плотность: 2670 2730 кг/м3;
· удельное объемное сопротивление: (1,7 6,8)∙1012 Ом∙мм;
· пробивное напряжение: 4,2 4,6 кВ при частоте 50 ГЦ;
· термостойкость: линейное увеличение толщины 29 169 % при нагревании до 750 градусов Цельсия;
· тангенс угла диэлектрических потерь: 0,0034 0,0147 при частоте 50 кГц.
Технические требованияк порошку слюды флогопит 315:
· массовая доля остатка на сетке № 2 - отсутствует;
· массовая доля остатка на сетке № 0315 - не более 6,0 %;
· массовая доля остатка на сетке № 0125 - не более 50,0 %;
· массовая доля частиц, проходящих через сетку № 0063 -
не более 55,0 %;
· массовая доля пустой породы - не более 5 %;
· массовая доля влаги - не более 3,0 %;
· массовая доля Si2O- не более 40,0 %;
· массовая доля FeO3- не более 7,5 %;
· массовая доля Al2O3- не более 15,0 %;
· массовая доля MgO - не менее 20,0 %;
· массовая доля (K2O и Na2O) - не менее 8,0 %;
· массовая доля SO3 - не более 0,1 %;
· массовая доля P2O5 - не более 0,1 %;
· насыпная масса - не более 0,5 г/см3.
Данные качественные показатели вырабатываемой продукции определяют технологию производства, а с учетом заданной производительности, равной 1 тонне порошка в сутки, и основные конструктивные параметры оборудования. Из слюдяной пульпы со средним размером частиц, равным 20 мм и влажностью 50 процентов необходимо получить продукт - порошок с размером частиц до 315 мкм и влажностью не более 3%. На рисунке 2.3.1 изображена схема материального баланса производства молотой слюды флогопит с размером частиц до 315 мкм. Отходы от производства слюдопластовой бумаги подлежат измельчению и сушке с предварительным отжимом в центрифуге. Таким образом, целью настоящей дипломной работы является разработка установки, позволяющей осуществить технологический процесс по переработке отходов, образующихся при производстве слюдопластовой бумаги, в материал с заданными качествами.
|
|
|
 |
влажная слюда - 2 т/сут
влажность - 50 %
размер частиц - 20 мм
 |
влажная слюда - 2 т/сут
влажность - 50 %
размер частиц - 315 мкм

 влажная слюда - 1,43 т/сут
влажная слюда - 1,43 т/сут
влажность - 30 %
размер частиц - 315 мм
 |
слюда - 1 т/сут
влажность - 1 %
 размер частиц - 315 мм
размер частиц - 315 мм
|
Рисунок 2.3.1. Материальный баланс производства молотой слюды
2.4 Измельчение
Измельчением называют процесс разрушения кусков твердого материала при критических внутренних напряжениях, создаваемых в результате какого-либо нагружения и превышающих соответствующий предел прочности. Напряжения в материале могут создаваться механическим нагружением, температурными воздействиями, ультразвуковыми колебаниями и др. Наибольшее применение в современном производстве имеют механические способы измельчения. Измельчение делят на дробление и помол, а машины, применяемые для этих целей, называются дробилками и мельницами. В зависимости от размеров частиц продукта (конечного размера частиц dк) различают следующие виды измельчения: дробление крупное (dк = 100  350 мм), среднее (dк = 40 100 мм), мелкое (dк = 5 40 мм), помол грубый (dк = =0,1 5 мм), средий (dк = 0,05 0,1 мм), тонкий (dк = 0,001 0,05 мм), сверхтонкий (dк < 0,001 мм).
350 мм), среднее (dк = 40 100 мм), мелкое (dк = 5 40 мм), помол грубый (dк = =0,1 5 мм), средий (dк = 0,05 0,1 мм), тонкий (dк = 0,001 0,05 мм), сверхтонкий (dк < 0,001 мм).
Основной характеристикой процесса измельчения является степень измельчения, которая определяется соотношением средневзвешенных размеров частиц материала до (dн) и после (dк) измельчения:
i = dн/dк,
i = 20/0,315  65.
65.
Степень измельчения отражает технологию и определяет параметры измельчителей. Таким образом, необходимо подобрать аппарат, способный обеспечить степень измельчения, равную 65. Степень измельчения, достигаемая на одной машине, для большинства видов дробильного оборудования не превышает 5 50. Поэтому для обеспечения больших степеней измельчения необходимо применить несколько стадий дробления. В то же время следует отметить, что увеличение стадий измельчения приводит к переизмельчению материала и увеличению эксплуатационных затрат. Поэтому процесс измельчения следует осуществлять, исходя из условия обеспечения минимального числа стадий дробления. Кроме того, необходимо учесть, что измельчаемый материал представляет собой пульпу, т.е. аппарат должен обеспечивать мокрое измельчение.
Рассмотрим возможность применения различных видов используемого в промышленности оборудования для проведения мокрого измельчения с i = 65.
Щековые и конусные дробилки применяют для крупного и среднего дробления различных материалов во многих отраслях народного хозяйства. По технологическому назначению их делят на дробилки: крупного дробления, обеспечивающие степень измельчения i = 5 8; среднего и мелкого дробления (степень измельчения i = 20 50). Вышеперечисленные аппараты не могут обеспечить требуемую степень измельчения в одну стадию.
Валковые дробилки применяют для среднего и мелкого дробления материалов высокой и средней прочности, а также для измельчения пластичных и хрупких материалов. Процесс измельчения осуществляется непрерывно при затягивании кусков материала в суживающееся пространство между параллельно расположенными и вращающимися навстречу друг другу валками. Валковые дробилки также не способны обеспечить требуемую степень измельчения.
Выше были рассмотрены дробилки, разрушающие материал сжатием, рассмотрим дробилки ударного действия. В измельчителях ударного действия измельчение материала осуществляется под действием ударных нагрузок, которые могут возникать при взаимном столкновении частиц измельчаемого материала, столкновении частиц материала с неподвижной поверхностью, столкновении материала и движущихся рабочих органов машин. К дробилкам ударного действия относятся роторные и молотковые дробилки, а также пальцевые измельчители. Дробилки ударного действия применяют для измельчения малоабразивных материалов средней и низкой прочности (известняков, мела, гипса, калийных руд и др.). Они обеспечивают степень измельчения i = 15 20, и лишь в отдельных случаях до i = 50.
Таким образом, осуществить необходимый технологический процесс способны лишь аппараты для помола. Среди них можно выделить барабанные, вибрационные и струйные мельницы. При проектировании схем измельчения любых материалов необходимо соблюдать принцип «не измельчать ничего лишнего», поскольку переизмельчение приводит к излишнему расходу энергии, снижению производительности и росту износа дробилок и мельниц. Поэтому нецелесообразно применять в данном производстве молотой слюды вибрационную и бисерную мельницы, которые способны произвести помол слюды до 5 мкм.
Наиболее оптимальным является использование барабанной мельницы. Она способна обеспечить степень измельчения до 100. Достоинствами барабанных мельниц являются простота конструкции и удобство в эксплуатации. Кроме того, существуют конструкции барабанных мельниц мокрого помола.
Схема процесса измельчения материала в барабанной мельнице показана на рисунке 2.4.1. При вращении полого барабана смесь измельчаемого материала и мелющих тел (шаров или стержней) сначала движется по круговой траектории вместе с барабаном, а затем, отрываясь от стенок, падает по параболической траектории. Часть смеси, расположенная ближе к оси вращения, скатывается вниз по слоям смеси. Измельчение материала происходит в результате истирания при относительном движении мелющих тел и частиц материала, а также вследствие удара.

Рисунок 2.4.1. Схема рабочего процесса в барабанной шаровой мельнице
Режим движения мелющих тел в барабане, от которого зависит эффективность помола, определяется его угловой скоростью ω. При небольшой угловой скорости загрузка (мелющие тела и измельчаемый материал) циркулирует в нижней части барабана (рисунок 2.4.2), поднимаясь по концентрическим круговым траекториям на некоторую высоту и затем скатываясь параллельными слоями вниз. Такой режим работы называют каскадным.
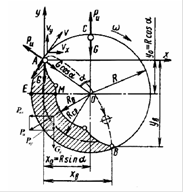
Рисунок 2.4.2. Схема для расчета параметров шаровой барабанной мельницы
При большей скорости центробежная сила инерции Ри превысит составляющую G∙cosα силы тяжести G шара, и последний не будет отрываться от стенки барабана даже в верхней точке C, т.е.
m∙ω2∙R > m∙g,(2.4.1)
где m - масса шара, кг.
Откуда критическая угловая скорость вращения барабана будет равна:
ωк =  , (2.4.2)
, (2.4.2)
где R - радиус внутренней поверхности барабана, м.
Большей эффективностью помола характеризуется водопадный режим движения шаров. Он реализуется при частоте вращения барабана меньше критической. При этом шары поднимаются, например, в точку А (рисунок 2.4.2), а затем, отрываясь от стенок, свободно падают по параболическим траекториям. Измельчение материала происходит под воздействием удара, а также, частично, раздавливания и истирания.
Для определения условия отрыва и свободного полета шара массой m рассматриваем его как материальную точку, на которую действуют лишь массовые силы. Отрыв шара в точке А от стенки барабана происходит при условии m∙g∙cosα ≥ Pи. Следовательно, условие отрыва и свободного падения, которое можно получить из соотношения m∙g∙cosα ≥ m∙ω2R, имеет вид:
ω ≤  . (2.4.3)
. (2.4.3)
Опыт эксплуатации барабанных мельниц показал, что наиболее рациональным является избирательное измельчение материала, когда крупные частицы измельчаются ударом, а мелкие - истиранием. Следовательно, режим работы мельниц должен обеспечивать чередование ударного режима с истиранием. На практике это реализуется за счет использования для футеровки элементов, обеспечивающих переменный коэффициент сцепления мелющих тел со стенками барабана. [4]
Основными критериями при выборе той или иной конструкции барабанной мельницы являются производительность, природа измельчаемого материала и вид помола - сухой или мокрый. В меньшей степени влияние на выбор оказывает тонина помола.
Шаровые мельницы по виду разгрузки измельчаемого материала делятся на два вида: мельницы с принудительной разгрузкой через решетку и мельницы с центральной разгрузкой через цапфу. Мельницы с разгрузкой через решетку предназначены для получения сравнительно крупного продукта, а мельницы с центральной разгрузкой - более мелкого продукта.
Так как помол, производимый при переработке отходов является грубым (dк= = 0,1 5 мм), то наиболее рационально использовать мельницу с разгрузкой через решетку. Решетку перед разгрузочной цапфой ставят для увеличения производительности шаровой мельницы за счет понижения уровня разгрузки и регулирования степени измельчения при значительных коэффициентах заполнения барабана. Так же решетка служит для удержания в рабочем пространстве барабана шаров и недостаточно размолотого материала. Достаточно измельченный продукт проходит через отверстия решетки, поднимается ее ребрами (лифтерами) и выгружается через разгрузочную цапфу. Разгрузочная решетка мельницы, конструкция которой приведена на рисунке 2.4.3, обычно характеризуется «живым сечением», т. е. суммарной площадью всех отверстий.

Рисунок 2.4.3. Разгрузочная решетка шаровой мельницы: 1 - центральная футеровка; 2 - клинья крепления решетки
В отношении выбора «живого сечения» решеток в литературе не имеется твердых указаний. Так, например, многие специалисты рекомендуют общее «живое сечение» решеток выбирать в 10 раз большим поперечного сечения разгрузочной цапфы. Диаметр цапф мельниц обычно не является параметром ГОСТа, поэтому определение «живого сечения» решеток, как функции нерегламентируемого параметра, следует считать неудачным. Канд. техн. наук Е. Н. Болталов «живое сечение» решетки рекомендует выражать как функцию от диаметра мельницы или от площади поперечного сечения барабана. «Живое сечение» решеток современных мельниц, выпускаемых отечественными и зарубежными заводами, составляет 20 30% площади поперечного сечения барабана. Профиль сечения щелей решеток в большинстве случаев выполняется сопловидной формы с углом расширения в сторону разгрузочной цапфы. Расположение щелей в плоскости решетки определенным образом влияет на производительность мельницы. Экспериментально доказано, что мельницы, оборудованные решетками с щелями, расположенными по хордам, имеют большую производительность по мелким классам и вновь образованной поверхности измельчаемого продукта.
С учетом установки решетки задаемся отношением диаметра к длине барабана мельницы. Правильный выбор длины барабана по отношению к ее диаметру оказывает большое влияние на получение максимальной производительности и на оптимальный расход энергии, т. е. на решающие технико-экономические показатели измельчительного агрегата в целом. Для современных мельниц с разгрузкой через решетку это отношение равно 0,75 1,6. Принимаем это отношение, равным 1.
Применение шаров в качестве мелющих тел обусловлено тем, что стержни способны обеспечить тонину помола лишь до 0,5 мм, что неприемлемо для настоящих требований к степени измельчения слюды.
Загрузочные устройства шаровых мельниц в принципе состоят из двух элементов - питателя той или иной конструкции и загрузочного патрубка цапфы, служащего одновременно ее футеровкой. Оба эти элемента предназначены для транспортирования продукта с уровня загрузки в полость барабана мельницы. Конструкцию и размеры загрузочных устройств выбирают такими, чтобы обеспечить поступление необходимого количества продукта в барабан мельницы и тем самым обеспечивать необходимую скорость загрузки. Скорость загрузки определяется количеством материала, пропускаемого через мельницу в единицу времени. При работе мельницы в открытом цикле она равна производительности по исходному материалу. При работе в открытом цикле количество материала увеличенной крупности, выдаваемого мельницей, возрастает с увеличением скорости загрузки. Низкая скорость загрузки приводит к переизмельчению материала и, следовательно, к понижению производительности и эффективности измельчения по определенному классу. Таким образом, при неудачном выборе параметров питателя или загрузочного патрубка цапфы, может быть снижена производительнсть мельницы. Одним из основных требований, которому должны удовлетворять питатели любой конструкции, является его высокая транспортирующая сила, способная преодолеть все сопротивления движению загружаемого материала. Эти сопротивления движению материала слагаются из сопротивлений движению в спиральном проходе и загрузочном патрубке цапфы, обусловленных трением и зависанием материала, а также из сопротивлений, обусловленных давлением пульпы из внутренней полости барабана мельницы.
Барабанный питатель, конструкция которого приведена на рисунке 2.4.4, представляет собой литую из чугуна или сварную из стали цилиндро-коническую камеру, открытую с обоих концов. Отверстие 2 служит для загрузки и отверстие 3 - для разгрузки материала. Питатель крепится болтами к загрузочной цапфе мельницы. Большее распространение барабанные питатели получили для загрузки на уровне оси мельниц при питании последних крупным сухим исходным материалом. При применении этих питателей отпадает необходимость в устройстве специальной загрузочной коробки, необходимой, например, при применении улиткового питателя.

Рисунок 2.4.4. Барабанный питатель: 1 - крышка питателя; 2 - загрузочное отверстие; 3 - разгрузочное отверстие; 4 - полость
Данный тип питателей трудноприменим в условиях мокрого помола, поэтому рассмотрим другие конструкции. Улитковый питатель, конструкция которого представлена на рисунке 2.4.5, представляет собой конструкцию из одного, двух или трех спиральных черпаков.
|
|
|
