 |


5.3. Іонно-плазмове вакуумно-конденсаційне напилення покриття термічною сублімацією матеріалу
|
|
|
|
При цьому способі нанесення покриття здійснюється розпилення матеріалу локальною дією на його поверхню енергетичних імпульсів. Внаслідок цього на мікроділянках створюються умови для швидкісного випаровування твердого матеріалу.
При щільності енергії 107... 109 Вт/см2 на поверхні матеріалу реалізується розпилюючо-випаровувальний процес з утворенням потоку часток, що напилюються. У більшості випадків продукти розпилення ізо-тропно розлітаються у межах напівсфери. Основна частина продуктів ерозії складається з парової фази.
Практично процес розпилення-випаровування супроводжується утворенням найдрібніших часток конденсованої фази. Тверді або рідкі частки мають розмір від долі до десятків мікрометрів та розлітаються зі швидкістю 1... 10 м/с. Такі частки називають крапельною фазою потоку. Однією з причин виникнення крапельної фази є окклюзія газів, нерівномірність мікро та макроструктури матеріалу, що розпилюється. Перехід крапельної фази у покриття здебільшого недопустимий. Тому при напиленні покриття способом вибухового розпилення необхідні пристрої для відділення сконденсованої фази від основного потоку часток, напилюються.
Рівень сучасної техніки дозволяє здійснити формування корпускулярного потоку матеріалу з використанням різних імпульсних джерел теплоти, які переміщуються по поверхні розпилюваного матеріалу. Це може бути електронний або лазерний промінь, електричні розряди тощо.
Досить ефективно процес нанесення покриття відбувається у так званій металічній плазмі - високострумному низьковольтному розряді, який горить у парі матеріалу.
По способу генерації плазми вакуумні дуги розподіляються на катодну й анодну форми, в яких генерація металічної плазми здійснюється відповідно катодними й анодними плямами.
|
|
|
На охолоджуваних катоді й аноді з розвиненою поверхнею реалізується катодна форма дуги, яка розвивається у парі матеріалу катоду, який еродує з мікроплям. Основна частина розрядної напруги складається з катодного падіння потенціалу.
Для катодної форми дуги існує мінімальний крітичний струм (від одиниць до сотен амперів залежно від матеріалу катоду та параметрів електричної мережі), вище якого можна отримати стійкий електричний розряд. Тому стаціонарний катодний режим генерації плазми стійко реалізується при струмі більше критичного. Звичайно це відбувається при електричній потужності більше 1 кВт.
На рис. 5. 5 наведена схема вакуумного напилення покриття розпиленням катода дугою низького тиску.
Цей спосіб розроблено Харківським фізико-технічним інститутом і названий КІБ (конденсація з іонним бомбардуванням).
У технічній літературі цей спосіб ще називають іонно-плазмовим вакуумним напиленням, підкреслюючи, що формування покриття переважно відбувається з іонізованого потоку часток.
Процес здійснюється у жорсткій камері у вакуумі при тиску 10... 10-1 Па. Між розпилюваним матеріалом - катодом 2 та мідним водоохолоджуваним анодом 4 збуджується дуговий розряд. З цією метою використовують силове джерело живлення постійного струму 1 з напругою холостого ходу 60... 80 В. Для збудження дуги використовують різні схеми (допоміжний електрод, плавку вставку тощо).
Стабілізація катодної плями у межах площини матеріалу, що розпилюється, передбачена за допомогою електромагнітної котушки 8. Дуговий розряд 7 протікає у парі матеріалу катоду. В окремих катодних плямах відбувається безперервний процес самочинного розкладу чарунок і безперервне утворення нових. Щільність струму в катодних плямах становить 105... 107 А/см2 при частоті коливань того ж порядку. Таким чином, дуга відіграє роль імпульсного джерела нагрівання.
|
|
|
Стійкість дуги залежить від того, як легко випаровується матеріал катоду, під дією енергії, яка виділяється у катодних плямах. Струм у катодній плямі може бути від одиниць до сотень ампер при щільності потужності від 107 до 108 Вт/см2.
Розподілення числа катодних плям відповідає закону Гаусса, а їх переміщення броунівському. Відштовхуючись один від одного, вони переміщуються до периферії площі катоду та стабілізуються на торці катода котушками 8.
Необхідними умовами генерації потоку часток, що напилюються, є великі потужності, які виділяються на катодних плямах, та високий тиск пари при утворенні катодних струменів.
Найбільш стабільно процес розпилення матеріалу катода проходить при охолодженні його водою 9 (холодний катод).
При катодному розпиленні використовують нееродуючі аноди 4. Iх робота проходить у ненапруженому тепловому режимі. Необхідно прагнути до мінімального падіння анодного потенціалу та дифузного розподілення розряду по поверхні анода. При цьому знижується абсолютна величина енергії, що виділяється на аноді, та величина питомої енергії на одиницю площі. Анодна пляма переміщується по поверхні зі швидкістю біля 104 м/с. Це запобігає руйнуванню анода.
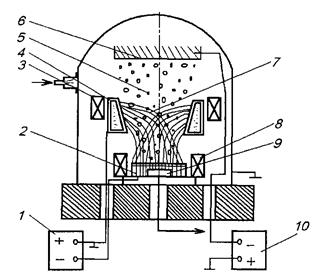
Рис. 5. 5. Схема вакуумного напилення покриття розпиленням
катода дугою низького тиску:
1 -джерело електроживлення; 2 - розпилюваний матеріал (катод);
3 -електромагнітні торцеві прискорювачі; 4 - водоохолоджений анод;
5 - потік напилюваних часток; 6 - виріб; 7 -дуговий розряд;
8 - стабілізаційна електромагнітна котушка; 9 - канал водоохолодження;
10 - високовольтний випрямляч
Пара матеріалу, який розпилюється, коли проходить крізь дуговий розряд, значною мірою іонізується. Залежно від умов процесу ступінь іонізації знаходиться в широких межах від 20% до 90%. Завдяки цьому з'являється можливість формування потоку 5 у напряму виробу 6.
На практиці використовують два способи дії на іонізовані частини потоку: електромагнітною дією та подачею на виріб від'ємного зміщення.
Найбільший вплив на ефективність процесу справляє питома потужність дугового процесу, потенціал зміщення, який подається на виріб, та індукція магнітного поля. Ці параметри в основному визначають середню енергію іонів, щільність потоку енергії плазмового струменя, щільність потоку іонів та інші показники.
|
|
|
З підвищенням питомої потужності дуги збільшується швидкість розпилення катоду та продуктивність напилення. При цьому поліпшуються показники параметрів потоку часток.
Питома потужність дуги регулюється двома параметрами: силою струму дуги та площею розпилюваного катода. Напруга дугового розряду змінюється мало і становить З0... 40 В. При наперед заданих розмірах площі розпилюваного матеріалу основним енергетичним параметром є сила струму дуги.
Сучасні установки дозволяють вести процес при силі струму від 20 до 1000 А. Найчастіше використовується сила струму 100... 300 А при щільності 1... 20 А/см2. Якщо збільшити щільність струму, різко зростає у паровому потоці кількість конденсованої фази.
Від'ємний потенціал на виріб подається високовольтним випрямлячем 10, який забезпечує регулювання напруги в широких межах. У електромагнітних (холівських) торцевих прискорювачах 3 прискорення часток відбувається під дією сили Ампера.
У системах з холівським прискорювачем іонізованих часток, на відміну від електродугових випаровувачів з електростатичним прискоренням, забезпечується формування сфокусованих, практично повністю іонізованих і прискорених незалежно від технологічного об'єкту плазмових потоків, внаслідок чого при рівних значеннях електричної потужності холівські прискорювачі мають більш високу продуктивність, яка підвищує продуктивність випаровувачів у п'ять-десять разів, а більш висока ступінь іонізації плазмового потоку забезпечує гнучке керування і більш ефективне протікання процесів синтезу.
Індукція магнітного поля найбільш впливає на щільність потоку іонізованих часток. Найчастіше використовують величину індукції у межах від 0 до 4, 5 мТл.
На рис. 5. 6 показана якісна залежність впливу величини струму дуги та індукції магнітного поля котушки на щільність струму іонів у напилюваному потоці.
|
|
|

Рис. 5. 6. Якісна залежність щільності іонного струму від індукції
магнітного поля та струму дуги
Потенціал зміщення найбільш впливає на швидкість іонного травлення вихідної поверхні напилення та швидкість конденсації.
При ерозії катода на поверхні диска утворюються чашкоподібні заглиблення.
Стабільність процесу залежить від температури розпилюваного матеріалу. Підвищення температури порушує кінетику переміщення катодних плям, підвищує кількість конденсованої фази у потоці.
Для вилучення впливу температурного фактору матеріал катода інтенсивно охолоджується водою.
Для стабілізації дугового розряду тиск у камері підтримується на рівні від 10-1 до 10-2 Па. Дистанція напилення знаходиться у межах 200... 350 мм.
На стабільність процесу, окрім перелічених технологічних параметрів, великий вплив справляють конструкція та розміри анодного вузла та конструкція магнітних систем стабілізації катодної плями на торці матеріалу, що розпилюється, та магнітного прискорювача.
Спосіб КІБ можна віднести до процесів РА РVD. Він широко використовується для нанесення покриття різного призначення з багатьох матеріалів. Найбільше поширення він отримав при вакуумному реакційному напиленні (спосіб АRЕ) зносостійких покриттів. Наприклад, при напиленні твердих зносостійких матеріалів на ріжучі та інші інструменти.
При використанні оптимальних параметрів режиму іонно-плазмового напилення можна утворити потоки з широкими межами показників:
- щільність потоку часток 1020... 1021 часток/(см2·с);
- енергія часток 5... 40 еВ;
- ступінь іонізації 20... 90%;
- швидкість часток 103... 105м/с;
- кількість конденсованої фази до 10%.
До переваг методу належать:
- універсальність по матеріалам, що напилюються, та покриттям;
- висока продуктивність процесу (1... 3 мкм/хв) і вище;
- висока якість покриття, особливо адгезійна міцність;
- достатня кількість керованих параметрів процесу та гнучкість їх регулювання;
- спрощене отримання покриття з рівномірною товщиною.
До недоліків методу належить віднести наявність у потоці значної кількості сконденсованої фази. Це ускладнює установки для напилення за рахунок введення нових вузлів для сепарації потоку.
Перспективними напрямками розвитку процесу є використання анодної форми дуги, використання скануючого імпульсного лазерного або електронного променю тощо.
|
|
|
