 |


Типовые конструкции гладких цилиндрических обечаек (корпусов аппаратов).
|
|
|
|
ГОСТ 14249-80 определяет следующие конструкции гладких цилиндрических обечаек:
· – с фланцем или с плоским днищем;
· – с жесткими внутренними перегородками;
· – с рубашкой на нижней части аппарата;
· – с рубашкой в средней части аппарата;
· – с неотбортованной сферической крышкой и коническим днищем;
· – с отбортованной эллиптическим и коническим днищами.
Обечайки с кольцами жесткости
При расчетах длинных обечаек, работающих под наружным давлением или под вакуумом, толщина стенки часто получается весьма велика, что ведет к увеличению массы и, следовательно, стоимости аппарата.
Для уменьшения толщины стенки при обеспечении требуемой устойчивости обечайки снабжают кольцами жесткости, которые изготавливаются в виде бандажей из профильного проката и охватывают обечайку по всей окружности с внутренней или наружной стороны.
№8 Весовые дозаторы. Устройство, применение
Весовые дозаторы (питатели) осуществляют дозирование материала по массе. По принципу действия подразделяются на:
o периодические, которые обеспечивают подачу доз заданной массы от нескольких граммов до 4000 кг через определенные циклы времени (обычно 20–90 с);

o непрерывные, подающие дозируемый материал постоянно с заданной скоростью.
По степени автоматизации различают следующие весовые дозаторы:
o ручные;
o полуавтоматические;
o автоматические, к которым относятся все дозаторы непрерывного действия.
По типу передаточных устройств, преобразующих сигнал в управляющий импульс, дозаторы весовые могут быть:
o механическими, в которых система рычагов передает усилие на заслонку;
o пневматическим, снабженными пневмопреобразователями (т. е. по изменению давления воздуха судят об изменении массы);
|
|
|
o электронными, где в качестве датчиков используются индукционные катушки и фотоэлементы.
Достоинством весовых дозаторов является их точность: погрешность измерения по паспортным данным составляет 0,5–4,0% от максимальной нагрузки.
Рассмотрим один из типов дозаторов – ленточный весовой дозатор с массоизмерительным роликом и встроенным дозатором. 



№9 Весовые дозаторы периодического действия, устройство и применение




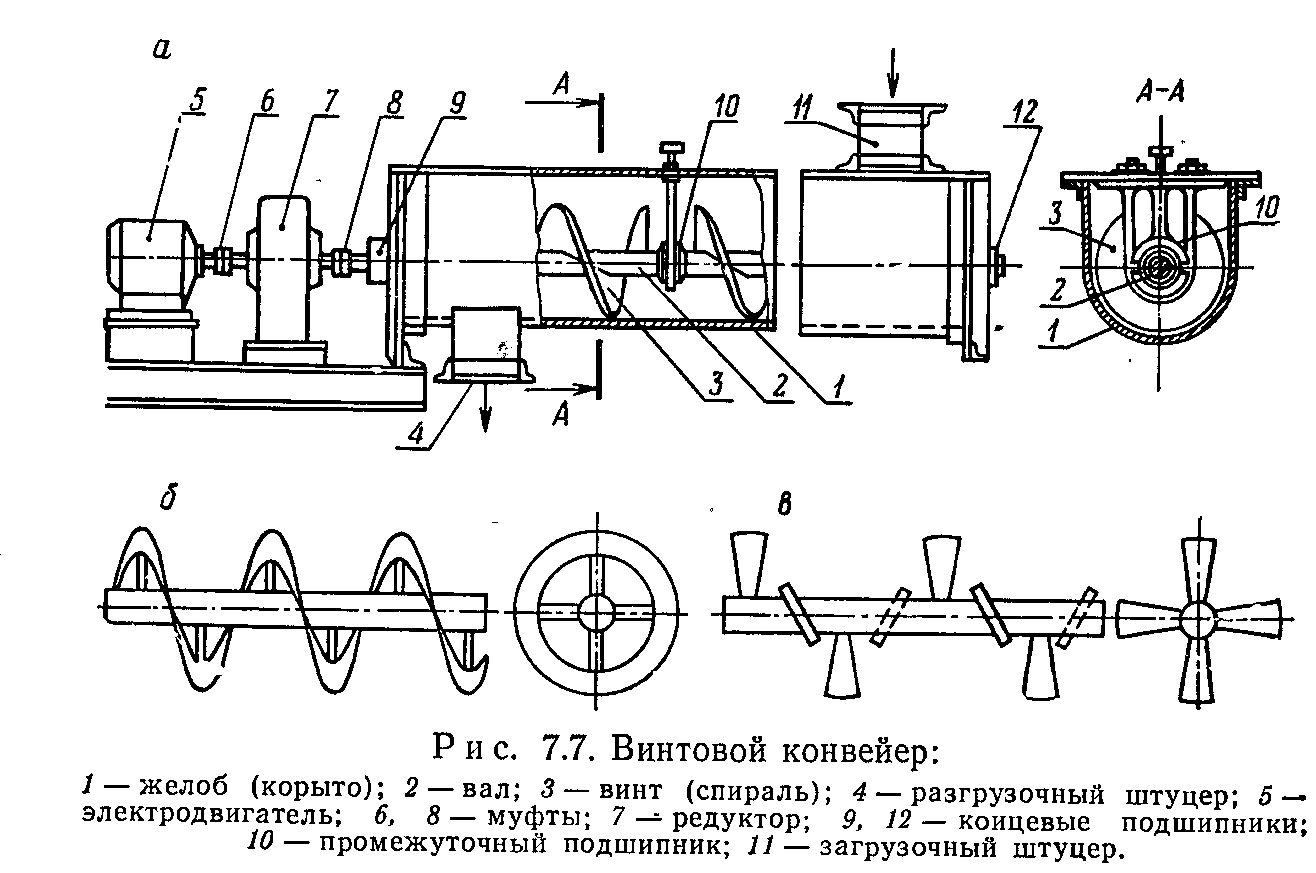
№ 10 Винтовые конвейеры. Конструкция, применение, производительность


№ 11 Ленточные конвейеры. Конструкция, расчет производительности
Ленточные конвейеры включают в себя следующие элементы: барабан; гибкая лента; роликовые опоры; натяжное устройство; рабочую ветвь; обратную ветвь. Все вышеупомянутые элементы образуют следующие функциональные составные части конвейера:
Ø приводная станция, обеспечивающая движение тягового органа;
Ø натяжная станция, служащая для натяжения тягового органа;
Ø каркас, к которому крепятся элементы конструкции;
Ø загрузочное и разгрузочное устройства;
Ø тяговый орган (лента, цепь), движение которой обеспечивает перемещение транспортируемого материала.
По исполнению ленточные конвейеры делятся на стационарные, передвижные и переносные, причем в химической промышленности применяются в основном стационарные. В зависимости от типа роликовых опор лента может иметь плоскую (для штучных грузов) или желобчатую форму (для сыпучих материалов).
Ленточные конвейеры могут быть горизонтальными и наклонными. Угол наклона зависит от коэффициента трения насыпного груза по материалу ленты. Максимальное значение угла наклона колеблется у различных авторов от 15 до 24°.
К недостаткам ленточных конвейеров можно отнести их непригодность для транспортировки пылящих, горячих (свыше 90°С) и сильно прилипающих материалов.
|
|
|
|
|
|
