 |


Перечислите признаки технологичности конструкции детали класса валов.
|
|
|
|
3.4.1. Наличие у ступенчатых валов больших перепадов диаметров ступеней, расположение ступенчатых поверхностей с убыванием диаметра к середине, доступность всех обрабатывающих поверхностей для механической обработки, возможность применить для изготовления детали исходную заготовку прогрессивного вида, которая по форме и размерам близка к форме и размерам готовой детали, возможность применить для обработки высокопроизводительные методы.
3.4.2. Наличие у ступенчатых валов небольших перепадов диаметров ступеней, расположение ступенчатых поверхностей с убыванием диаметра от середины или одного из концов, возможность применить для обработки высокопроизводительные методы.
3.4.3. Наличие у ступенчатых валов небольших перепадов диаметров ступеней, расположение ступенчатых поверхностей с убыванием диаметра от середины или одного из концов, доступность всех обрабатывающих поверхностей для механической обработки, возможность применить для изготовления детали исходную заготовку прогрессивного вида, которая по форме и размерам близка к форме и размерам готовой детали, возможность применить для обработки высокопроизводительные методы.
3.4.4. Наличие у ступенчатых валов небольших перепадов диаметров ступеней, расположение ступенчатых поверхностей с убыванием диаметра от середины или одного из концов, доступность всех обрабатывающих поверхностей для механической обработки, возможность применить для изготовления детали исходную заготовку прогрессивного вида, которая по форме близка к форме готовой детали.
3.4.5. Наличие у ступенчатых валов перепадов диаметров ступеней, расположение ступенчатых поверхностей с убыванием диаметра от середины или одного из концов, доступность всех обрабатывающих поверхностей для механической обработки, возможность применить для изготовления детали исходную заготовку упрощенного вида.
|
|
|
3.5. Выполнено два варианта конструкции исходной заготовки, полученных литьем, для изготовления корпуса опоры. Требуется установить, какой из вариантовимеет более технологичное конструктивное оформление исходной заготовки.

Рис 7. Конструкция заготовки.
3.5.1. Первый вариант
3.5.2. Второй вариант
3.5.3. Оба варианта
3.5.4. Ни один из вариантов не отвечает условиям технологичности конструкции детали.
Задание 4. Физико-механические свойства конструкционных и инструментальных материалов.
Проверяемые результаты обучения: У2, З4
Текст задания:
4.1. Материал для изготовления детали, работающей под действием знакопеременных нагрузок, выбирается по:
4.1.1. Пределу прочности.
4.1.2. Пределу текучести.
4.1.3. Пределу пропорциональности.
4.1.4. Пределу усталости.
4.1.5. Пределу упругости.
4.2. Свойство металлов перестраивать свою кристаллическую решётку при определенных температурах в процессе нагревания или охлаждения называется:
4.2.1. Анизотропностью.
4.2.2. Аллотропией.
4.2.3. Кристаллизацией.
4.2.4. Перекристаллизацией.
4.2.5. Затвердеванием.
Какой сплав характеризует диаграмма, полученная при испытании на растяжение?
4.3.1. Хрупкий.
4.3.2. Пластичный.
4.3.3. Твердый.
4.3.4. Прочный.
4.3.5. Сверхтвердый.
Какие стали не принимают закалку?
4.4.1. Малоуглеродистые.
4.4.2. Высокоуглеродистые.
4.4.3. Среднеуглеродистые.
4.4.4. конструкционные.
4.4.5. Инструментальные.
Какой метод испытания на твердость нужно применить для определения твердости металлических нитей, искусственных оксидных пленок?
4.5.1. Метод Роквелла.
4.5.2. Метод Виккерса.
4.5.3. Метод Бринеля.
4.5.4. Метод Роквелла и Бринеля.
4.5.5. Метод Роквелла и Виккерса.
|
|
|
Задание 5. Методика проектирования технологического процесса изготовления детали.
Проверяемые результаты обучения: У10, З5.
Текст задания:
Определите последовательность обработки наружной поверхности ступени диаметром 48h7 (обработку шпоночного паза на рассматривать) при условии массового типа производства на обработку детали «Вал - шестерня». Заготовка – штамповка, квалитет 14.
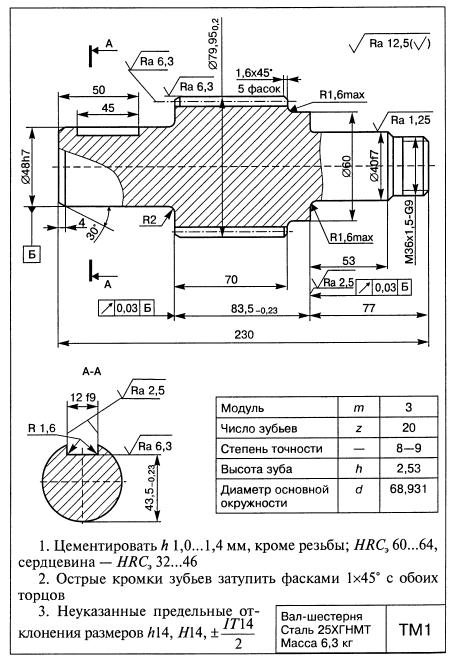
Рис 8. Чертеж детали «Вал-шестерня».
5.1.1. Точение черновое, точение чистовое, точение тонкое.
5.1.2. Точение черновое, точение чистовое
5.1.3. Точение черновое, точение чистовое, шлифование.
5.1.4. Точение получистовое, точение тонкое
5.1.5. Точение, шлифование.
5.2. Определите технологический маршрут обработки отверстия детали «Шестерня». диаметром 190+0,045 при условии серийного типа производства Заготовка – штамповка, квалитет 16.

Рис 8. Чертеж детали «Шестерня».
5.2.1. Растачивание предварительное, растачивание окончательное.
5.2.2. Растачивание предварительное, растачивание окончательное, растачивание фасок с торца детали, шлифование отверстия.
5.2.3. Растачивание черновое, растачивание чистовое, растачивание тонкое.
5.2.4. Растачивание, шлифование отверстия.
Определите последовательность операций в маршрутной карте на обработку детали «Крышка» при определенных условиях: производство – массовое, обрабатываемая поверхность – шейка диаметром 70h8? Заготовка-штамповка. Квалитет заготовки -14.
5.3.1. Точение черновое, точение чистовое, шлифование
5.3.2. Точение черновое, точение чистовое, точение тонкое.
5.3.3. Точение предварительное, точение окончательное.
5.3.4. Точение черновое, точение чистовое

Рис 9. Чертеж детали «Крышка».
Определите последовательность операций в маршрутной карте на обработку поверхности детали «Фланец» при следующих условиях: производство - мелкосерийное, обрабатываемая поверхность – отверстие диаметром 30Н7, заготовка – прокат, квалитет поверхностей заготовки – 16.
5.4.1. Растачивание черновое, растачивание чистовое, растачивание тонкое
5.4.2. Растачивание черновое, растачивание чистовое, шлифование
5.2.3. Рассверливание, зенкерование, развертывание,
5.4.4. Рассверливание, зенкерование, шлифование.
|
|
|
5.4.5. Сверление, рассверливание, зенкерование, развертывание, шлифование

Рис 10. Чертеж детали «Фланец».
Определите последовательность технологических переходов обработки отверстия детали «Корпус» при условиях: производство - мелкосерийное, обрабатываемая поверхность – отверстие диаметром 24Н7, заготовка – литье, квалитет – 16.

Рис 11. Чертеж детали «Корпус».
5.5.1. Сверление отверстия, зенкерование отверстия, развертывание отверстия.
5.5.2. Сверление отверстия, зенкерование отверстия, развертывание отверстия, шлифование отверстия.
5.5.3. Сверление отверстия, развертывание отверстия.
5.5.4. Сверление отверстия, зенкерование отверстия, шлифование отверстия.
5.5.5. Сверление отверстия, шлифование отверстия.
|
|
|
