 |


Литье по выплавляемым моделями
|
|
|
|
Литье по выплавляемым моделям применяют в приборостроении для изготовления отливок различной сложности из любых сплавов массой от нескольких граммов до нескольких килограммов с толщиной стенок 0,4-20 мм, точностью размеров до 12 квалитета и шероховатостью поверхности до Rz =20 мкм. Способ применяют при любом виде производства.
Процесс литья заключается в изготовлении моделей из легкоплавкого материала, покрытия моделей тонкой огнеупорной оболочкой, выплавление модельного материала из огнеупорной оболочки и заливки освободившейся от моделей полости металлом.
В процессе литья по выплавляемым моделям применяют две формы. Первую форму используют для изготовления моделей, вторая форма - это литейная изготовляемая на основе мелкого песка и связующего вещества.
Конструкция модельной формы - прессформы зависит от вида производства. Для опытного и единичного производства применяют прессформы с ручным разъемом и выталкиванием, в серийном и массовом производстве изготовление моделей механизировано или автоматизировано. На рис.7.2 показана конструкция прессформы для ручной работы.

Рис. 7.2 Прессформа для изготовления выплавляемых моделей
Размеры рабочей полости определяют с учетом усадки материала и изменения размеров формы при нагреве.
Изготовление моделей и модельных блоков. Для изготовления моделей применяют выплавляемые, растворяемые и выжигаемые модельные составы. Наиболее часто применяют выплавляемые составы. Основными компонентами выплавляемых составов являются парафин и стеарин. Примеры составов:
(температура запрессовки 42-45оС)
ПС-50-50 - парафин 50%, стеарин 50%
ПС-70-30 - парафин 70%, стеарин 30%
|
|
|
(температура запрессовки 58-60оС)
ППэ-85-15 - парафин 85%, полиэтилен 15%
Модельный состав расплавляют в водяном термостате и заливают под давлением 0,5...0,6 МПа/мм2 в прессформу. Для получения более точных деталей нужно запрессовывать модельный состав при температуре 42...43оС, когда усадка равна 0,8% (При 50оС - усадка 2-2,5%). После охлаждения модельного состава до 15...18оС модель удаляют из формы. Для быстрого охлаждения прессформы охлаждают в холодильнике до 10оС. После этого модели зачищают по плоскости разъема и собирают в блок. Сборку моделей в блок (рис.8)
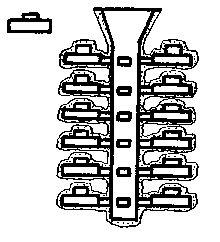
Рис. 8. Модель и блок моделей с нанесенной оболочкой.
выполняют путем сварки моделей со стояком с помощью разогретого ножа - полосы.
Изготовление и заливка литейной формы.
Для изготовления литейной формы используют суспензию, состоящую из мелкозернистого кварцевого песка - маршалита и жидкого связующего вещества - этилсиликата, приготовляемого на основе этилового спирта. Суспензию на блок наносят погружением. Для удержания на поверхности блока суспензии на него наносят крупнозернистый песок, который при последующих погружениях (4...5) способствует увеличению толщины покрытия. Обычно получают толщину формы 5...6 мм. Свеженанесенное покрытие не обладает прочностью и удерживается на поверхности модели только благодаря смачиванию. Для придания прочности покрытию его сушат, при сушке одновременно с испарением влаги происходит затвердевание связующего вещества этилсиликата (переход его из золя в гель). Сушка 2-го слоя происходит 2-4 часа при температуре 18-20оС. Для ускорения затвердевания связующего применяют аммиачную среду. В этом случае затвердевание протекает за 2...3 минуты. Для занесения следующего слоя суспензии необходимо полное исчезновение запаха аммиака, что обычно происходит за 7...10 минут на воздухе. Весь процесс изготовления одного слоя длится 15-20 минут вместо 2-4 часов.
|
|
|
Выплавление моделей осуществляют в горячей воде или горячим воздухом или другими способами. Наиболее часто выплавляют модельный состав горячей водой. Для этого блок моделей с формой помещают литниковой частью вверх в корзину, погружаемую на 10-15 минут в воду с температурой 85-90оС.
После выплавления модельного состава модельные блоки прокаливают для удаления из них остатков модельного состава и влаги. Кроме того при прокаливании форму нагревают до 900-1000оС, что повышает заполняемость формы. Перед прокаливанием оболочки (формы) заформовывают, то есть засыпают в ящике-опоке наполнителем. В качестве наполнителя применяют смесь песка и шамотной крошки. В таком виде форма представлена на рис.9.

Рис. 9. Заформованная оболочковая форма для литья по выплавляемым моделям.
Прокаливание длится 3-4 часа Непосредственно после прокаливания форму заливают расплавом, полученным в электрической индукционной печи, после охлаждения блока отливок форму разрушают и очищают от следов керамического покрытия путем погружения в каустическую соду на 3-4 часа. Отрезку отливок от питателей и стояков производят тонкими абразивными кругами.
Литье под давлением.
Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конфигурации в серийном и массовом производстве.
Процесс литья заключается в заливке расплавленного металла в камеру сжатия машины и последующем выталкивании его через литниковую систему в полость металлической формы, которая заполняется под давлением. Заполнение полости происходит при высокой скорости впуска металла, которая обеспечивает высокую кинетическую энергию, поступающего в форму металла:

где m - масса расплавленного металла, v - скорость металла,
p - давление, gm - удельная масса металла.
Энергия движения струи при резком замедлении ее скорости в форме до нуля частично переходит в тепловую энергию, повышающую температуру металла в его жидкотекучестъ и создает гидродинамическое давление на стенку формы:
Скорость выпуска при литье под давлением в зависимости от типа отливки и сплава может быть в пределах от 0,5 до 120 м/с. Различают три способа литья под давлением.
|
|
|
1. Литье с низкими скоростями впуска (0,5-2,5 м/с), обеспечивающее заполнение формы сплошным ламинарным потоком. Применяют этот способ для изготовления толстостенных отливок из алюминиевых сплавов и латуней.
2. Литье со средними скоростями впуска (2-15 м/с), обеспечивающее турбулентное движение расплавленного металла, при котором в результате срыв струй захватываются в поток металла пузырьки воздуха, оттесняемые затвердевающим сплавом к середине отливки. Это создает воздушную пористость, которую удалить почти невозможно, но можно уменьшить под действием высокого давления. Изготовляют при этом отливки средней сложности.
3. Литье с высокими скоростями впуска (более 30 м/с), обеспечивает заполнение только в режиме турбулентного течения истока расплава, но и со значительным его распылением, результатом которого является еще больший объем захваченного в полость отливки воздуха, для уменьшения воздушной пористости и в этом случае создают высокое давление [до 500МПа(н/мм2)] Этот способ применяют для тонкостенных отливок сложной конфигурации.
Для литья под давлением применяют литейные машины с горячей и холодной камерой прессования.
Машины с горячей камерой прессования применяют для отливок, материал которых имеет температуру плавления не более 450°С. Схема процесса литья на машине с горячей камерой прессования представлена на рис.10.

Рис. 10. Схема литья под давлением на машине с горячей камерой прессования.
Камера сжатия такой машины погружена всегда в расплав металла, а при поднятии вверх прессующего поршня заполняется расплавом и при рабочем ходе (вниз) прессующего поршня расплав из камеры сжатия вытесняется в рабочую полость литейной формы. После охлаждения отливки форму раскрывают и отливку из нее при этом удаляют.
Машины для литья под давлением с холодное камерой прессования применяет для отливок, материал которых имеет температуру плавления 450°С. В производстве применяют машины с вертикальной и горизонтальной камерой прессованиям Использование машин с горизонтальной камерой прессования предпочтительнее, так как в них меньше потери тепла, давления и металла из-за более короткой литниковой системы. Схема процесса литья на машине с горизонтальной камерой прессования представлена на рис.11.
|
|
|


Выталкивание отливки
Рис. 11. Схема литья под давлением на машине с холодной горизонтальной камерой прессования;
1- камера сжатия;
2- прессующий поршень;
3- водоохлаждающие каналы;
4- стержень;
5- выталкиватель;
6- подвижная полуформа;
7- неподвижная полуформа;
С помощью мерного ковша расплав заливают в камеру сжатия, откуда прессующий поршень вытесняет его в рабочую полость формы. Здесь расплав остывает и затем при раскрытии формы отливка автоматически удаляется из формы. Для поддержания температуры формы на определенном уровне (предупреждения перегрева) в форме предусмотрено охлаждение водой с помощью специальных каналов.
Требования и литейным сплавам для литья под давлением:
1. Достаточная прочность при высоких температурах, чтобы отливка не ломалась при выталкивании.
2. Минимальная усадка.
3. Высокая жидкотекучесть при небольшом перегреве.
4. Небольшой интервал кристаллизации
5. Этим требованиям удовлетворяют сплавы на основе цинка, алюминия, магния и меди.
Основными факторами, определяющими выбор того или иного способа литья под давлением (в зависимости от скорости впуска) и сплава является конфигурация отливки и требования к качеству.
1. При литье под давлением получают высокое качество отливок. Достижимая точность: 9-11 квалитет по размерам, получаемым в одной части литейной формы и 11-12 квалитет по размерам, получаемым в двух частях формы. Точность зависит от точности изготовления формы, обычно форму изготовляют на 1-2 квалитета точнее детали. Выше указана экономически достижимая в производстве точность.
2. Шероховатость поверхности отливки зависит от шероховатости поверхности рабочей поверхности формы, продолжительности ее эксплуатации и материала отливки. Обычно рабочую поверхность формы полируют (при этом достигают параметр Ra=0,16 мкм). При литье до 500 отливок получают шероховатость поверхности Ra=1,25-0,63 мкм - для отливок из цинковых сплавов. Ra =2,5-1,25 мкм - для отливок из алюминиевых сплавов и Ra =2,5- Rz мкм - для медных сплавов, а при изготовлении 10000 отливок соответственно получают Ra =2,5-1,25 мкм, Ra =2.5 - Rz =20 мкм, Rz = 160-80 мкм.
3. При питье под давлением механические свойства неравномерны по толщине отливки и отличаются в лучшую сторону по сравнению с этими свойствами отливок полученных другим способом. При быстром охлаждении у отливок образуется литейная корочка с мелкозернистой структурой, толщина которой не более 1-1-1,5мм. Поэтому тонкостенные отливки имеют мелкозернистую структуру, повышенную прочность (на 20-30%).
|
|
|
4. Важным показателем качества является пористость, вскрываемая при механической обработке и являющаяся причиной брака. Так как пористость всегда имеет место при литье сложных тонкостенных деталей, то необходимо применять конструктивные меры для предупреждения вскрытия пор. В этом случае для уменьшения влияния воздушной пористости на качество необходимо устранять механическую обработку отливок, предусматривать отливку отверстий. А при необходимости механообработки назначать припуск не более 0,5 мм.
Особенностью конструкции отливок при литье под давлением является наличие приливов для выталкивателей. Приливы для выталкивателей создают в тонкостенных отливках со стороны подвижной части формы для предупреждения деформации и прокола отливок выталкивателями.
|
|
|
