 |


Влияние точности измерительных средств на результаты испытаний
|
|
|
|
Для последующего анализа и подготовки заключения по результатам испытаний ЭС проводят статистическую обработку измеренных значений параметров - критериев годности. Достоверность полученных результатов определяется погрешностью измерения каждого параметра, объемом исходных статистических данных и качеством их обработки. Для математической обработки наблюдений применяют методы теории вероятности и математической статистики. Существует специфика в обработке данных, полученных при выборочном и сплошном (100%-ном) контроле параметров ЭС.
Выборочной метод является основным, но не единственным при контроле готовой продукции. В условиях опытного и серийного производства ЭС подвергают и сплошному контролю. На первый взгляд может показаться, что проблема риска поставщика и риска заказчика, связанная с выборочным методом контроля, при 100%-ном контроле готовой продукции отсутствует. Однако это не так. Риск и поставщика и заказчика остается и при 100%-ном контроле, хотя оба имеют иной смысл, чем привыборочном контроле, поскольку обусловлены существенными погрешностями измерений контролируемых параметров. На рис. 1 показана плотность распределения вероятностей и параметра  изделий до и после их разбраковки
изделий до и после их разбраковки

Рис. 1. Плотность распределения вероятностей параметра  изделий при отсутствии погрешностей измерений:
изделий при отсутствии погрешностей измерений:
 - до разбраковки;
- до разбраковки;  - после разбраковки для годных изделий;
- после разбраковки для годных изделий;  и
и  - для отбракованных изделий при пренебрежимо малых погрешностях измерений.
- для отбракованных изделий при пренебрежимо малых погрешностях измерений.
Процесс контроля и измерений в этом случае сводится к разделению площади, ограниченной исходной (в данном случае гауссовской) плотностью распределения вероятностей  параметра
параметра  и осью абсцисс, на три области. При этом в область II входят изделия, значения параметра которых находятся в пределах заданного поля допуска
и осью абсцисс, на три области. При этом в область II входят изделия, значения параметра которых находятся в пределах заданного поля допуска  ; в области I и III - изделия со значениями параметра, выходящими за левую и правую границы поля допуска соответственно. Плотность распределения вероятностей параметра годных изделий после их разбраковки при
; в области I и III - изделия со значениями параметра, выходящими за левую и правую границы поля допуска соответственно. Плотность распределения вероятностей параметра годных изделий после их разбраковки при 
|
|
|
 , (12)
, (12)
где  - функция Гаусса;
- функция Гаусса;
 - функция Лапласа;
- функция Лапласа;
 - текущее значение параметра
- текущее значение параметра  в области II;
в области II;
 - половина поля допуска на ПКГ изделия;
- половина поля допуска на ПКГ изделия;
 ,
,  - математическое ожидание и дисперсияисходного (гауссовского) распределения .
- математическое ожидание и дисперсияисходного (гауссовского) распределения .
По таблицам Лапласа находим число отбракованных (непринятых)изделий для области I:
 , (13)
, (13)
и для области III
 . (14)
. (14)
Иначе проводят контроль при наличии существенной погрешности измерений ПКГ. В этом случае, хотя изделия при разбраковке также разбивают на области I—III, распределение значений параметра в каждой из них, установленное по результатам измерений, не будет совпадать с распределением истинных значений этого параметра. Если отклонение значений параметра от границ поля допуска  превышает ошибку у измерения, можно считать, что отбраковка выполнена правильно. Если же это отклонение меньше ошибки измерения, отбраковка выполнена неверно, т. е. изделие является фактически годным. При существенных погрешностях измерений определенная часть годных изделий попадает в забракованные (риск поставщика), тогда как часть негодных изделий принимается (риск заказчика). На рис. 2 представлена плотность распределения вероятностей ПКГ после разбраковки при наличии существенных погрешностей измерений:
превышает ошибку у измерения, можно считать, что отбраковка выполнена правильно. Если же это отклонение меньше ошибки измерения, отбраковка выполнена неверно, т. е. изделие является фактически годным. При существенных погрешностях измерений определенная часть годных изделий попадает в забракованные (риск поставщика), тогда как часть негодных изделий принимается (риск заказчика). На рис. 2 представлена плотность распределения вероятностей ПКГ после разбраковки при наличии существенных погрешностей измерений:
 ,
,
где  - среднее квадратическое отклонение погрешностей измерений при гауссовском их распределении
- среднее квадратическое отклонение погрешностей измерений при гауссовском их распределении  ;
;
 - среднее квадратическое отклонение значений параметров изделий при гауссовском их распределении
- среднее квадратическое отклонение значений параметров изделий при гауссовском их распределении  .
.
Если общее число изделий в партии до разбраковки принять за единицу, то относительное число отбракованных  , правильно оставленных
, правильно оставленных  , неправильно отбракованных (фактически годных
, неправильно отбракованных (фактически годных  ) и неправильно оставленных (фактически негодных
) и неправильно оставленных (фактически негодных  ) изделий можно вычислить с помощью следующих соотношений:
) изделий можно вычислить с помощью следующих соотношений:
|
|
|

Рис. 2. Распределение изделий после разбраковки:
1 - правильно оставленные (годные) изделия; 2 - правильно отбракованные (негодные) изделия; 3 - неправильно оставленные (фактически негодные) изделия; 4 - неправильно отбракованные (фактически годные) изделия.
Плотность распределения вероятностей параметра  после разбраковки изделий при существенных погрешностях измерений (штриховой линией показана плотность распределения вероятностей параметра
после разбраковки изделий при существенных погрешностях измерений (штриховой линией показана плотность распределения вероятностей параметра  после разбраковки изделий в отсутствие погрешностей измерений).
после разбраковки изделий в отсутствие погрешностей измерений).
Под гарантированным полем допуска  понимают допуск, превышение которого не гарантирует работоспособности изделия в период его эксплуатации. Однако гарантированный допуск устанавливают не только на выходные параметры готового изделия, но также и на параметры материалов, заготовок и полуфабрикатов. Гарантированный допуск выбирают с запасом, учитывающим старение изделия. Под производственным полем допуска
понимают допуск, превышение которого не гарантирует работоспособности изделия в период его эксплуатации. Однако гарантированный допуск устанавливают не только на выходные параметры готового изделия, но также и на параметры материалов, заготовок и полуфабрикатов. Гарантированный допуск выбирают с запасом, учитывающим старение изделия. Под производственным полем допуска  понимают допуск, которым руководствуется поставщик в процессе производства изделий. Очевидно, что
понимают допуск, которым руководствуется поставщик в процессе производства изделий. Очевидно, что  .
.
С помощью графиков, представленных на рисунке 3, можно решить ряд практических задач, например:
- при заданном гарантированном допуске на ПКГ изделия и с учетом конкретного значения точности измерительных средств определить риски поставщика и заказчика;
- при запланированном риске поставщика или заказчика и заданном гарантированном допуске определить точность измерительных средств и необходимый производственный допуск;
- при запланированных рисках поставщика и заказчика и заданных гарантированном и производственном допусках определить необходимую точность измерительных средств.
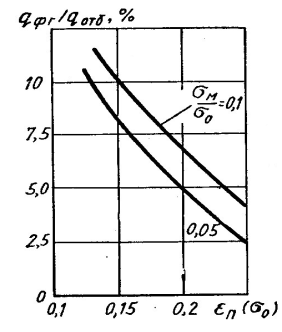



Рис. 3. Кривые изменения рисков поставщика (а) и заказчика (б) в зависимости от величины допуска и точности измерения ПКГ изделий при 
Контрольные вопросы
1. Порядок оформления результатов испытаний.
2. В каком случае используется выборочный контроль?
3. Приведите плотность распределения вероятностей параметра А`` при отсутствии погрешностей измерения.
|
|
|
4. В каком случае используется 100% контроль готовой продукции?
5. Условия выбора гарантированного допуска на параметры изделия.
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 6
|
|
|
