 |


Технология изготовления изделия и технологическая документация
|
|
|
|
Технология изготовления изделия и технологическая документация
Изготовление детали на конкретном металлорежущем станке реализуется в виде специальным образом организованной последовательности действий рабочего и движений узлов станка по обработке различных поверхностей заготовки. Совокупность этих действий называют технологической операцией, а сами действия – переходами. Переходы подразделяют на технологические и вспомогательные.
Технологическим переходом называют законченную часть технологической операции изготовления детали, выполняемую одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке (закреплении заготовки). Изменение обрабатываемой поверхности, применение другого инструмента или режима резания соответствует введению в технологию изготовления детали нового технологического перехода.
Вспомогательным переходом называют законченную часть технологического процесса изготовления детали, не сопровождающуюся изменением формы, размеров и шероховатости поверхности, но необходимую для выполнения технологического перехода. К таким переходам относят действия по установке и снятию заготовки, замене режущего инструмента, измерению полученных размеров и пр. В технологических документах, описывающих последовательность изготовления детали, вспомогательные и технологические переходы нумеруют последовательно друг за другом арабскими цифрами.
Важнейшими технологическими документами являются маршрутная и операционная карты и карты эскизов обработки, в которых представляют последовательность, схемы переходов, режим обработки, приспособления и инструмент. Разработка таких документов осуществляется технологами.
|
|
|
Содержание работы
Работа включает: изучение видов токарных работ, устройства, назначения и методов наладки токарно-винторезного станка, выбор способов токарной обработки поверхностей конкретной заготовки и разработку технологической карты получения детали заданной формы и размеров, подготовку отчета.
Последовательность выполнения работы
1. Изучите виды токарных работ, режущий инструмент и приспособления для закрепления заготовки. Ознакомьтесь с этими элементами технологической системы по демонстрационным стендам.
2. Изучите устройство и назначение токарно–винторезного станка.
3. Проследите за выполнением на станке учебным мастером следующих токарных работ: точение, подрезание, сверление, нарезание резьбы, отрезание заготовки, точение конической поверхности.
4. Получите индивидуальное задание для самостоятельной работы (табл. 1. 1) по разработке последовательности и схем изготовления детали методом токарной обработки и выбору технологической оснастки.
Выполните перечисленные далее действия.
4. 1. Нарисуйте чертеж детали в отчет и обозначьте на чертеже обрабатываемые поверхности арабскими цифрами.
Примечание: Обрабатываемые поверхности выделены на чертеже детали (табл. 1. 1) утолщенными линиями. Припуск на обработку показан пунктирной линией. Пример представления задания в отчете дан на рис. 1. 12, а.
4. 2. Для каждой из обрабатываемых поверхностей выберите вид токарной обработки, конкретный метод обработки конической поверхности, режущий инструмент и приспособления.
4. 3. С помощью преподавателя составьте последовательность обработки заготовки и запишите ее в виде технологических и вспомогательных переходов.
4. 4. Нарисуйте эскизы выполнения технологических переходов обработки заготовки и представьте их последовательность при изготовления детали. В таблице 1. 2 дан пример разработки технологического маршрута, выполненный применительно к заданию, представленному на рис. 1. 12, а.
|
|
|
4. 5. Выполните расчеты, необходимые для наладки станка на обработку конической поверхности с углом a (nст, Sо, t, i), используя формулы (1. 2–1. 5), и опишите процесс наладки.
Примечания. 1). Исходные для расчетов значения элементов режима резания для обработки конической поверхности представлены в трех правых столбцах (табл. 1. 1).
2). i – число рабочих ходов, необходимое для удаления припуска. Рассчитывают значение i по формуле (1. 5) в тех случаях, когда толщина припуска превышает допустимое или указанное в задании значение глубины резания t.
i = (Dзаг – d)/t, (1. 5)
где Dзаг – диаметр обрабатываемой поверхности, d – диаметр обработанной. Полученную по формуле (1. 5) цифру округляют до целого значения в большую сторону.
4. 6. Нарисуйте технологический эскиз обработки заготовки с изображением на нем режущих инструментов в конце рабочего хода, рабочих движений и приспособлений для закрепления заготовки.
Примечание. Пример изображения технологического эскиза изготовления детали (рис. 1. 12, а) на токарном станке дан на рис. 1. 12, б.
Таблица 1. 1
Индивидуальные задания
| № п. п. | Эскиз детали с припусками на обработку | Размеры детали | Элементы Режим резания | |||||||||||
| L, мм | ℓ 1, мм | ℓ 2, мм | D1, мм | D2, мм | D3, мм | D4, мм | d1, мм | d2, мм | a, град. | t, мм | vJ, м/мин | sо, мм/об. | ||
|
| 1, 5 | 0, 15 | ||||||||||||
| 2, 0 | 0, 30 | |||||||||||||
| 2, 5 | 0, 30 | |||||||||||||



| № п. п. | Эскиз детали с припусками на обработку | Размеры детали | Элементы Режим резания | ||||||||||
| L, мм | t, мм | t, мм | t, мм | D2, мм | D3, мм | D4, мм | a, град. | М1 | t, мм | vJ, м/мин | sо, мм/об. | ||
|
| М50 | 2, 5 | 0, 20 | ||||||||||
| М25 | 2, 0 | 0, 17 | |||||||||||
| М50 | 1, 5 | 0, 15 | |||||||||||
| № п. п. | Эскиз детали с припусками на обработку | Размеры детали | Элементы
Режим резания | ||||||||||||
| L, мм | ℓ 1, мм | ℓ 2, мм | D1, мм | D2, мм | D3, мм | D4, мм | d1, мм | a, град. | t, мм | vJ, м/мин | sо, мм/об. | ||||
|
| 2, 0 | 0, 12 | |||||||||||||
| 1, 5 | 0, 10 | ||||||||||||||
| 1, 0 | 0, 15 | ||||||||||||||



| № п. п. | Эскиз детали с припусками на обработку | Размеры детали | Элементы Режим резания | ||||||||||||
| L, мм | ℓ 1, мм | ℓ 2, мм | ℓ 3, мм | D1, мм | D2, мм | D3, мм | d1, мм | d2, мм | a, град. | М1 | t, мм | vJ, м/мин | sо, мм/об. | ||
|
| М50 | – | 0, 15 | ||||||||||||
| М60 | – | 0, 20 | |||||||||||||
| М90 | – | 0, 25 | |||||||||||||
| Чугун СЧ28, ВК8. Припуск на обработку 4 мм |
По варианту 12 точению подлежит трапецеидальная канавка | ||||||||||||||

Таблица 1. 2
Последовательность токарной обработки заготовки «Втулка»
________________________________________________________
(наименование станка, модель)
| № пе-ре-хода | Номер обрабатываемой поверхности | Содержание перехода | Эскиз перехода | Режущий инструмент | Приспособление |
| Установить и закрепить заготовку | 
| Трехкулачковый самоцентрирующий патрон | |||
| Подрезать торец заготовки в размер 60 мм. | 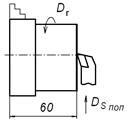
| Подрезной резец | |||
| 4, 6 | Точить поверхность диаметром 50 мм на длину 40 мм. | 
| Проходной прямой упорный резец | ||
| Сверлить отверстие диаметром 20 мм | 
| Спиральное сверло D = 20 мм | |||
| Точить фаску 5´ 45О | 
| Проходной отогнутый резец | Трехкулачковый самоцентрирующий патрон | ||
| Точить канавку с диаметром 40 мм и шириной 5 мм. | 
| Канавочный резец | |||
| Точить канавку с углом 900 | 
| Фасонный резец | |||
| Расточить коническую поверхность с углом 300 | 
| Расточной проходной резец | |||
| Раскрепить и снять заготовку |
Содержание отчета
1. Номер и исходные данные индивидуального задания (см. табл. 1. 1).
Индивидуальное задание: «Разработать последовательность токарной обработки детали «….. », выбрать режущие инструменты и технологическую оснастку, назначить и рассчитать режим обработки.
|
|
|

| 
|
Рис. 1. 12. Примеры представления в отчете чертежа (а) и схемы обработки заготовки (б)

3. Чертеж детали (с указанием размеров поверхностей, подлежащих обработке, по примеру рис. 1. 12, а). (Чертёж уже есть в п. 2 – исх. данные задания. )
4. Технологическая последовательность токарной обработки заданной детали (по примеру, представленному в табл. 1. 2).
5. Схема обработки заготовки (по примеру рис. 1. 12, б).
6. Выбор метода обработки конической поверхности и описание наладки станка на ее обработку.
7. Расчеты для наладки станка на обработку конической поверхности:
– определение частоты вращения шпинделя станка nрасч по формуле (1. 2);
– расчет числа рабочих ходов i, необходимых для удаления припуска по формуле (1. 5);
– расчет числа делений на лимбе станка N, на которое следует повернуть винт поперечной подачи при установке резца на заданную глубину резания;
– расчет угла поворота верхнего суппорта α (формула 1. 4) или смещения h задней бабки (формула 1. 3), тип и характеристики? инструмента?.
|
|
|
