 |


Пороки глазурного покрытия и методы их устранения.
|
|
|
|
В обожженном изделии часто возникают следующие пороки покрытий. (Термины и определения дефектов лицевой поверхности приведены в прил. Б к ГОСТ 13996-93).
Цек — тонкие волосообразные трещины глазури, образующиеся вследствие различия к.т.р. черепка и глазури. Механизм возникновения цека поясняет рис. 3,а.
а)  б)
б) 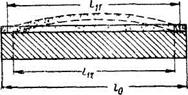
Рис. 3. Схема образования цека и отслаивания глазури:1 – керамический черепок,
2– слой глазури, 3 – трещины
В момент окончания обжига слои глазури и керамики имеют одинаковую длину l0. Если бы керамика и глазурный слой могли при охлаждении изменять свои размеры независимо друг от друга, то из-за того, что к.т.р. глазури больше к.т.р.керамики, глазурный слой принял бы размер l1г, а черепок l1ч. Но из-за сцепления глазурный слой, будучи наплавлен на керамику, вынужденно принимает ее размер и оказывается растянутым. Напряжения растяжения при превышении предела прочности глазури вызывают появление трещин. Цек может появиться и при одинаковых к.т.р. из-за того, что глазурь охлаждается быстрее, чем керамика. Склонность к цеку возрастает с повышением плотности глазурного шликера, толщины слоя глазури, при плохой проплавке фритты. Тонкий помол глазури снижает цек. Устранить цек можно снижением к.т.р. глазури или повышением температуры обжига, что увеличивает толщину промежуточного слоя.
Отслаивание глазури возникает, когда к.т.р. глазури меньше, чем у керамики. В этом случае (рис. 3,б) глазурный слой при охлаждении испытывает напряжения сжатия и, будучи упругим, стремится изогнуться и оторваться от поверхности керамики. Отслаивание глазури происходит также при пережоге. Чрезмерно тонкий помол глазури способствует развитию этого порока.
|
|
|
Сборка — глазурь стягивается в капельки и складки. Этому способствует слишком тонкий помол компонентов, плохая обдувка изделий от пыли перед глазурованием. Сборки ликвидируют, устраняя причины.
Наколы — образования точечных впадин, не заполненных глазурью. Они образуются при заниженной температуре предварительного (утельного) обжига неглазурованных изделий, когда не все газы удалены из основы. При снижении поверхностного натяжения глазурного расплава наколы заплывают.
Плохой разлив, волнистость, слабый блеск глазури могут появиться при недостаточно тонком помоле, неоднородности сырьевой смеси и фритты.
Сухость проявляется в ослабленном блеске глазури: на ощупь глазурь не скользкая. Возникает она от впитывания глазури в изделие при низкой вязкости глазурного расплава или повышенной пористости керамической основы.
Потеки возникают при низкой плотности глазурного шликера.
Плешины – неглазурованные участки изделия – появляются от попадания масла на эти участки и при малом содержании глины в глазурном шликере.
Матовость глазури может возникать вследствие поглощения паров борной кислоты и окиси свинца стенками печи. Для предупреждения этого порока надо применять бессвинцовые и малоборные глазури, вентилировать печь.
Слипыш — приплавление изделий друг к другу, к подставкам; происходит при аварийных ситуациях в печах политого обжига.
Пузыри (прыщи) – вздутия на глазурном покрове образуются при быстром подъеме температуры в интервале 800…1000°С. Газы, выделяющиеся из керамики, не успевают удалиться из нее до начала расплавления глазури. Карбонаты в составе керамики увеличивают опасность возникновения пузырей.
Засорка — отскакивание во время обжига частиц огнеупоров от футеровки печи и приплавление их к поверхности глазури. Устраняют засорку своевременным ремонтом футеровки.
Мушка — мельчайшие темные пятнышки на поверхности глазури. Она появляется при наличии в сырье железистых примесей и включений.
|
|
|
Ангобирование чаще применяют для грубой строительной керамики.
Ангоб – это светложгущееся керамическое покрытие, наносимое на сырец из легкоплавких глин для получения после обжига керамики белого и светлого тона. Ангобы наносят поливом или пульверизацией. Ангобирование применяют при изготовлении лицевого кирпича и в качестве подглазурного слоя, маскирующего цвет керамической основы, для изделий художественной керамики.
Прочное сцепление ангоба с керамикой обеспечивают согласованием величин воздушной и огневой усадки, а также к.т.р. Толщина слоя ангоба не должна превышать 0,1…0,3 мм, а шликер его должен быть тонкого помола с остатком не более 5% на сите № 0056. Плотность шликера должна быть в пределах 1,6…1,7 г/см3 (по денсиметру), а влажность – 36…40%. Введение в состав ангоба окиси кальция увеличивает его сцепление с керамикой. Температурный интервал спекания – не менее 120°С. В обжиге ангоб спекается, приобретая водопоглощение 1…4%, в то время как керамика может оставаться пористой. Для снижения температуры спекания ангоба в его состав вводят стеклобой.
Раскраска наносится обычно на плитки для внутренней облицовки. Раскраска может быть подглазурной, когда ее наносят на изделие перед глазурованием, и надглазурной, когда раскрашивают глазурованное обожженное изделие, а затем краску закрепляют на глазури специальным обжигом при температурах 720…850°С (для некоторых красок – 500…600°С).
В качестве керамических надглазурных красок используют смеси жаростойких минеральных пигментов с легкоплавкими стеклами или флюсами, а в качестве подглазурных – смеси этих же пигментов с керамическими массами и глазурями. Надглазурные краски обычно являются легкоплавкими, а подглазурные – тугоплавкими, их обычно обжигают однократно.
Пигментами в керамических красках являются различные минеральные соединения (силикаты, алюминаты, фосфаты и др.), а носителями цвета в пигментах (хромофорами) – оксиды бора, хрома, висмута, кобальта и их шпинели. Окраска пигментов – это результат избирательного поглощения кристаллической решеткой пигмента волн определенной длины. Пигмент принимает окраску того цвета, который является дополнительным к поглощенному. Способы нанесения красок: живопись, распыление («крытье»), печать, шелкография, применение штампов, отводки; декалькомания и фотокерамика [4].
|
|
|
Живописные работы выполняются кистью, пером и другими инструментами. Для этих работ краски растирают в фарфоровых шаровых мельницах со скипидаром в течение 24…48 ч и сливают через сито № 008. Для подглазурной росписи краски растирают с глазурью на сахарном сиропе и глицерине.
Крытье – это покрытие изделия краской в рамках трафарета при помощи краскораспылителя. Для этого краски растирают,как для живописи, но с добавкой канифоли либона воде с добавкой вареного клея – декстрина.
Для нанесения рисунка способом печати на металлическом барабане или доске гравер вырезает точную копию будущего рисунка изделия. Затем на барабан наносят слой краски так, чтобы она заполняла только вырезы, сверху накладывают специальную слабо увлажненную бумагу, а на нее — слой бумаги типа газетной толщиной 5…6 мм, покрывают кирзовой прокладкой и сжимают под прессом или между вальцами. Затем бумагу с отпечатком краски опускают в воду, а потом накладывают на сухое изделие и протирают войлочным валиком. Краска сцепляется с поверхностью изделия, а бумага легко отделяется от рисунка. Краску готовят в виде мастики на глицерине и патоке или на олифе.
Шелкография является разновидностью печати. Жидкая краска продавливается через шелковую сетку № 006. На сетку предварительно фотографическим методом наносят контур рисунка и покрывают его светочувствительной эмульсией. На светокопировочном станке через диапозитив наносят на эмульсию скрытое изображение рисунка, затем растворяют эмульсию в местах, не подверженных действию света. За пределами контура рисунка сетка оказывается покрытой эмульсией, а в пределах контура — свободной от нее, и в этих местах через нее легко продавливается жидкая краска.
Для нанесения красок при помощи штампа изготавливают специальный резиновый штамп и им наносят краску как на неглазурованные, так и на глазурованные изделия. Краски разводят на скипидаре, глицерине или патоке.
|
|
|
Отводки – это нанесение красок непрерывной круговой полоской для симметричных изделий. Этот прием выполняют при помощи специальной отводочной кисти на турнетке – диске, укрепленном во вращающемся шпинделе.
Декалькоманией называют переводные изображения. При этом способе, который является самым массовым, полиграфическим методом готовят из керамических красок изображение рисунка на бумаге в виде переводных картинок, затем наклеивают их на поверхность керамического изделия и обжигают.
Фотокерамика получается фотографированием оригинала в перевернутом виде. Затем с негатива печатают рисунок на стекло. После этого рисунок покрывают слоем керамической краски, а поверх нее – коллодиевым раствором. Застывшую коллодиевую пленку с нанесенной на нее краской снимают со стекла обработкой в растворе щелочи и последующей промывкой. Пленку наносят на изделие коллодиевой стороной, покрывают флюсом для усиления сцепления краски с поверхностью изделия, подсушивают и обжигают.
Раскрашенные изделия обжигают в муфельных или конвейерных роликовых печах, в окислительной среде. Температура обжига и длительность выдержки при максимальной температуре индивидуальны для каждой группы красок. Если раскраска многоцветна с разными температурами плавления, то обжиг ведут несколько раз, отдельно после нанесения каждой группы красок, с одинаковой температурой обжига. Первый обжиг ведут для тугоплавких красок, а последний – для красок с низкой температурой плавления.
|
|
|
