 |


Литейные сплавы и их характеристика.
|
|
|
|
Чугун - многокомпонентный сплав железа с углеродом и другими компонентами (углерода 2-4%).На характер кристаллизации чугуна влияют содержание элементов (C, Si, Mn, P, S) и скорости охлаждения. При этом структура и свойства чугунов различны:
если весь углерод кристаллизуется в виде графита, а металлическая основа в виде феррита, то получают серый чугун,
если же весь углерод кристаллизуется в составе цементита Fe3C, то получают белый чугун.
В половинчатом чугуне находятся одновременно графит и свободный цементит. Получающиеся при кристаллизации структуры можно существенно изменить последующей термообработкой.
Чугун широко применяют благодаря хорошим технологическим свойствам (хорошая жидкотекучесть и обрабатываемость резанием) и малой относительной стоимости.
Стали - железоуглеродистые сплавы, содержащие до 2% С. Кроме углерода в сталях содержатся Mn, Si, S, P, N, H, O и другие элементы. Стали с добавкой Cr, Ni, Mo, V, W имеют особые физические, физико-химические свойства или повышенную прочность.
В производстве применяют три группы литейных сталей: конструкционные, инструментальные и легированные. Литейные свойства сталей ниже литейных свойств чугунов, легированные стали имеют плохие литейные свойства. При усадке получают раковины и пористость.
Плотные (без пор и раковин) отливки получают при правильной их конструкции, то есть когда есть прибыль или обеспечено направленное затвердевание. Усадка в твердом состоянии может вызвать горячие или холодные трещины, коробление отливок, высокие внутренние напряжения и изменение литейных размеров.
Алюминиевые сплавы - сплавы основной составной частью которых является алюминий. В качестве дополнительных компонентов, создающих те или иные специфичные технологические свойства, применяют кремний, медь, магний, титан, натрий, марганец.
|
|
|
Добавка кремния улучшает литейные свойства, добавка меди улучшает обрабатываемость резанием, магний увеличивает коррозионную стойкость и прочность.
Магниевые сплавы - сплавы на магниевой основе и в зависимости от требуемых свойств содержащие добавки: марганец, алюминий, цинк, цирконий и другие редкоземельные элементы. Литейные свойства удовлетворительные.
Медные сплавы - сплавы не медной основе с добавками различных элементов; различают две основные группы медных сплавов:
латуни - сплав меди с цинком;
бронзы - сплав меди с другими (Кроме цинка) элементами.
Литейные свойства - удовлетворительные.
Титановые сплавы - сплавы на основе титана, содержащие добавки, которые создают особые свойства. Литье этих сплавов связано с большими технологическими трудностями (из-за активного взаимодействия расплава с материалами формы).
Основные способы литья, применяемые в приборостроении.
Литье в ЖСС.
Литье в песчаные формы обеспечивает невысокое качество поверхности (ниже Rz =320 мкм), низкую точность (ниже 16 квалитета), трудно автоматизируется и не обеспечивает удовлетворительные условия труда. Для получения более высоких качественных показателей применяют литье в формы из жидких самоотвердевавщих смесей (ЖСС). Этот способ литья применяют в любом виде производства.
Формовочная смесь состоит из связки - жидкой композиции и огнеупорной составляющей - наполнителя. Наполнителем являются мелкозерничтые кварцевые пески и феррохромовый шлак. В жидкую композицию входит жидкое стекло, поверхностно-активные вещества и вода.
Для приготовления формовочной смеси - ЖСС - используют специальные установ`ки (рис.4. 1).
|
|
|
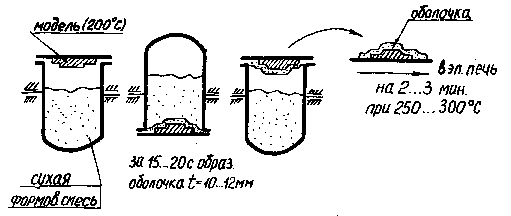
Рис. 4. 1 Схема получения оболочки бункерным способом.
Сначала в растворомешалке тщательно перемешивают песок и шлак в течение 1-1,5 мин, затем - жидкая композиция и производят перемешивание 1,5-2 мин. При этом образуется пенообразная масса, имеющая жидкотекучесть.
Модели и стержневые ящики изготовляют из дерева и металла. Поверхность деревянных моделей и стержневых ящиков покрывают нитрошпаклевкой и затем красят нитрокраской, так как ЖСС обладает повышенной прилипаемостью к дереву.
Изготовление форм и стержней длится несколько секунд путем подачи под действием собственной массы ЖСС на модель или в стержневой ящик. Для их легкого отделения от застывшей формы модели и подмодельные плиты покрывают разделительным покрытием. Изготовление формы занимает несколько секунд. Затем форму подвергают сушке.
Дальнейшие операции: сборки и заливки формы и другие делают также как и при литье в песчано-глинистые формы. Так как заливку металла осуществляют в сухую форму, теплопроводность которой меньше чем теплопроводность сырой формы, то можно получать более тонкие стенки.
Применение способа. Способ применяют для изготовления больших корпусов приборов из чугуна и алюминиевых сплавов с толщиной стенки 4...6 мм, точностью 14...16 квалитета, шероховатостью поверхности Rz =80...40 мкм,
Процесс мощно легко механизировать в автоматизировать.
|
|
|
