 |


Автоматическая сварка труб диаметром комплексом оборудования
|
|
|
|
«Saturnax»
Особенностями сварочной системы «Saturnax» являются:
− конструкция сварочной головки с двумя горелками, которые могут работать как совместно, так и с одной отключенной головкой;
− система автоматического мониторинга параметров режима сварки;
− система автоматического регулирования параметров режима сварки с учетом пространственного положения головки;
− система слежения за величиной вылета электрода в процессе сварки;
− блоки управления сварочными головками, позволяющие производить их настройку
и калибровку, отображение параметров для различных запрограммированных режимов;
− контрольный блок, позволяющий осуществлять контроль и запись фактических параметров режима;
− пульт дистанционного управления сварочной головкой в процессе сварки.
Схема и геометрические параметры разделки кромок приведены на рисунке 9.6.
Общее количество слоев определяется значением толщины свариваемых труб, и принимается из расчета 1,5-2,5мм за 1 проход.
Сварка корректирующего слоя осуществляется однодуговым процессом, т.е. с отключением на каждой сварочной головке по одной горелке.
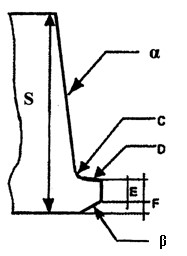
Условные обозначения и величины геометрических параметров:
S – толщина стенки трубы, мм; α = 5 ± 2°; С = 2,4 ± 0,8 мм; D = 0,1 ± 0,1 мм; E = 2,1 ±
0,2 мм; F = 2,3 ± 0,2 мм; Β = 4 ± 1°.
Рисунок 9.6 - Форма и геометрические параметры разделки кромок
Сварка облицовочного слоя выполняется за один проход двумя параллельными валиками. Валики облицовочного слоя должны перекрывать друг друга, обеспечивая плавное сопряжение между собой и с основным металлом трубы. Амплитуду колебаний при сварке облицовочного шва назначают из расчета перекрытия швом разделки по ширине на величину от 1,5 до 2,5мм в каждую сторону.
|
|
|
Схема сварного шва приведена на рисунке 9.8
Режимы сварки неповоротных стыков труб диаметром от 1020 до 1220мм с толщинами стенок от 11мм и выше приведены в таблице 9.14
В случае необходимости следует производить зачистку поверхности слоев шва от шлака и брызг металлическими щетками или абразивными кругами.
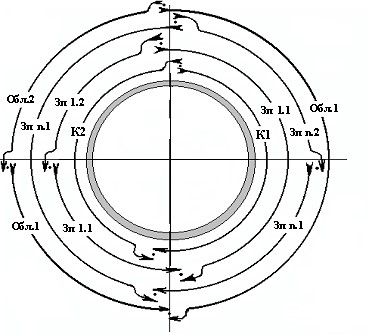
Обозначения: К1, К2 – участки первого прохода (корневого слоя и горячего прохода) на левом и правом полупериметрах трубы. Зп 1.1 – заполняющие слои. Первая цифра обозначает номер прохода, вторая – последовательность сварки в пределах прохода. За один проход производится сварка двух заполняющих слоев. Обл.1 – облицовочный слой. Цифра обозначает последовательность сварки в пределах прохода.
Рисунок 9.7 - Схема и последовательность автоматической сварки кольцевого стыка
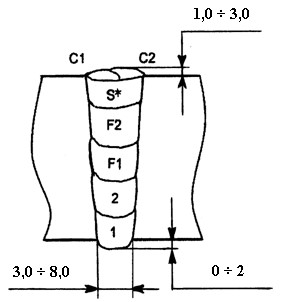
Обозначения: 1 и 2 – корневой слой и горячий проход (выполняются за один проход сварочных головок); F1 и F2 – заполняющие слои шва (за один проход выполняются два слоя); S – корректирующий слой (выполняется в случае необходимости в пространственном положении 2.00-4.00 час и 8.00-10.00 час); С1 и С2 – валики облицовочного слоя шва.
Рисунок 9.8 - Схема сварного шва, выполненного автоматической сваркой с
использованием двухдуговых головок»
| ОАО |
| « |
| АК |
| « |
| Транснефть |
| » |
| Сварка |
| при |
| строительстве |
| и |
| капитальном |
| ремонте |
| магистральных |
| нефтепроводов |
| Параметры | Режимы сварки | ||||||||||
| Наименование слоя | |||||||||||
| 1-й проход | Последующие проходы | ||||||||||
| Корневой слой (головка № 1) | Горячий проход (головка № 2) | Заполняющие слои (головка № 1) | Заполняющие слои (головка № 2) | Корректирующий (головка № 1) | Облицовочный слой (головка № 1) | Облицовочный слой (головка № 2) | |||||
| Направление сварки | на спуск | на спуск | на спуск | на спуск | на спуск | на спуск | на спуск | ||||
| Диаметр проволоки, мм | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | ||||
| Род тока, полярность | =; (+) | =; (+) | =; (+) | =; (+) | =; (+) | =; (+) | =; (+) | ||||
| Скорость сварки, мм/мин (± 10%) | от 950 до 1700 | от 400 до 950 | от 550 до 800 | от 450 до 900 | |||||||
| Скорость подачи проволоки, м/мин (± 10%) | от 11 до 15 | от 9 до 13 | от 9 до 14 | от 8 до 13 | от 9 до 11 | от 8 до 10 | от 7 до 10 | ||||
| Вылет электрода, мм | 14 ± 3 (поддерживается автоматически) | ||||||||||
| Защитный газ Ar/CО2 | 50/50 | 50/50 | 50/50 | 50/50 | 50/50 | 50/50 | 50/50 | ||||
| Расход газа, л/мин (± 10%) | 50-60 | 50-60 | 50-60 | 50-60 | 50-60 | 50-60 | 50-60 | ||||
| Сила тока, А (± 10%) | 250-295 | 220-270 | 210-270 | 200-260 | 210-245 | 190-240 | 180-235 | ||||
| Напряжение на дуге, В (± 10%) | 24-25,5 | 24,5-26,0 | 23,0-26,0 | 23,5-25,5 | 23,5-25,5 | 22,5-24,5 | 22,5-24,5 | ||||
| Частота колебаний электрода, Гц (± 10%) | |||||||||||
| Амплитуда колебаний электрода, мм | устанавливается по ширине разделки | ||||||||||
| Угол наклона электрода, градус | 7° 30’ ± 5° | ||||||||||
|
|
|
|
|
|
