 |


Нормирование технологического процесса сборки домкрата 7035-4141 (общая сборка)
|
|
|
|
| № | Содержание работы | Факторы | № карты и позиция | Оперативн. Время Топ, мин. |
| 1 | 2 | 3 | 4 | 5 |
| 1. | Взять гайку, установить на корпус. | Масса гайки 0,1 кг. Наибольший размер 90 мм. | К 38. стр.70 | 0,023 |
| 2. | Завернуть втулку в гайку | Размер втулки М52, длина завинчивания 40 мм. | К 59. стр.108 | 0,21 |
| 3. | Взять державку в сборе, установить в корпус. | Масса державки 2,5 кг. Наибольший размер 155 мм. | К 52. стр.97 | 0,052 |
| 4. | Завернуть резьбовую втулку в корпус вручную. | Размер втулки М20, длина завинчивания 11 мм. | К 59. стр.108 | 0,1 |
| 5. | Завернуть винт в резьбовую втулку вручную. | Размер винта М10, длина завинчивания 30 мм. | К 59. стр.108 | 0,18 |
| 6. 7. | Взять винт и завернуть на 2…3 нитки вручную. Завернуть ручной слесарной отвёрткой. | Размер винта М5, длина завинчивания 10 мм. Размер винта М5, длина завинчивания 10 мм. | К 54. стр.99 К 58. стр.105 | 0,057 0,105 |
Таблица 3
Нормирование технологического процесса сборки домкрата 7035-4141 (узловая сборка)
| № | Содержание работы | Факторы | № карты и позиция | Оперативн. Время Топ, мин. |
| 1 | 2 | 3 | 4 | 5 |
| 1. | Взять подшипники, установить в державку. | Масса подшипника 0,5 кг. Наибольший размер 50 мм. Количество 2 шт. | К 38. стр.70 | 0,023*2= 0,046 |
| 2. | Запрессовать две оси вручную. Итого: | Масса оси 0,1 кг. Длина запрессовки 20 мм. Кол. 2 шт. | К 48. стр.91 | 0,059*2= 0,118 0,891 |
Рассчитываем штучное время на сборочную операцию с учетом времени на обслуживание рабочего места и отдых [1]:

где  - основное технологическое время, мин;
- основное технологическое время, мин;
 - вспомогательное время, мин;
- вспомогательное время, мин;
 - время на обслуживание рабочего места, мин;
- время на обслуживание рабочего места, мин;
 - время на отдых и личные надобности, мин;
- время на отдых и личные надобности, мин;
 - поправочный коэффициент на оперативное время, учитывающий число приёмов, выполняемых сборщиком [4].
- поправочный коэффициент на оперативное время, учитывающий число приёмов, выполняемых сборщиком [4].
|
|
|





Штучно-калькуляционное время:

где  - подготовительно-заключительное время, мин,
- подготовительно-заключительное время, мин,


Определим число основных рабочих:

где  - трудоёмкость сборки изделия, мин;
- трудоёмкость сборки изделия, мин;
 - коэффициент превышения нормы выработки.
- коэффициент превышения нормы выработки.
Принимаем число основных рабочих 
Поскольку принятый режим работы двухсменный, сборку производит один человек в первую смену и один человек во вторую.
Число вспомогательных рабочих берут равным 20…40% от основных [4]:

Принимаем одного вспомогательного рабочего в первую и одного во вторую смены.
Расходы по зарплате основных рабочих:

где  - часовая тарифная ставка четвёртого разряда для сборщиков,
- часовая тарифная ставка четвёртого разряда для сборщиков,  [4];
[4];
 - средний тарифный коэффициент;
- средний тарифный коэффициент;
 - суммарная годовая трудоёмкость сборки изделия;
- суммарная годовая трудоёмкость сборки изделия;

Расходы по дополнительной зарплате основных рабочих принимаем в размере (6…12)% от основной зарплаты [4].

Суммарные годовые расходы по заработной плате основных рабочих:

Среднемесячная зарплата одного основного рабочего:

Расходы по прямой зарплате вспомогательных рабочих:

где  - часовая тарифная ставка четвёртого разряда для повременщиков.
- часовая тарифная ставка четвёртого разряда для повременщиков.

Годовой фонд премий вспомогательных рабочих принимаем равным 20% от расходов по прямой зарплате вспомогательных рабочих:

Суммарные годовые расходы по зарплате вспомогательных рабочих:

Среднемесячные расходы по зарплате одного вспомогательного рабочего:

Компоновка рабочего места сборщика приведена на рис.6.
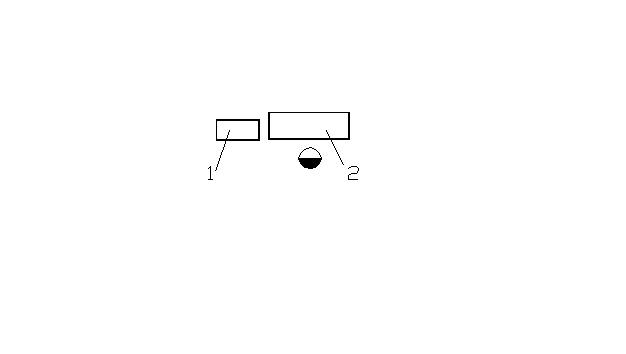
Рис.6. Компоновка участка сборки: 1- стеллаж для приёма собранных изделий; 2 - верстак
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ СБОРКИ ДОМКРАТА
Требования к заполнению и оформлению технологических документов на технологические процессы, специализированные по методам сборки, устанавливаются по ГОСТ 3.1407-86.
После разработки технологического процесса сборки заполняем технологические документы, в частности маршрутную карту слесарно-сборочных работ (см. приложение 1).
|
|
|
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ КОРПУСА
|
|
|
