 |


Технология автоматической сварки в среде защитных газов комплексом
|
|
|
|
CWS.02
Схема разделки кромок приведена на рисунке 9.9.

Условные обозначения и величины геометрических параметров:
С = 10 –2; D = 1,0 ± 0,2 мм; E = 1,0 ± 0,2 мм; F = 2,0 ± 0,2 мм; G = 25 ± 1°;
R = 6,0+2 мм; H1 = 7,0 мм. Неуказанные предельные отклонения размеров ± 0,3 мм
Рисунок 9.9 - Конструкция разделки кромок
Стык следует собирать без зазора. Допускаются локальные зазоры не более 1,0мм. В случае, если при сборке не удается закрыть зазор в стыке, то рекомендуется собрать стык таким образом, чтобы локальные зазоры, величиной не более 1,0 мм, располагались в верхней части стыка.
Величина смещения кромок в собранном стыке - не более 2 мм. Если распределенное смещение кромок выше 2 мм и качество сборки не может быть улучшено поворотом стыкуемой трубы вокруг горизонтальной оси, то следует заменить трубу, подаваемую на сборку. Допускаются локальные смещения кромок не более 3 мм при их суммарной длине менее или равной 1/12 периметра трубы.
Схема сварки и последовательность сварки отдельных участков приведена на рисунке
9.10.
Сварку корневого шва на участках с зазорами следует производить при увеличенном (до 15 мм) вылете электродной проволоки. При этом сварку корневого слоя следует производить в следующей последовательности:
− произвести сварку участков стыка, собранных без зазора;
− произвести сварку участков стыка с зазорами.
Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине не менее чем на от 1,0 до 2,0мм в каждую сторону.
Допускается сварку облицовочного слоя выполнять за два прохода.
Схема сварного шва приведена на рисунке 9.11.
Принятые обозначения:
К1, К2 – участки корневого слоя на левом и правом полупериметрах трубы.
|
|
|
Зп 1.1 – заполняющие слои. Первая цифра обозначает номер слоя, вторая – последовательность сварки в пределах слоя. Обл.1 – облицовочный слой. Цифра обозначает – последовательность сварки в пределах слоя
Рисунок 9.10 - Схема сварки и последовательность сварки отдельных участков шва
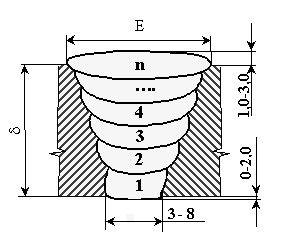
Рисунок 9.11 - Схема сварного шва
Режимы сварки неповоротных стыков труб диаметром от 1020 до 1220 с толщинами стенок от 10 до 14 мм приведены в таблице 9.15. Режимы сварки автоматически изменяются через каждые 15 градусов при отсчете положения головки от зенита стыка труб в угловых координатах.
Таблица 9.15 − Режимы сварки стыков диаметром от 1020 до 1220 мм
| Параметры | Режимы сварки | |||||
| Наименование слоя | ||||||
| Корневой | 1-й заполняющий | 2-й заполняющий | 3-й заполняющий | 4-й заполняющий | Облицовочный | |
| Направление сварки | на спуск | на спуск | на спуск | на спуск | на спуск | на спуск |
| Скорость сварки, м/ч | 34,8-51,6 | 27,0-30,0 | 21,0-23,4 | 20,4-22,8 | 19,2-22,8 | 6,6-13,8 |
| Диаметр проволоки, мм | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
| Скорость подачи электродной проволоки, м/мин | 11-11,6 | 9,4-11,0 | 9,5-10,3 | 9,5-10,3 | 7,1-8,0 | 3,0-6,2 |
| Вылет электрода, мм | 8-12 | 10-14 | 10-14 | 10-14 | 10-14 | 8-12 |
| Защитный газ Ar/CО2 * | 0/100 | 0/100 | 40/60 | 40/60 | 40/60 | 60/40 |
| Расход газа, л/мин. | 25-28 | 25-28 | 25-28 | 25-28 | 25-28 | 25-28 |
| Сила тока, А | 240-290 | 220-270 | 200-245 | 200-245 | 200-245 | 119-170 |
| Напряжение на дуге, В | 22,2-23,8 | 21,8-22,4 | 20,6-21,0 | 20,6-21,2 | 19,0-20,0 | 15,8-18,8 |
| Скорость колебаний электрода, мм/мин. | 1760-2000 | 2600-2700 | 2500-2700 | 2500-2700 | 2200-2540 | 900-1800 |
| Амплитуда колебаний электрода, мм | 0,5-1,5 | 4,0-4,5 | 5,0-5,5 | 6,0-6,5 | 7,0-7,5 | 9,0-9,5 |
| Задержка электрода в крайних положениях, с | 0,00-0,32 | 0,24-0,32 | 0,20-0,24 | 0,20-0,26 | 0,20-0,32 | 0,00-0,38 |
| Угол наклона электрода, градус | ±5 | ±5 | ±5 | ±5 | ±5 | ±5 |
| * допускаются отклонения процентного содержания компонентов в газовой смеси в пределах ± 10 % от указанного в таблице. |
Технология односторонней автоматической сварки труб диаметром
|
|
|
Мм (CRC)
Обработка торцов труб под одностороннюю автоматическую сварку должна быть выполнена в соответствии с рисунком 9.12.
Параметры сборки стыков должны соответствовать требованиям раздела 8 настоящего
РД.
Последовательность выполнения слоев шва должна соответствовать схеме, представленной на рисунке 9.13. Ориентировочные режимы автоматической сварки приведены в таблице 9.16
Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине не менее чем на от 1,0 до 2,0мм в каждую сторону.
Высота каждого прохода должна быть не более 1,5 мм.

Условные обозначения и величины геометрических параметров: S − толщина стенки трубы, мм; α = 30 ÷ 100 (± 10); R = 3,2 ± 0,2 мм; А = 2,5÷3,6 (± 0,2) мм; В = 5,1± 0,2 мм; Δ = 1,0÷1,8 (± 0,2) мм.
Рисунок 9.12 - Разделка кромок труб для односторонней автоматической сварки в
защитных газах на оборудовании СRC-Evans AW

Обозначения: К1, К2 – участки первого прохода (корневого слоя и горячего прохода) на левом и правом полупериметрах трубы. Зп 1.1 – заполняющие слои. Первая цифра обозначает номер прохода, вторая – последовательность сварки в пределах прохода. За один проход производится сварка двух заполняющих слоев. Обл.1 – облицовочный слой. Цифра обозначает последовательность сварки в пределах прохода.
Рисунок 9.13 - Схема и последовательность односторонней автоматической сварки
Таблица 9.16 − Параметры режимов односторонней автоматической сварки.
| Наименование параметра | Порядок наложения слоев | |||
| Корневой | Горячий проход | Заполняющие | Облицовочный | |
| Направление сварки | На спуск | На спуск | На спуск | На спуск |
| Диаметр проволоки, мм | 0,9 | 0,9 | 0,9 | 0,9 |
| Скорость подачи проволоки, см/мин | 1372± 10% | 1219± 10% | 1219± 25% | 965± 25% |
| Род тока, полярность | =; (+) | =; (+) | =; (+) | =; (+) |
| Сила тока, А | 200-240 | 190-230 | 195-240 | 170-210 |
| Напряжение на дуге, В | 19-23 | 20-25 | 21-26 | 17-21 |
| Вылет электрода, мм | 4-11 | 11-16 | 11-16 | 11-16 |
| Скорость сварки, cм/мин | 93± 10% | 52± 10% | 42 ± 25% | 25 ± 25% |
| Защитный газ, % | 85 Ar / 15 CO2 | 100 CO2 | 100 CO2 | 75 Ar / 25 CO2 |
| Расход газа, л/мин. | 30 - 40 | 30 - 40 | 30 - 40 | 33-45 |
| Угол наклона электрода (вперед), град. | 0-2 | 2-8 | 2-8 | 0-8 |
| Частота колебаний электрода, мин-1 | − | 110-150 | ||
| Амплитуда колебаний, мм | регулируется по ширине разделки |
|
|
|
9.2.3 Односторонняя автоматическая сварка в среде защитных газов головками системы PWT+RMS
9.2.3.1 Способ сварки предназначен для односторонней неповоротной сварки стыков труб диаметром до 1220 мм. Особенностью технологии является сварка корневого слоя шва в специальную узкую разделку «на весу».
9.2.3.2 Применяемое оборудование:
− станки для обработки кромок труб под специальную разделку;
− индукционные установки (и кольцёвые пропановые подогреватели) для предварительного, сопутствующего и межслойного подогрева стыков;
− направляющие пояса для перемещения сварочных головок по трубе в процессе сварки;
− самоходный внутренний пневматический центратор для сборки стыков;
− головки автоматической сварки;
− система контроля и регистрации текущих параметров процесса сварки;
− компьютер для программирования и установки режимов;
− смесители газов для приготовления защитной газовой смеси;
− источники питания;
− защитные палатки;
− агрегаты энергообеспечения сварочных постов на базе колесных или гусеничных тракторов, на шасси которых смонтированы источники сварочного тока, аппаратура контроля и регистрации параметров сварки, газовые рампы, грузоподъемной стрелой для перемещения и установки на свариваемый стык защитной палатки.
9.2.3.3 Состав и содержание основных технологических операций
− раскладку труб на бровке траншеи;
− подготовку на торцах труб специальной разделки кромок кромкострогальными станками и зачистку участков поверхности труб, прилегающих к торцам;
− установку на торце каждой трубы направляющих поясов для сварочных автоматов;
− предварительный подогрев концов труб;
− сборку стыка;
− автоматическую сварку стыка.
9.2.3.4 Трубы или трубные секции укладывают на бровке траншеи на инвентарных лежках под углом к оси траншеи таким образом, чтобы к торцам труб был свободный доступ. Расстояние от грунта до нижней образующей трубы должно быть не менее 450 мм. В процессе раскладки необходимо провести осмотр труб на соответствие требованиям раздела 8 настоящего РД.
|
|
|
9.2.3.5 Обработку торцов труб следует производить специальными кромкострогальными станками, входящими в состав комплекса оборудования. Схема и геометрические параметры разделки кромок приведены на рисунке 9.14. Прилегающие к торцам внутренняя и наружная поверхности труб должны быть зачищены до чистого металла на ширину не менее 15 мм. После механической обработки кромок следует зашлифовать наружное усиление заводского шва на длине от 10 до 15 мм от торца, таким образом, чтобы его высота на торце была в пределах от 0,5 до 1,0 мм.
9.2.3.6 Установку поясов производят с помощью специального шаблона. Направляющие пояса следует устанавливать на торец трубы, обращенный в сторону движения сварочно-монтажной колонны.
9.2.3.7 Сборку стыка следует производить на внутреннем центраторе. Стык следует собирать без зазора в соответствии с требованиями таблицы 8.1 настоящего РД.
9.2.3.8 Сварку всех слоев шва производят методом «на спуск». На стыке одновременно работают две сварочные головки. Каждая головка производит сварку одного из полупериметров трубы (относительно вертикальной оси). Типовая схема и последовательность сварки кольцевого стыка приведена на рисунке 9.14.
9.2.3.9 После окончания сварки корневого слоя следует сдвинуть центратор внутрь трубопровода, осмотреть корневой шов изнутри.
9.2.3.10 Интервал времени между окончанием сварки корневого слоя и началом сварки «горячего прохода» должен составлять не более 10 мин. В случае превышения указанного интервала, следует обеспечить поддержание температуры на уровне значений не ниже температуры предварительного подогрева вплоть до момента сварки «горячего прохода», при невыполнении данного требования стык подлежит вырезке.

α = 5° − 10°(±1°) град
R = 2,4 ± 0,2 мм
Δ =1,2 − 1,5 (±0,2) мм А = 2,4 ± 0,2 мм
В =3,6 − 3,9 (±0,2)мм
S - толщина стенки трубы мм
Рисунок 9.14 − Форма и геометрические параметры разделки кромок
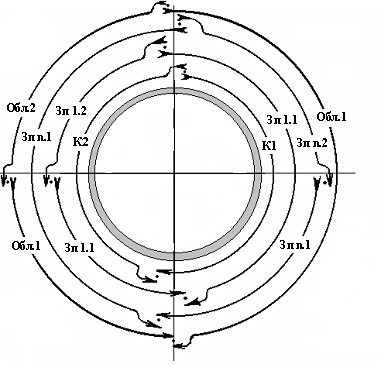
9.2.3.11 Схема сварного шва приведена на рисунке 9.15.
9.2.3.12 Режимы сварки неповоротных стыков труб приведены в таблице 9.17.
9.2.3.13 Высота каждого прохода должна быть не более 1,5 мм.
9.2.3.14 Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине не менее чем на от 1,0 до 3,0мм в каждую сторону.
9.2.3.15 После сварки каждого слоя должна быть проведена зачистка его поверхности от шлака и брызг металлическими щетками или абразивными кругами, места начала и окончания сварки запиливаются, с обеспечением плавного (на длине 10-15мм) перехода между слоями.
|
|
|
9.2.3.16 После завершения сварки следует осмотреть поверхность облицовочного слоя шва. Выявленные наружные дефекты сварного шва (поры, подрезы и др.) следует удалить путем обработки шлифмашинкой и до проведения неразрушающего контроля стыка выполнить автоматическую сварку на участках вышлифовки. При наличии чрезмерного усиления облицовочного слоя шва его следует ошлифовать до величины, регламентируемой операционной технологической картой. Эти операции следует рассматривать как составную часть технологического процесса работы оборудования RMS и предусматривать при составлении операционных технологических карт.


1 − корневой слой шва; Н – горячий проход; F1, F2 и FN – заполняющие слои
шва; С − облицовочный слой шва.
а) схема сварки и последовательность сварки б) схема кольцевого сварного шва кольцевого стыка
где: К1, К2 – участки корневого слоя на левом и правом полупериметрах трубы. Гп 1, Гп2 − участки горячего прохода на левом и правом полупериметрах трубы. Зп n.1, Зп n.2– заполняющие слои. Первая цифра обозначает номер слоя, вторая – последовательность сварки в пределах слоя. Обл.1, Обл. 2 – облицовочный слой. Цифра обозначает – последовательность сварки в пределах слоя
Рисунок 9.15– Схема сварки и схема кольцевого сварного шва, выполненного автоматической
сваркой с использованием головок системы PWT и RMS
Таблица 9.17- Режимы автоматической сварки PWT+RMS.
| Наименование параметра | Порядок наложения слоев | |||
| Корневой проход | Горячий проход | Заполняющие | Облицовочный | |
| Направление сварки | На спуск | На спуск | На спуск | На спуск |
| Диаметр проволоки, мм | 1,2 | 0,9 | 0,9 | 0,9 |
| Скорость подачи проволоки, мм/мин (дюйм/мин) | 3000 - 6500 (118-256) | 9050-11100 (356-437) | 8036-10600 (316-417) | 8500-8836 (335345) |
| Род тока, полярность | =;(+) | =;(+) | =;(+) | =;(+) |
| Сила тока, А | 140-220 | 180-220 | 190-230 | 190-210 |
| Напряжение на дуге, В | 15-20 | 20-24 | 20-24 | 20-24 |
| Вылет электрода, мм | 10-20 | 10-15 | 10-15 | 10-15 |
| Скорость сварки, мм/мин (дюйм/мин) | 300-650 (12-26) | 380-550 (15-22) | 250-400 (10-16) | 240-280 (9-11) |
| Защитный газ, % | 50 Ar / 50 СО2 | 100 CO2 | 75 Ar / 25 СО2 | 75Ar / 25 СО2 |
| Расход газа, л/мин. | 25-30 | 20-30 | 20-30 | 20-30 |
| Угол наклона электрода (вперед) град. | 0-7 | 0-7 | 0-7 | 0-7 |
| Частота колебаний электрода, мин-1 | - | 140-200 | 100-140 | 90-120 |
| Амплитуда колебаний, мм | 0-0,5 | регулируется по ширине разделки | ||
|
|
|
