 |


Дайте определение номинальной мощности. Перечислите известны Вам виды мощности. Изобразите графически внешнюю характеристику машины Обоснуйте.
|
|
|
|
Перечислите этапы образования сварного соединения. Охарактеризуйте второй этап образования сварного соединения. Выявите параметры, влияющие ш качество сварного соединения. Сделайте сравнительный анализ качества сварной соединения при стыковой сварке сопротивлением и оплавлением.
Образование сварного соединения состоит из 4-ёх этапов: 1-й этап - подготовительный этап, на котором свариваемые поверхности входят в соприкосновение при определенном усилии; 2-й этап - начинается с момента св.тока и заканчивается началом расплавления литого ядра; 3-й этап - начинается с возникновения расплавленной зоны и её увеличение диаметра литого ядра; 4-й этап - начинается с момента выключения тока.
Во время второго этапа металл нагревается и расширяется в местах соединения. С нагревом металла развиваются пластические деформации, под влиянием которых металл вытесняется в зазор и образуется поясок, уплотняющий ядро.
Качество сварных соединений зависят от продолжительности, формы и величины импульса сварочного тока. Также от размера и скорости нарастания сжимающего усилия. Немаловажную роль играет и качество предварительной обработки свариваемых поверхностей, уровень квалификации сварщика, степень автоматизации и механизации процесса. Для получения качественного сварного соединения необходимо правильно подобрать режим сварки и материалы, необходимые для сваривания, исходя из различных параметров и свойств свариваемых деталей, таких как толщина, форма, материал и т.д. Необходимо также учитывать условия, при которых производится процесс сварки.
Стыковая сварка сопротивлением: недостатком метода является невысокая прочность сварного шва, при высоких требованиях, предъявляемых к подготовке торцевых поверхностей. Максимально точная подгонка соединяемых площадок, механическая или химическая очистка, занимают много времени, поэтому сварку сопротивлением применяют редко.
|
|
|
Стыковая сварка оплавлением: Преимуществом метода является получение прочного и надежного соединения сечений, имеющих сложную форму и большие размеры. Сварка оплавлением незаменима для получения качественного шва в момент присоединения дополнительных элементов к стальной поверхности, приварке друг к другу металлических конструкций и прочее.
Раскройте сущность образования сварных соединений при стыковой сварке. Охарактеризуйте третий этап образования сварного соединения при точен ной сварке. Изобразите и укажите параметры, из которых состоит сопротивлением на участке электрод-электрод. Установите отличия в распределении и балансе теп ла при различных способах контактной сварки.
Существуют два вида стыковой контактной сварки: сварка сопротивлением и сварка оплавлением.
При сварке сопротивлением заготовки сначала сжимают усилием, обеспечивающим образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. Для обеспечения равномерного нагрева по всему сечению поверхности заготовок тщательно готовят. Необходимость обеспечения равномерного нагрева ограничивает возможность применения сварки сопротивлением только для деталей небольшого (площадью до 200 мм2) и простого сечения (круг, квадрат).
Сущность сварки оплавлением заключается в том, что свариваемые заготовки сближают при включенном сварочном трансформаторе. Касание поверхностей происходит по отдельным выступам. Ввиду того, что площадь образовавшихся контактов очень небольшая, плотность тока, протекающего через эти контакты, настолько велика, что происходит мгновенное оплавление металла с образованием жидких перемычек, которые под действием паров металла разрушаются. Часть металла в виде искр выбрасывается из стыка. Вместе с жидким металлом выбрасываются загрязнения, которые присутствуют на поверхности заготовок. Продолжающееся сближение заготовок приводит к образованию новых перемычек и их оплавлению. Непрерывное образование и разрушение контактов-перемычек между торцами приводит к образованию на торцах слоя жидкого металла. После оплавления торцов по всей поверхности осуществляют осадку. При осадке жидкий металл из стыка выдавливается наружу и, затвердевая, образует грат. Обычно грат удаляют в горячем состоянии. Сварка оплавлением может быть прерывистая и непрерывная. При прерывистом оплавлении заготовки под током приводят в соприкосновение и вновь разводят. Образующийся при разведении электрический разряд между торцами заготовок оплавляет торцы. После нескольких повторных замыканий на торцах образуется слой жидкого металла. При включении механизма осадки жидкий металл выдавливается из стыка, торцы приходят в соприкосновение и образуется сварное соединение.
|
|
|
Третий этап начинается с возникновения расплавленной зоны и её увеличения диаметра литого ядра. На этом этапе происходит дробление и разрушение оксидных пленок, которые замешиваются в расплавленном металле ядра.

При сварке сопротивлением теплота, выделяющаяся в контакте между торцами свариваемых деталей, относительно невелика и по мере нагрева соединения быстро уменьшается. При сварке оплавлением, наоборот, в этом месте выделяется значительное количество теплоты и оно мало изменяется в процессе оплавления. При таких способах сварки теплоту, которая генерируется в контактах между электродами и деталью не учитывают, так как это место удалено от места сварки и количество теплоты небольшое вследствие высокого усилия, прилагаемого в зажимах.
Дайте определение температурного поля. Охарактеризуйте тепловой баланс при контактной сварке. Объясните влияние околошовной зоны на качество сварного соединения. Выявите основные параметры, влияющие на развитие термопластических деформаций.
|
|
|
Температурное поле – совокупность значений температуры во всех точках изучаемого пространства для каждого момента времени.
При точечной, рельефной и шовной сварке сварное соединение образуется из общей ванны жидкого металла в результате кристаллизации. Расплавление металла начинается с центральной зоны соединения и постоянно расширяется на периферию. После выключения сварочного тока начинается быстрое охлаждение и возникают первые центры кристаллизации на поверхности оплавленных зерен. Преимущественное развитие получают те зерна, ориентация которых наиболее благоприятна для ото да теплоты.
При сварке цветных металлов и сплавов на их основе кристаллизация вследствие большой теплопроводности идет с большей скоростью.
Околошовная зона оказывает существенное влияние на качество сварного соединения. При точечной, рельефной и шовной сварке тонколистовых металлов обычно разрушение соединений происходит в этой зоне, что определяется соотношением площадей литого ядра и окружающего его периметра. В металлах, толщина которых меньше 2—2,5 мм, площадь разрушения по периметру литого ядра оказывается меньше и здесь происходит разрыв В околошовной зоне металл нагревается ниже температуры плавления и подвергается частично пластической деформации. В околошовную зону входит и металл уплотняющего пояска, окружающего литое ядро.
При точечной, рельефной и шовной сварке термопластические деформации происходят на всех стадиях образования сварного соединения. Они необходимы для создания электрического контакта, уплотняющего ядро пояска, и проковки соединения в заключительной стадии цикла при охлаждении. Общая величина этой деформации определяется глубиной вмятины А1м, составляющей 10—20 % толщины металла. Суммарную деформацию разбивают на деформации для создания электрического контакта Д„, уплотняющего пояска Д, и проковки Длр. Развитие термопластических деформаций зависит от основных параметров режима. При применении мягких режимов зоны нагрева увеличиваются и для пластической деформации требуются меньшие усилия. При рельефной сварке штампованными рельефами на листовом металле отсутствует характерная для точечной сварки вмятина. Уплотняющий литое ядро поясок создается в результате термопластической деформации рельефа, металл которого затекает в зазор. При этом способе сварки высокая и стабильная прочность соединений наблюдается и в твердой фазе, что можно объяснить интенсивной термопластической деформацией, происходящей при смятии рельефа.
|
|
|
При шовной сварке термопластические деформации развиваются, как и при точечной сварке. Теплосодержание зоны сварного соединения больше, чем при точечной сварке, поэтому сопротивление нагретого металла пластической деформации снижается и Fсв имеет сравнительно небольшое значение при высокой жесткости режима.
Дайте определение технологической свариваемости. Перечислите основные параметры режима сварки конструкционных материалов. Опишите влияние поверхностных пленок оксидов на качество сварного соединения. Проанализируйте, какие параметры и как влияют на остаточные деформации.
Под технологической свариваемостью понимают способность металлов образовывать прочное соединение без существенного ухудшения их технических свойств в самом соединении и в прилегающей к нему околошовной зоне.
Значительное влияние на качество сварного соединения оказывают поверхностные пленки оксидов. Они создают дополнительное сопротивление в контакте, препятствуют образованию сварного соединения. В некоторых оксидных пленках присутствует влага, которая при нагреве приводит к дополнительному окислению металла, увеличивая площадь непровара. В целях улучшения и стабилизации качества поверхность деталей подготовляют под сварку, очищая ее от оксидов. Если оксидная пленка появляется во время нагрева (например, при стыковой сварке сопротивлением), то применяют инертную или восстановительную среду или увеличивают пластическую деформацию. Углеродистые и низколегированные стали имеют оксидные пленки сравнительно небольшой плотности. Коррозионно-стойкие, жаропрочные стали и сплавы, сплавы титана и алюминиевые сплавы имеют твердые пленки с высокой температурой плавления.
На образование остаточных деформаций и напряжений значительное влияние оказывает способ сварки.На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки. Увеличение сечения шва, как правило, способствует росту деформаций. Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению. Например, при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют (сваривают) пояса между собой.
|
|
|
Назовите основные параметры контактных машин. Перечислите, по кг ким признакам классифицируются машины контактной сварки. Охарактеризует систему обозначения контактных машин. Дайте оценку значимости силовой част контактной машины.
Основными параметрами машины приняты:
- сила тока короткого замыкания;
- номинальная сила длительного вторичного тока;
- номинальная и(или) наибольшая сила сжатия;
- номинальные и(или) наименьший и наибольший вылет и раствор;
- наибольшая ковочная сила для машины с переменной силой сжатия;
- наибольшая длительность прохождения сварочного тока.
Эти параметры являются общими для сварочного оборудования этой группы.
Кроме того, к основным параметрам точечных и шовных машин относятся наибольшие вертикальные и взаимные смещения электродов и пределы линейной скорости роликовых электродов шовных машин. Для таких параметров, как сила сжатия, величина осадки, линейная скорость роликовых электродов, указываются условия, при которыхони достигаются.
Машины для контактной сварки классифицируются по следующим признакам:
по виду сварки — точечные, рельефные, шовные;
по назначению — универсальные (общего применения), специальные;
по способу подвода тока к месту сварки — двусторонние и односторонние;
по типу источника сварочного тока — переменного тока, конденсаторные, постоянного тока, низкочастотные, повышенной частоты;
по направлению движения электродов — с прямолинейным ходом (прессовый тип), по дуге окружности (радиальный тип);
по приводу механизмов сжатия — с педальным (пружинным или грузовым), электромеханическим, пневматическим, гидравлическим или комбинированным;
по характеру приложения силы сжатия — с постоянной, с переменной;
по положению сварочного трансформатора в подвесных точечных и шовных машинах — с отдельным трансформатором, со встроенным (в клещи) трансформатором;
по числу одновременно свариваемых соединений — одноточечные (одношовные), многоэлектродные (многоточечные, многошовные);
по расположению роликов шовных машин —для сварки продольных, поперечных швов, универсальные (для обоих швов); для сварки кольцевых швов;
по характеру перемещения деталей при шовной сварке — с непрерывным вращением ролика, с шаговым вращением ролика (во время прохождения сварочного тока ролики неподвижны);
по приводу вращения роликов — с принудительным вращением роликов, с принудительным вращением одного ролика, со свободным вращением роликов и приводом на свариваемые детали;
по способу установки — стационарные, подвесные, передвижные;
по нормируемым техническим требованиям — группа А (с повышенной стабильностью параметров), группа Б (с нормальной стабильностью параметров).
Система обозначения контактных машин позволяет определить назначение оборудования и его характеристики. Машины любого типа имеют буквенное и цифровое обозначения: первая буква М — машина; вторая буква —вид сварки (Т — точечная, Р — рельефная, Ш — шовная); третья буква — тип источника тока (Н — низкочастотный, К — разрядом конденсатора, В — постоянного тока и др.) или конструктивное исполнение машины (Р —радиальная, П — подвесная, М — многоточечная или многоэлектродная); первая цифра — наибольшая сила вторичного тока, кА, или сила осадки, кН; вторая цифра — номер модификации; третья цифра — вид климатического исполнения; четвертая цифра — группа машин по нормируемым требованиям; затем следуют напряжение и частота питающей сети, слово "экспорт" при экспортном исполнении
обозначение технических условий на машину и ГОСТ 297-80 Е.
Пример: МР-6902Т4, А, 380, 50 Гц, экспорт, ГОСТ 297-80 Е
Электрическая силовая часть машины обеспечивает протекание через свариваемые детали тока требуемой формы, амплитуды и длительности. Силовая часть машины состоит из трансформатора, выпрямителя, иногда батареи конденсаторов, токоведущих элементов вторичного сварочного контура для непосредственной передачи тока к свариваемому изделию (гибкие и жесткие токоведущие шины) и др.
Перечислите и охарактеризуйте основные параметры контактной манны. Дайте понятие номинальному и кратковременному току. Выразите их протекание схематично. Обоснуйте и дайте оценку полезной мощности машины.
Наибольший вторичный ток — ток, который проходит во вторичном (сварочном) контуре при его коротком замыкании на максимальной ступени регулирования при номинальных значениях раствора и вылета сварочного контура.
Длительный вторичный ток — это условный ток, который при непрерывном его прохождении по вторичному контуру нагревает его части до той же температуры, что и реальный ток в повторно-кратковременном режиме.
Номинальное и (или) наименьшее и наибольшее усилия сжатия электродов соответственно Fэл.ном, Fэл.min, Fэл.max — для точечных, шовных и рельефных машин. Номинальный и (или) наименьший и наибольший вылет соответственно lном, lmin, lmax — для точечных, шовных и рельефных машин. Для точечных и шовных машин вылет — это расстояние от осевой линии электродов до передней стенки машины. Для рельефных машин вылет отсчитывается от середины плиты.
Номинальный и (или) наименьший и наибольший раствор — для точечных, шовных и рельефных машин. Раствор машины — это наименьшее расстояние между консолями или их выступающими частями, определяемое на всей длине вылета машины.
Наибольшее ковочное усилие — для машин с переменным усилием сжатия.
Наибольшая длительность прохождения сварочного тока — для точечных, шовных и рельефных машин переменного тока, постоянного тока и низкочастотных.
Наибольшее вертикальное смещение электродов — для точечных и шовных машин. Наибольшее взаимное смещение электродов — для точечных и шовных машин. Вертикальное и взаимное (верхнего электрода относительно нижнего в горизонтальной плоскости) смещения электродов не должны превышать наибольших значений при безударном сжатии номинальным усилием без включения тока.
Допуск параллельности контактных поверхностей плит — для рельефных машин. Наименьшая и наибольшая линейные скорости роликовых электродов — для шовных машин.
Номинальное и (или) наименьшее и наибольшее усилия осадки — для стыковых машин. Масса М.
Расход охлаждающей воды.
Номинальный ток — наибольший допустимый по условиям нагрева токопроводящих частей и изоляции ток, при котором оборудование может работать неограниченно длительное время. Номинальный ток является одним из основных параметров практически любого электрооборудования (выключателей, трансформаторов, ЛЭП, шин и т.д.) и указывается в его паспорте.
Ток короткого замыкания(кратковременный ток) машины определяется полным сопротивлением машины (Zk), чем оно больше, тем меньше ток короткого замыкания и круче характеристика.
Полезная мощность значительно меньше активной мощности, потребляемой из сети, вследствие потерь в сварочном контуре и трансформаторе и других преобразователях, если они имеются в источнике питания машины. Например, в однофазных сварочных машинах при сварке сталей эта полезная мощность составляет 30—40 % всей установленной мощности машины. Полезная мощность характеризуется коэффициентом полезного действия.
Дайте определение номинальной мощности. Перечислите известны Вам виды мощности. Изобразите графически внешнюю характеристику машины Обоснуйте.
Номинальная мощность электроприемника – эта мощность, обозначенная на заводской табличке или в паспорте двигателя, силового или специального трансформатора, либо на цоколе или колбе источников света. Для трансформаторов сварочных машин и трансформаторов ручной сварки номинальная активная мощность – эта некоторая условная мощность, приведенная к ПВ=100%. Рном= Sпасп. cosпасп.
Мгновенной мощностью p(t) называют произведение приложенного к цепи мгновенного напряжения u(t) на мгновенное значение тока i(t) в этой цепи.
Активная мощность – это полезная мощность, которая идет на преобразование в другие виды энергии.
Реактивная мощность – это энергия, которая периодически циркулирует между источником и приемником. Реактивная мощность возникает потому, что конденсатор и катушка способны накапливать энергию, а затем снова отдавать её в сеть. На практике от реактивной мощности зачастую стараются избавиться.
Полная мощность -это максимальное значение активной мощности.
III.
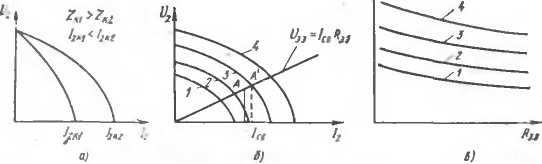
Рис. 31. Внешние характеристики машин* с различным сопротивлением короткого замыкания (а) н внешние (б) и нагрузочные характеристики (в) при четырех ступенях регулирования (/— 4)
Внешняя характеристика машины -это зависимость напряжения на электродах oт силы тока во вторичном контуре.
По внешней характеристике можно судить о некоторых особенностях машины. При повышении активного сопротивления вторичного контура (в результате его нагрева, увеличения сопротивления в месте сварки или контактных сопротивлений) вторичный ток снижается. При одинаковых условиях это снижение больше у машин с пологой внешней характеристикой. Понижение тока может привести к недопустимому уменьшению размеров сварного соединения при точечной и шовной сварке, поэтому для таких способов целесообразно применение машин с крутопадающей характеристикой.
При стыковой сварке сплавлением, наоборот, целесообразно применение машин с пологопадающей характеристикой, так как с увеличением количества или диаметра перемычек снижается R, что приводит к увеличению силы сварочного тока, более быстрому разрушению перемычек и более устойчивому протеканию процесса оплавления. Обычно небольшие по размерам вторичные контуры этих машин обеспечивают нужную характеристику.
Назовите, при каких условиях работает сварочный трансформатор. Перечислите основные узлы сварочного трансформатора, дайте их характеристик; Проанализируйте достоинства и недостатки магнитопроводов сварочного трансформатора. Объясните назначение заземления трансформатора.
Трансформатор состоит из трех основных узлов: магнитного сердечника (магнитопровода), первичной и вторичной обмоток. В зависимости от конструкции сердечника различают трансформаторы со стержневым и броневым сердечником. Как разновидность стержневого иногда применяют кольцевой сердечник. Магнитопроводы трансформаторов собирают из пластин электро-механической стали толщиной 0,3—0,5 мм, имеющих прямоугольную П-, Ш-образную или кольцевую форму.
Первичные обмотки изготовляют двух типов — цилиндрические и дисковые. Цилиндрическая обмотка состоит из одной, реже из двух катушек, которые наматывают из изолированного обмоточного провода (медного или алюминиевого), имеющего круглое или прямоугольное сечение, в несколько рядов по высоте и несколько слоев по ширине.
Вторичная обмотка сварочного трансформатора состоит обычно из одного, реже из двух витков. Если первичная обмотка цилиндрическая, то вторичный виток делают гибким из медной фольги толщиной 0,2—0,4 мм. Есть трансформаторы небольшой мощности, в которых обмотка выполнена гибким кабелем.
Магнитопровод трансформатора стержневого типа прост в изготовлении, однако вследствие больших потоков рассеяния и значительного расхода трансформаторной стали его применяют мало. Магнитопровод трансформатора броневого типа применяют чаще. Он более сложный в изготовлении, но не имеет недостатков магнитопровода стержневого типа.
Защитное заземление - преднамеренное электрическое соединение части электроустановки с заземляющим устройством с целью обеспечения электробезопасности. Предназначено для защиты человека от прикосновения к корпусу электроустаноувки или других ее частей, оказавшихся под напряжением. Чем ниже сопротивление заземляющего устройства, тем лучше.
Назовите функции, выполняемые аппаратурой управления контактно машины. Приведите структурную схему аппаратуры управления. Выявите значимость типовых блоков, входящих в структурную схему аппаратуры управления.
Аппаратура управления выполняет: включение и выключение сварочного тока, регулирование его силы, продолжительности и формы импульса; регулирование последовательных и отдельных этапов цикла сварки; стабилизацию
 Рис: Структурная схема аппаратуры управления однофазными машинами для контактной сварки:
Рис: Структурная схема аппаратуры управления однофазными машинами для контактной сварки:
F, р, U с — соответственно усилие сжатия, давление сжатого воздуха, напряжение электрической сети; СТ — сварочный трансформатор; ПС — переключатель ступеней; К — контактор; Б У — блок управления; БУП — блок усилия перемещения (вращения) электродов; БВВ — блок включения н выключения аппаратуры; 1 — узел фазорегулирования; 2 — узел модуляции; 3 — узел стабилизации; 4— узел программирования
Аппаратура управления выполняет: включение и выключение сварочного тока, регулирование его силы, продолжительности и формы импульса; регулирование последовательных и отдельных этапов цикла сварки; стабилизацию параметров режима сварки; включение и регулирование усилия сжатия электродов; изменение скорости вращения роликов (шовные машины) или перемещения подвижной плиты (стыковые машины).
На рисунке приведена типовая структурная схема аппаратуры управления однофазной контактной машины, которая разбита на типовые блоки. Машина включается контактором К Величина и форма импульсов, их продолжительность и повторяемость задаются блоком управления БУ, в который включают при необходимости узлы для плавного регулирования тока 1, модулирования 2, стабилизации тока 3 и др. БУП обеспечивает перемещение электродов, создание усилия на них и его стабилизацию, вращение электродов, передвижение подвижного стола стыковой машины. Последовательность работы всех этих устройств обеспечивается узлами программирования 4, которые имеются в блоках БУ и БУП. Связь между входными командами с блоков управления и различными исполнительными устройствами осуществляется через функциональную аппаратуру (контакторы, клапаны, конечные и путевые выключатели и др.).
|
|
|
