 |


Свариваемость меди и некоторые особенности
|
|
|
|
Свариваемость меди зависит от ее химической чистоты: чем меньше в ней вредных примесей - серы, фосфора, свинца и пр. - тем лучше она сваривается. К факторам, отрицательно влияющим на сваривание, относятся следующие:
· Склонность меди к окислению. Соединение с кислородом с образованием тугоплавких окислов приводит к образованию хрупких зон и трещин в области термической обработки.
· Высокий коэффициент линейного расширения (в 1,5 раза больше, чем у стали) вызывает большую усадку при затвердевании, приводящую к возникновению горячих трещин.
· Склонность металла к поглощению газов в расплавленном состоянии из воздуха (в основном кислорода и водорода) также крайне отрицательно сказывается на качестве сварного шва. Водород, в частности, в момент кристаллизации металла соединяется с кислородом закиси меди и образует водяной пар, вызывающий образование пор и трещин.
· Расположенность к росту зерна приводит к появлению хрупких структур в зоне термического влияния.
· Большой коэффициент теплопроводности (в 7 раз выше, чем у стали) требует источника нагрева с высокой мощностью и концентрацией энергии в зоне плавления. Из-за быстрого отвода тепла ухудшается формирование шва, растет склонность к возникновению в нем дефектов - подрезов, наплывов и пр.
· Большая жидкотекучесть меди (в 2-2,5 раза больше чем у стали) не позволяет производить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для стыковых швов могут потребоваться подкладки с противоположной стороны, плотно прилегающие к свариваемому металлу. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положении.
|
|
|
· При температуре выше 200°С снижается прочность меди с одновременным уменьшением пластичности (в отличие от других металлов, например стали, у которых снижение прочности при повышенной температуре связано с повышением пластичности). В интервале температур 250-550°С, при которых пластичность меди достигает минимальных значений, могут возникать трещины. В связи с этим следует избегать жестких закреплений. Не рекомендуется выполнять швы в два прохода, так как первый проход уже создает жесткое закрепление. Прихватки следует заменять скользящими закреплениями.
· Лучше всего сваривается раскисленная медь (М-1р, М-2р, М-3р), в которой содержание кислорода не превышает 0,01%.
· Для преодоления трудностей сваривания, технология сварки меди предусматривает газовую или флюсовую защиту сварочной ванны, в состав электродов и присадочной проволоки вводят раскислители: кремний, алюминий, марганец и прочие.
·
· Способы сварки меди
· При изготовлении сварных конструкций из меди, используются разные виды сварки - без защитного газа покрытыми электродами, с защитными газами неплавящимися и плавящимися (проволокой) электродами, под флюсом и пр. Наиболее распространены два вида: ручная дуговая сварка металлическими покрытыми электродами и сварка вольфрамовыми электродами в защитных газах.
· Подготовка меди к сварке
· Как и прочие цветные металлы, медь требует тщательной очистки перед сваркой. Прежде всего, нужно удалить с помощью ветоши, ацетона или других растворителей все загрязнения, способные быть поставщиками вредных примесей, особенно свинца и серы. Их могут содержать смазочные и охлаждающие жидкости, жиры, масла и краски.
· Затем полностью удаляется окисная пленка - металлической щеткой или сеткой из нержавейки, или каким-то абразивным инструментом - обработкой детали до блеска.
|
|
|
· Очистка детали - очень важный этап, прямо влияющий на качество сварного шва. Без неё невозможно получить прочный и красивый шов.
· При толщине стенок от 5 мм, сварку выполняют с предварительным подогревом детали до 300-700°C. Особенно важен подогрев для массивных деталей, и чем массивнее деталь, тем выше должен быть нагрев.
Перечислите параметры режима точечной, рельефной и шовной сварки Укажите область применения и охарактеризуйте материалы с защитными покрытиями. Объясните технологию сварки материалов с различными физико-механическими свойствами.
Основные параметры точечной сварки
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ), длительность его импульса (tСВ), усилие сжатия электродов (FСВ), размеры и форма рабочих поверхностей электродов (R - при сферической, dЭ - при плоской форме). Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
Размеры и форма электродов. С помощью электродов осуществляется непосредственный контакт сварочного аппарата с деталями, подвергаемыми сварке. Они не только подводят ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размеры и материал электродов являются важнейшими параметрами аппаратов для точечной сварки.
Сила сварочного тока. Сила сварочного тока (IСВ) - один из основных параметров точечной сварки. От нее зависит не только количество тепла, выделяющегося в зоне сварки, но и градиент его увеличения по времени, т.е. скорость нагрева. Напрямую зависят от IСВ и размеры сварного ядра (d, h и h1), увеличивающиеся пропорционально увеличению IСВ
Время сварки. Под временем сварки (tСВ) понимают продолжительность импульса тока при выполнении одной сварной точки. Вместе с силой тока, оно определяет количество теплоты, которое выделяется в зоне соединения при прохождении через нее электрического тока.
Усилие сжатия. Усилие сжатия (FСВ) оказывает влияние на многие процессы контактной точечной сварки: на пластические деформации, происходящие в соединении, на выделение и перераспределение тепла, на охлаждение металла и его кристаллизацию в ядре. С увеличением FСВ увеличивается деформация металла в зоне сварки, уменьшается плотность тока, снижается и стабилизируется электрическое сопротивление на участке электрод-детали-электрод. При условии сохранения размеров ядра неизменными, прочность сварных точек с ростом усилия сжатия возрастает.
|
|
|
Параметры режима рельефной сварки
1.Величина Fков.
Зависит от формы изделия, толщины, материала, количества рельефов и качества подготовки поверхности.
2. Величина Fсв.
Зависит от толщины, материала и количества рельефов
3. Величина тока подогревного импульса и его длительность. Длительность модуляции.
Зависит от толщины материала, количества рельефов и качества подготовки.
4. Время паузы.
Зависит от толщины.
5. Количество подогревных импульсов.
Зависит от количества рельефов и свойств материала.
6. Величина тока сварки.
Зависит от толщины, материала, свойств материала, количества рельефов и числа подогревных импульсов.
Параметры режима шовной сварки
Iсв, кА – сила сварочного тока
tи и tп – длительность импульса и паузы
Pсж, Н – усилие сжатия электродов
V, м/мин – скорость сварки
l, мм – шаг сварки (расстояние между осями точек)
dэ, b, r – диаметр электрода, ширина рабочей поверхности для тонких электродов и радиус для сферических.
____________________________________
Точечная контактная сварка применяется для соединения тонкого, в том числе листового металла с диапазоном 0.01-3.00 мм. Сфера ее применения радиоэлектронная, авиационная, автомобильная промышленность, а так же производство бытовой техники (печи) и спортинвентарь.
Рельефный способ контактной сварки имеет свою специфику. Им пользуются, когда нужно соединять детали разного сечения. К примеру, крестовая сварка арматуры или приваривания резьбовых соединений к большим плоскостям листового металла.
Шовная контактная сварка особый вид соединения, поскольку соединение требует высокого качества герметичности, прочности и плотности стыка. Им изготавливают топливные баки и другие жидкостные резервуары, а толщина соединяемого металла зависит от вида металла. Так, для стали она составляет 3 мм, а для цветных металлов может достигать 5 мм.
|
|
|
Низкоуглеродистая сталь хорошо сваривается стыковой сваркой, и сварные соединения по прочностным показателям близки к исходному металлу.
При сварке среднеуглероднстых и ннзкоуглеродистых сталей в зоне сварки снижается пластичность металла в результате появления закалочных структур. Некоторые спали этой группы склонны к образованию рыхлостей в околошовной зоне вследствие частичного расплавления. При необходимости пластичность улучшают подогревом, регулируемым охлаждением или последующей термической оС работкой. Давление осадки по сравнению с низкоуглероднетыми сталями увеличивают до 50 %.
При сварке высокоуглеродистых сталей интенсивное выделение оксида углерода улучшает защиту оплавленных торнов от окисления и скорости оплавления и осадки могут быть умеренными.'Пластичность соединения еще больше снижается, поэтому необходимо применять сварку с подогревом и после сварки отпуск. В околошовной зоне могут появиться усадочные рыхлоты из-за частичного расплавления стали.
При сварке алюминия и его сплавов необходимы высокая скорость оплавления (до 20 мм/с) и большие скорости осадки (>150 мм/с). Это предотвращает образование тугоплавкого оксида алюминия. Для обеспечения высоких скоростей оплавления плотность тока перед осадкой достигает 40—60 А/мм
Медь вследствие высокой теплопроводности, электропроводимости и температуры плавления свариваются значительно хуже алюминия. Сплавы ее свариваются лучше. Процесс оплавления меди ведут на высоких скоростях (до 20 мм/с). Осадка осуществляется со скоростью 200 мм/с при давлении 400—950 МПа. При сварке латуни ввиду опасности выгорания цинка процесс оплавления ведут также на больших скоростях.
Титан и его сплавы при высокой интенсивности оплавления сваривают без газовой зашиты. При сварке в защитной среде из аргона или гелия используют режимы, близкие к режимам сварки сталей. Большинство сплавов титана после сварки подвергают термической обработке.
Тугоплавкие металлы — молибден, цирконий, ниобий и тантал — вследствие высокой температуры плавления и активного взаимодействия с кислородом, азотом и водородом сваривают в защитных камерах о нейтральным газом при отсосе образующихся соединений. При кратковременном нагреве ниобии и молибден можно сваривать без защитной среды.
17Выберите правильный ответ:
точечная сварка - это способ, при котором детали, образующие нахлесточные соединения свариваются:
· в месте соприкосновения в отдельных точках;
· в месте соприкосновения точками, частично перекрывающие друг друга;
|
|
|
· свариваются по всей поверхности их соприкосновения.
Изобразите схематично точечную сварку и укажите ее основные параметры Охарактеризуйте влияние параметров на качество сварного соединения. Изобразите циклограмму точечной сварки с проковкой. Обоснуйте.
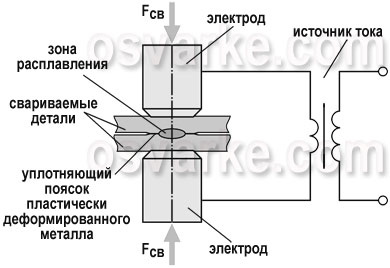
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ), длительность его импульса (tСВ), усилие сжатия электродов (FСВ), размеры и форма рабочих поверхностей электродов (R - при сферической, dЭ - при плоской форме). Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
Размеры и форма электродов. С помощью электродов осуществляется непосредственный контакт сварочного аппарата с деталями, подвергаемыми сварке. Они не только подводят ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размеры и материал электродов являются важнейшими параметрами аппаратов для точечной сварки.
Сила сварочного тока. Сила сварочного тока (IСВ) - один из основных параметров точечной сварки. От нее зависит не только количество тепла, выделяющегося в зоне сварки, но и градиент его увеличения по времени, т.е. скорость нагрева. Напрямую зависят от IСВ и размеры сварного ядра (d, h и h1), увеличивающиеся пропорционально увеличению IСВ
Время сварки. Под временем сварки (tСВ) понимают продолжительность импульса тока при выполнении одной сварной точки. Вместе с силой тока, оно определяет количество теплоты, которое выделяется в зоне соединения при прохождении через нее электрического тока.
Усилие сжатия. Усилие сжатия (FСВ) оказывает влияние на многие процессы контактной точечной сварки: на пластические деформации, происходящие в соединении, на выделение и перераспределение тепла, на охлаждение металла и его кристаллизацию в ядре. С увеличением FСВ увеличивается деформация металла в зоне сварки, уменьшается плотность тока, снижается и стабилизируется электрическое сопротивление на участке электрод-детали-электрод. При условии сохранения размеров ядра неизменными, прочность сварных точек с ростом усилия сжатия возрастает.
|
|
|
