 |


Схема базирования цилиндрических деталей
|
|
|
|

Рисунок 3.18
Для того чтобы точно определить положение валика в пространстве, необходимо задать пять жестких связей – координат, которые лишают валик пяти степеней свободы. Шестая степень свободы – вращения вокруг собственной оси – отнимается у валика координатной, проведенной от поверхности шпоночной канавки или отверстия.
Если координаты заменить призмой, получим схему базирования цилиндрической детали с зажимной силой W.

Рисунок 3.19
Цилиндрическая поверхность валика, несущая четыре опорные точки, называется двойной направляющей базой. Торцовая поверхность валика является опорной базой. Для ориентирования детали в угловом положении необходима вторая опорная база под шпонку или штифт.
При базировании по наружной цилиндрической поверхности в различных самоцентрирующих патронах – эти поверхности так же являются двойными направляющими базами, торец или уступ детали – опорной базой.
Таким образом, установку заготовки на внешнюю цилиндрическую поверхность и перпендикулярную ее оси плоскость производят в опорные призмы, самоцентрирующие патроны. Погрешность базирования при установке в призму зависит от допуска на диаметр цилиндрической поверхности заготовки и от погрешности ее формы. При установке в патроны погрешность базирования зависит только от погрешности формы.
 Установка заготовок на внешние цилиндрические поверхности с пересекающимися осями.
Установка заготовок на внешние цилиндрические поверхности с пересекающимися осями.
Рисунок 3.20
В деталях типа тройников обычно подвергаются обработке торцы и отверстия. Установку этих деталей производят в три узкие призмы поскольку базовая поверхность необработанная. По этой схеме производится установка заготовки на шесть точек, чем обеспечивается полная ориентация заготовки в пространстве. Закрепление осуществляется вертикально приложенной силой.
|
|
|
Обработку с использованием черновых баз стремятся выполнить за одну установку, применяя поворотные приспособления или агрегатные многошпиндельные станки.
 |
Рисунок 3.21
Обработку деталей типа крестовин нередко ведут в приспособлениях с четырьмя узкими призмами. Такую схему надо считать теоретически неверной, так как обеспечить контакт по всем восьми точкам невозможно. Более правильная схема установки – это на три узкие призмы и применить самоустанавливающую опору.
|
 Установка заготовки на внутреннюю цилиндрическую поверхность и перпендикулярную ее оси плоскость.
Установка заготовки на внутреннюю цилиндрическую поверхность и перпендикулярную ее оси плоскость.
Установку заготовок с базированием по отверстию и торцу производят на оправки и пальцы.
Вид оправки выбирается в зависимости от точности выполняемого размера и вида отверстия детали.
Схема базирования коротких цилиндрических деталей (диски, кольца)

Рисунок 3.23
В этом случае торцовая поверхность детали, несущая три опорные точки является установочной базой. Короткая цилиндрическая поверхность несет две опорные точки – двойная опорная база.
 Если имеется шпоночная канавка, то она ограничивает вращение вокруг оси OY. Таким образом, заготовка будет лишена шести степеней свободы.
Если имеется шпоночная канавка, то она ограничивает вращение вокруг оси OY. Таким образом, заготовка будет лишена шести степеней свободы.
Рисунок 3.24
Схема базирования по коническим поверхностям.
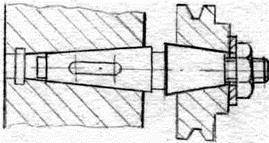
Рисунок 3.25
При установке деталей длинной конической поверхностью, например, в коническое отверстие шпинделя станка, она лишается пяти степеней свободы, так как длинная коническая поверхность является одновременно двойной направляющей и опорной базой. Для ориентирования детали в угловом положении требуется еще одна опорная база под штифт или шпонку.
|
|
|

Рисунок 3.26
При установке детали в центры станка в качестве установочных элементов используют конус с углом 600. Левое центровое отверстие является одновременно двойной опорной и опорной базой, лишает деталь трех степеней свободы; правое – только одной опорной базой, которая лишает заготовку двух степеней свободы. Если необходимо задать точное угловое положение и лишить ее шестой степени свободы – необходима еще одна опорная база. Например, распредвал – при обработке кулачков необходимо задавать точное расположение кулачков относительно копира. Для этого имеется паз, который и задает угловое положение.
Схемы базирования по плоскости и отверстиям с применением установочных пальцев.
Эти схемы базирования можно разделить на три группы:
1 по торцу и отверстиям;
2 по плоскости, торцу и отверстию с осью, параллельной плоскости;
3 по плоскости и двум перпендикулярным к ней отверстиям.
1 При базировании по торцу и отверстию возможны два случая:
а) основной базой является отверстие;
б) основной базой является торец.
 Рисунок 3.27
Рисунок 3.27
В случае, когда за основную базу требуется применять торец детали, установочные пальцы должны выполняться низкими; когда за основную базу принимается отверстие – установочный палец должен быть высоким.
|
|
|
