 |


ТМ = LР.Х./ n×S, мин;. LР.Х = у + ℓ + Δ, мм;. при точении в упор Δ=0 . тогда LР.Х = ℓ;. ТМ = ℓ / n×S, мин;
|
|
|
|
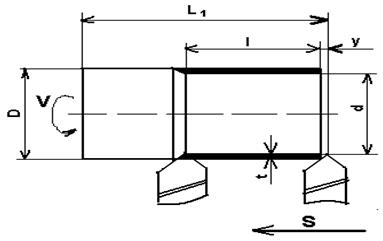
ТМ = LР. Х. / n× S, мин;
LР. Х = у + ℓ + Δ, мм;
т. к. φ = 900, у = 0;
при точении в упор Δ =0
тогда LР. Х = ℓ;
ТМ = ℓ / n× S, мин;
Схема продольного точения в упор с углом φ = 450;
 ТМ = LР. Х. / n•S, мин;
ТМ = LР. Х. / n•S, мин;
LР. Х = у + ℓ + Δ, мм;
у = t• ctq φ, мм;
при точении в упор Δ =0
тогда LР. Х = у + ℓ, мм
ТМ = (у + ℓ ) / n•S, мин;
3. Свободное и несвободное резание.
Под свободным резанием понимают такое резание, при котором в работе участвует только главная режущая кромка.
 При несвободном резании наряду с главной режущей кромкой в работе принимает участие и вспомогательная режущая кромка. Чаще приходится иметь дело с процессом несвободного резания, при котором вспомогательная режущая кромка в зависимости от радиуса при вершине R, вспомогательного угла в плане φ 1, и подачи S принимает в работе резания большее или меньшее участие.
При несвободном резании наряду с главной режущей кромкой в работе принимает участие и вспомогательная режущая кромка. Чаще приходится иметь дело с процессом несвободного резания, при котором вспомогательная режущая кромка в зависимости от радиуса при вершине R, вспомогательного угла в плане φ 1, и подачи S принимает в работе резания большее или меньшее участие.

 При несвободном резании на обработанной поверхности остаются гребешки, размеры которых зависят от подачи, радиуса при вершине, главного и вспомогательного углов в плане. За каждый оборот заготовки резец перемещается на величину подачи из положения 1 в положение 2, 3, 4 и т. д., оставляя на обработанной поверхности гребешки высотой Н.
При несвободном резании на обработанной поверхности остаются гребешки, размеры которых зависят от подачи, радиуса при вершине, главного и вспомогательного углов в плане. За каждый оборот заготовки резец перемещается на величину подачи из положения 1 в положение 2, 3, 4 и т. д., оставляя на обработанной поверхности гребешки высотой Н.
Высота гребешков тем меньше, чем больше углы в плане и радиус при вершине, и меньше величина подачи. Величина остаточных гребешков во многом определяет шероховатость обработанной поверхности.

Тема 3. 3. Физические явления при токарной обработке
Металл, срезанный с заготовки режущим инструментом, называется стружкой.
|
|
|
Процесс стружкообразования является одним из сложных физических процессов, который сопровождается упругими и пластическими деформациями, трением, тепловыделением, наростообразованием, завиванием и усадкой стружки, наклёпом и износом режущего инструмента.
Вскрыть физическую сущность процесса резания, установить причины и закономерности явлений, даёт возможность рационально управлять процессом резания и делать его более производительным, качественным и экономичным.
1. Процесс стружкообразования и типы стружек
Под действием режущего инструмента срезаемый слой подвергается сжатию. Процесс сжатия, как и процесс растяжения, сопровождается упругими и пластическими деформациями. Из диаграммы растяжения мягкой стали
 видно, вначале растягиваемый образец на участке « оа» имеет упругие (обратимые) деформации.
видно, вначале растягиваемый образец на участке « оа» имеет упругие (обратимые) деформации.
Затем наступает текучесть металла (участок ас), после чего происходят пластические (необратимые) деформации (участок cm ) заканчивающиеся разрушением образца.
Пластические деформации заключаются в сдвиге одних слоёв относительно других.
Процесс пластического деформирования сопровождается большим тепловыделением и изменением свойств металла. При сжатии образца картина будет аналогична описанной, только вместо удлинения образца произойдёт его укорочение.
В зависимости от условий обработки срезанный слой (стружка) может быть различных видов.
 При обработке сталей имеет место три основных типа стружки: элементная, ступенчатая и сливная.
При обработке сталей имеет место три основных типа стружки: элементная, ступенчатая и сливная.
Элементная стружка получается при обработке твёрдых и маловязких металлов с малой скоростью резания. Она состоит из отдельных пластически деформированных элементов, слабо или вовсе не связанных между собой.
 Ступенчатая стружка получается при обработке сталей со средней скоростью резания.
Ступенчатая стружка получается при обработке сталей со средней скоростью резания.
Прирезцовая сторона такой стружки гладкая, а противоположная сторона имеет зазубрины с выраженным направлением отдельных прочно связанных между собой элементов.
|
|
|
 Сливная стружка получается при обработке сталей с высокой скоростью резания. Она сходит с резца в виде ленты без зазубрин.
Сливная стружка получается при обработке сталей с высокой скоростью резания. Она сходит с резца в виде ленты без зазубрин.
Кроме указанных типов стружек, при обработке сталей могут образовываться и промежуточные стружки. Чем больше скорость резания и меньше угол резания, и толщина среза, тем образующаяся стружка ближе к сливной.
Ещё профессор Санкт – Петербургского горного института Иван Августович Тиме (1861 –1928гг) в своих работах указал на переменность силы, действующей на резец со стороны срезаемого слоя. Наименьшее её значение при элементной стружке будет в начале деформации при образовании первого элемента. По мере продвижения резца и увеличения деформации элемента, сила резания будет возрастать, достигая своего наибольшего значения в момент скалывания элемента, а затем уменьшится до некоторого значения, но не упадёт до нуля, т. к. деформация второго элемента стружки начинается несколько раньше, чем заканчивается скалывание первого элемента.
При образовании ступенчатой стружке, изменение силы резания будет меньшим, чем при элементной стружке и работа резания будет протекать более спокойно. Ещё меньшее изменение силы резания будет при сливной стружке, что, наряду с более равномерной нагрузкой на систему СПИД, будет способствовать получению более качественной поверхности.
Таким образом, по типу стружки можно судить о качественной стороне протекания процесса резания. Получение сливной стружки вместо стружки скалывания и ступенчатой во многом подтверждает правильность назначенных режимов резания и геометрических параметров режущей части резца.
Стружка надлома получается при обработке малопластичных металлов – твёрдого чугуна, бронзы. Стружка состоит из отдельных как бы выломанных элементов, разнообразных по форме и не связанных или слабо связанных между собой. Сыпучая стружка надлома пластически мало деформирована, но она создаёт резко неравномерную нагрузку на систему СПИД. Обработанная поверхность при такой стружке получается шероховатой, с большими впадинами и выступами.
|
|
|
|
|
|
