 |


Расчет численности рабочих
|
|
|
|
Расчет численности рабочих основного производства можно производить двумя методами: по числу рабочих мест и по трудоемкости работ. На поточных линиях применяется первый метод. Если станочник работает на одном станке, занятость рабочего в течении смены будет соответствовать загрузке рабочих мест. Так рассчитывается явочное число рабочих, которые должны ежедневно выходить на работу в плановом периоде. Списочное число рабочих — это число рабочих, которые должны обеспечить функционирование оборудования в течение плановой продолжительности его работы:
 ,
,
где Чяв — число рабочих, чел.;
Фд — действительный фонд времени работы оборудования, ч;
Фэф — эффективный фонд рабочего времени одного работающего, ч.
Коэффициент фактической занятости рабочего-многостаночника
 ,
,
где t р — фактическое рабочее время за время цикла, включая время переходов, мин;
Тц.м. — длительность цикла многостаночного обслуживания, мин.
Нормативное количество станков, обслуживаемых одним рабочим, можно определить по формуле:
 ,
,
где t м-а — время машинно-автоматической работы, мин;
t в.н. — вспомогательное неперекрывающееся время, включая время активного наблюдения, мин;
t в.п. — вспомогательное перекрывающееся время, мин;
t пер — время перехода рабочего от станка к станку, мин.
Расчетное количество станков округляется до ближайшего меньшего числа. Если на станках выполняются разные операции, принимается значение t м-а того станка, для которого оно меньше.
На непрерывно-поточной линии длительность цикла при многостаночной работе равна или кратна такту поточной линии:
 , п=1,2,3,…
, п=1,2,3,…
На 1-й, 3-й,4-й операциях (п = 1):
|
|
|
 =1*1,084=1,084 мин.
=1*1,084=1,084 мин.
На 2-й операции (п = 3):
=3*1,084=3,25 мин.
На 1-й операции получаем
 0,851/1,084=0,79
0,851/1,084=0,79
 =1,3шт.
=1,3шт.
Численность рабочих-станочников по каждой операции с учетом многостаночного обслуживания:
 ,
,
где тр — расчетное число рабочих мест по данной операции;
Н — количество станков, обслуживаемых одним рабочим.
Чм1=1/1,3 =0,77 чел.
Принимаем на первой операции Ч м1=1 чел.
Аналогично определяем число рабочих-станочников на остальных операциях. Результаты расчетов сведем в таблицу 2.2.
Таблица 2.2. Численность рабочих-станочников
| Параметр | Отрезная | Токарная с ЧПУ | Токараня с ЧПУ | Вертикально-протяжная |
| Число рабочих мест по данной операции | 1 | 3 | 1 | 1 |
| Время машинно-автоматической работы | 0,46 | 3,04 | 0,49 | 0,88 |
| Вспомогательное неперекрывающееся время | 0,42 | 0,7 | 0,55 | 0,78 |
| Вспомогательное перекрывающееся время | 0 | 0 | 0 | 0 |
| Время перехода рабочего от станка к станку | 0,1 | 0,1 | 0,1 | 0,1 |
| Длительность цикла при многостаночном обслуживании | 1,084 | 3,25 | 1,084 | 1,084 |
| Фактическое рабочее время за время цикла, включая время переходов | 0,851 | 3,596 | 0,991 | 1,25 |
| Коэффициент фактической занятости рабочего | 0,79 | 1,106 | 0,979 | 1,15 |
| Количество станков, обслуживаемых одним рабочим | 1,3 | 3,2 | 1,12 | 1 |
| Расчетное число рабочих-станочников | 0,77 | 0,94 | 0,893 | 1 |
| Принятое число рабочих-станочников | 1 | 1 | 1 | 1 |
| Общее число рабочих-станочников | 4 | |||
Численность рабочих вспомогательного производства можно рассчитать на основе трудоемкости работ или норм обслуживания. Расчет численности |вспомогательных рабочих i-й профессии ведется по формуле:
 ,
,
где å Ui — сумма единиц обслуживания по i-й профессии;
k см — количество смен работы;
Но i — норма обслуживания по i-й профессии
Определим число наладчиков токарных станков
 = 0,5 чел.
= 0,5 чел.
Принимаем Ч вспт=1 чел.
Аналогично определим число вспомогательных рабочих на остальных операциях. Результаты расчетов сведем в таблицу 2.3
|
|
|
Таблица 2.3. Численность рабочих вспомогательного производства
| Профессия | Сумма единиц обслуживания | Норма обслуживания | Расчетная численность |вспомогательных рабочих | Принятая численность |вспомогательных рабочих |
| Наладчик токарных станков | 4 | 16 | 0,5 | 1 |
| Наладчик отрезных станков | 1 | 16 | 0,2 | 1 |
| Наладчик протяжных станков | 1 | 7 | 0,3 | 1 |
| Смазчик | 586 | 1000 | 1,2 | 2 |
| Электромонтер по межремонтному обслуживанию | 586 | 1000 | 1,2 | 2 |
| Контролер-приемщик | 1 | 40 | 0,1 | 1 |
| Кладовщик-раздатчик инструмента и приспособлений | 1 | 50 | 0,04 | 1 |
| Рабочий по доставке инструментов и приспособлений на рабочие места | 10 | 50 | 0,4 | 1 |
| Стропальщик | 10 | 50 | 0,4 | 1 |
| Крановщик | 10 | 50 | 0,4 | 1 |
| Уборщик производственных помещений | 438 | 1500 | 0,6 | 1 |
| Общее число вспомогательных рабочих | 14 | |||
Численность служащих (руководителей и специалистов) участка определяем укрупнённо в процентах от числа всех рабочих (для механообрабатывающих цехов: 8-16 %).
Ч сл=0,1*(Чм+Чвсп)=0,1*(3+10)=1,3 чел
Принимаем Чсл=2 чел
Планирование и организация ремонта оборудования
Планирование ремонтных работ осуществляется на основе типовой системы технического обслуживания и ремонта оборудования.
Сущность системы заключается в том, что после отработки каждым агрегатом или станком определенного количества часов производятся плановые профилактические осмотры и различные виды ремонтов.
Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов устанавливается в часах оперативного времени работы оборудования. Основным нормативом при организации и планировании ремонтных работ является длительность ремонтного цикла Тц, под которым понимается период оперативного времени работы оборудования между двумя капитальными ремонтами.
Продолжительность ремонтного цикла:
 , (час),
, (час),
где А — исходная величина ремонтного цикла, различная для различных видов оборудования,
k ом — коэффициент, учитывающий род обрабатываемого материала;
k ми — коэффициент, учитывающий род материала инструмента;
k тс — коэффициент, учитывающий квалитет точности обработки;
|
|
|
k мс — коэффициент, учитывающий массу станка;
k в — коэффициент, учитывающий возраст станка;
k д — коэффициент, учитывающий год выпуска станка.
Величина А и коэффициенты принимаются по справочным изданиям.
В нашем случае коэффициенты для всех единиц оборудования одинаковы и равны:
А=24000 час.;kми =1; k тс =1; k мс =1; k в =1; k д =1.
Тц=24000*1*1*1*1*1=24000 час.
Расчета длительности ремонтного цикла в годах
Тцг=Тц/(Фд*Кз) (лет)
Расчета длительности ремонтного цикла в месяцах
Тцм=12*Тцг (мес).
Продолжительность межремонтного t и межосмотрового t о периодов:
 ;
;  ,
,
где Хс — количество средних ремонтов в течение ремонтного цикла;
ХТ — количество текущих ремонтов в течение ремонтного цикла;
Хо — количество осмотров в течение ремонтного цикла.
Количество Хс, ХТ и Хо определяется по структуре ремонтного цикла для данного вида оборудования
Для станков на первой операции получаем:
Тцг=24000/(3613,5*0,57)=11.6 лет
Тцм=11.6*12=139.2мес.
 =17.4 час.
=17.4 час.
 =8.7мес.
=8.7мес.
Для уменьшения простоев линии станки должны ремонтироваться одновременно.
Таблица 3.4. – План ремонта оборудования механического участка на 2003г.
| № | Наименование оборудования | Модель, тип оборудования | Инвентарный номер | Послед-ний ремонт | Категория ремонтной сложности | Продолжительность межремонтного цикла (мес.) | Вид ремонтных операций, трудоемкость по месяцам, час. | ||||||||||||||||
| вид | дата | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | ||||
| 1 | Отрезной | 8Б72 | 1001 | Т | I | 47 | 12 | Т | 4 1/4 |
|
| О | 16 1 |
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
| 2 | Токарный с ЧПУ | 16Б16Т1 | 1002 | Т | I | 47 | 12 | Т | 4 1/4 |
|
| О | 16 1 |
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
| 3 | Токарный с ЧПУ | 16Б16Т1 | 1003 | Т | I | 47 | 12 | Т | 4 1/4 |
|
| О | 16 1 |
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
| 4 | Токарный с ЧПУ | 16Б16Т1 | 1004 | Т | I | 47 | 12 | Т | 4 1/4 |
|
| О | 16 1 |
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
| 5 | Токарный с ЧПУ | 16Б16Т1 | 1005 | Т | I | 47 | 12 | Т | 4 1/4 |
|
| О | 16 1
|
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
| 6 | Вертикально-протяжной | 7Б66 | 1006 | Т | I | 38 | 12 | Т | 4 1/4 |
|
| О | 6 0,4 |
|
|
|
|
| О |
|
| ||
| 1 | 0,15 | ||||||||||||||||||||||
Примечание. В числителе указывается продолжительность выполнения слесарных работ (ч), в знаменатели – продолжительность простоя станка в ремонте (сут.) Трудоемкость данного вида ремонта по каждому станку определяется на основе категории сложности ремонта и норм трудоемкости на одну ремонтную единицу и определяется по формуле:
 , (нормо-час),
, (нормо-час),
где Кс — категория ремонтной сложности станка;
tс — норма времени на одну ремонтную единицу, ч, по нормативам.
Трудоемкость ремонта должна быть определена отдельно по видам работ и в целом. Результаты расчетов сведены в таблице
Среднегодовой объем слесарных работ Q сл определяется по формуле:
 ,
,
где tо, tт, tс, tк — норма времени на единицу ремонтной сложности при соответствующем виде ремонта;
Коб - количество установленного оборудования.
Таблица 3.5. Среднегодовой объем слесарных работ
| Тип станка | Нормы времени на единицу ремонтной сложности | Qсл | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,75 | 4 | 16 | 23 | 329 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 987 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 329 |
| Вертикально-протяжной | 0,75 | 5 | 7 | 23 | 223 |
| итого: |
|
|
|
| 1868 |
Аналогично рассчитывается среднегодовой объем станочных работ по ремонту.
Таблица 3.6. Среднегодовой объем станочных работ
| станок | Нормы времени на единицу ремонтной сложности | Qст | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,1 | 2 | 7 | 10 | 141 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 423 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 141 |
| Вертикально-протяжной | 0,1 | 2 | 7 | 10 | 141 |
| итого: |
|
|
|
| 846 |
Продолжительность простоя оборудования в ремонте зависит от вида ремонта, категории ремонтной сложности агрегата и числа смен работы ремонтных бригад в сутки. Простой оборудования в ремонте исчисляется с момента остановки агрегата на ремонт до момента приемки его из ремонта.
Численность слесарей для ремонта Чсл :
 , (чел),
, (чел),
Численность станочников для ремонта Чст:
 , (чел),
, (чел),
Коэффициент aр, учитывающий потери времени на выполнение плановых ремонтных работ:
 ,
,
где Q сл и Q ст — соответственно общий годовой объем слесарных и станочных работ на автоматической линии (участке) по итоговым данным;
Фр — годовой фонд работы одного рабочего в год (час);
Q пр — суммарные простои оборудования за год (час);
Фн — номинальный фонд работы одного станка за год (час).
Число слесарей для ремонта
Чсл=Qсл/Фр=1868/2080=0,9 чел.
Принимаем Чсл=1.
|
|
|
Число станочников для ремонта
Чст=Qст/Фр=846/2080=0,4 чел.
Принимаем Чст=1.
Коэффициент aр следует сравнить с принятым при расчете действительного фонда работы оборудования.
aр =(1868+846)/(6*4015)=0,11
Полученный коэффициент aр больше принятого (a=0,1).
Кроме ремонтного персонала рассчитывается потребность в персонале по дежурному обслуживанию оборудования (дежурные слесари, электрики и др.). При этом численность дежурного персонала j-й профессии рассчитывается по формуле:
 ,
,
где К ei — -категория ремонтной сложности i-го оборудования;
Н oj — норма обслуживания одним дежурным рабочим j-й профессии (в единицах ремонтной сложности);
k см — коэффициент сменности работы оборудования.
Число дежурных слесарей
Ч д =(47*6+38*8)*2/500=2,3 чел.
Принимаем Ч д =3 чел.
Число дежурных электриков
Ч э =(47*6+38*8)*2/1000=1,1 чел.
Принимаем Ч э =2 чел.
Планирование и организация обеспечения инструментом
В этом разделе проекта определяем нормы расходам запаса инструмента, а также его стоимость в расчете на годовую программу выпуска деталей.
Расчет нормы расхода режущего инструмента в массовом и крупносерийном производстве обычно производится на 1000 шт. деталей по каждому типоразмеру инструмента для каждой деталеоперации:
 ,
,
где Н pij — норма расхода режущего инструмента j-го типоразмера на i-й операции, шт.;
t м ij — продолжительность обработки одной детали на i-й операции j-м инструментом, мин;
T изн j — время полного износа инструмента i-го типоразмера, ч;
А ij — количество инструментов в одной наладке на i-й операции j-м инструментом;
kyj — коэффициент случайной убыли инструмента.
Определим норму расхода резцов проходных на 1-й операции
 =0,3шт.
=0,3шт.
Таблица 3.7. Норма расхода режущего инструмента
| № операции | Наименование инструмента | tм | Тизн | А | Ку | Нр |
| 1 | Пила | 0,2 | 30 | 1 | 0,15 | 0,3 |
| 2 | резец прох. | 0,27 | 20 | 1 | 0,2 | 1,125 |
| резец подрез.. | 0,42 | 20 | 1 | 0,2 | 1,750 | |
| резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 | |
| 3 | резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 |
|
| сверло 6,6 | 0,24 | 11 | 1 | 0,1 | 3,636 |
| сверло 8,43 | 0,27 | 11 | 1 | 0,1 | 4,091 | |
| 5 | Протяжка | 0,3 | 25 | 1 | 0,1 | 2 |
Норма расхода для измерительного инструмента j-го наименования на 1000 деталей определяется по формуле:
 ,
,
где с — необходимое количество измерений на одну деталь;
k выб — доля деталей, подвергаемых выборочному контролю;
то — количество измерений, выполняемых с помощью инструмента до полного его изнашивания.
Количество измерений то зависит от квалитета точности измеряемого размера (а следовательно, от поля допуска на износ калибра) и рода обрабатываемого (т. е. измеряемого) материала.
Определим норму расхода штангенциркулей на 1-й операции
 =0,5 шт.
=0,5 шт.
Таблица 3.8. Норма расхода измерительного инструмента
| № операции | Наименование инструмента | с | Квыб | m0 | Hизм |
| 1 | штангенциркуль | 4 | 10 | 80 000 | 0,50 |
| 2 | штангенциркуль | 5 | 10 | 80 000 | 0,63 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 3 | штангенциркуль | 6 | 10 | 80 000 | 0,75 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 4 | штангенциркуль | 1 | 10 | 80 000 | 0,13 |
| 5 | пробка | 1 | 10 | 70 000 | 0,14 |
Годовой расход режущего, абразивного и измерительного инструмента j-го типоразмера:
 ,
,
где N в — программа выпуска деталей, шт;
Н ij — норма расхода инструмента j-го типоразмера на i-й операции.
Определим годовой расход резцов проходных
 =60 шт.
=60 шт.
Результаты расчетов по остальным инструментам сводим в табл. 3.9.
Таблица 3.9. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | годовой расход | Наименование инструмента | годовой расход |
| пила. | 60 | пробка22 | 100 |
| резец проходной | 225 | штангенциркуль | 638 |
| резец подрез. | 350 | пробка11 | 43 |
| резец расточ. | 435 | протяжка | 400 |
| сверло 6,6 | 727 | сверло 8,43 | 818 |
С целью создания минимальных запасов инструмента для обеспечения бесперебойной работы цеха производится расчет цехового оборотного фонда инструмента Z ц по каждому его типоразмеру, предусмотренному технологическим процессом обработки:
 ,
,
где Z рм ── количество инструмента, находящегося на рабочих местах;
Z рз ── количество инструмента, находящегося в заточке;
Z к ── количество инструмента, находящегося в ИРК.
При этом
 ,
,
где А ij − количество j-х единиц инструмента данного типоразмера, находящегося в резерве на рабочем месте i-й операции;
Е − количество рабочих мест (станков), на которых одновременно используется данный инструмент;
К − количество запасных комплектов инструмента, находящихся в резерве на рабочем месте (1-2).
 ,
,
где t з − цикл заточки инструмента (8 или 16 часов);
t п − период доставки инструмента (обычно один раз в смену).
 ,
,
где Тз − период времени, необходимый для обмена затупленного инструмента на заточенный, ч. Принимается по заводским данным, или при их отсутствии – 24 ч.;
Р − период времени, необходимый для пополнения запасов ИРК с ЦИС, сут.;
М − месячный расход инструмента данного типоразмера;
D − число рабочих дней в месяце.
Для проходных резцов получим
 =2 шт.
=2 шт.
 =1 шт.
=1 шт.
 =25 шт.
=25 шт.
 =38 шт.
=38 шт.
Таблица 3.10. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | A | E | Zрм | Zрз | tст | М | Zk | Zц |
| Пила | 1 | 1 | 5 | 1 | 8 | 57 | 25 | 31 |
| резец прох. | 1 | 4 | 12 | 1 | 8 | 78 | 28 | 41 |
| резец подрез.. | 1 | 4 | 12 | 1 | 8 | 88 | 29 | 42 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 4 | 17 | 24 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 111 | 32 | 39 |
| сверло 6,6 | 1 | 4 | 4 | 1 | 8 | 33 | 21 | 26 |
| сверло 8,43 | 1 | 4 | 8 | 1 | 8 | 4 | 17 | 26 |
| Протяжка | 1 | 1 | 4 | 1 | 8 | 91 | 29 | 34 |
Запас этого инструмента в ИРК устанавливается в зависимости от количества одновременно применяемого на рабочих местах и средней стойкости: для наиболее ходового – в размере среднемесячного его расхода, для наименее ходового – в размере двухмесячного расхода и более.
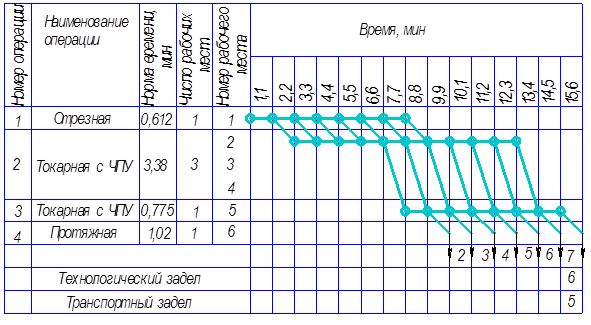
Рисунок 1 – Стандарт-план однопредметной непрерывно-поточной линии

Литература
1 Сачко А.Н.,Бабук В.В. Организация и планирование машиностроительного производства. Курсовое проектирование. Мн.: Вышэйшая школа,1986 г
2 Практикум по организации и планированию машиностроительного производства. Под ред. Ю.В.Скворцова, Л.А. Некрасова. М.: Высшая школа, 1990 г
3 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Мн.: Вышэйшая школа,1983 г
|
|
|
