 |


3. Способи оконцевання проводів обпресуванням, паянням й електрозварюванням
|
|
|
|
3. Способи оконцевання проводів обпресуванням, паянням й електрозварюванням
Обпресування виконують ручними кліщами, механічним або гідравлічним пресом за допомогою змінних пуансонів й матриць (залежно від перетину) [1, с. 192, рис 4, 9; 4, 10].
Пуансони та матриці підбирають по діаметру трубчастої частини наконечника або сполучної гільзи.
Розрізняють два способи обпресування:
– місцевого вдавлення;
– суцільного обтиснення.
Найбільш поширений перший спосіб. При опресуванні стежать, щоб лунки були співісні центру жили й один одному. Лунки роблять на лицьовій стороні наконечника.
Однодротові алюмінієві жили перетином 2, 5÷ 10мм² обпресовують в гільзах типу ГАО (рис. 16).


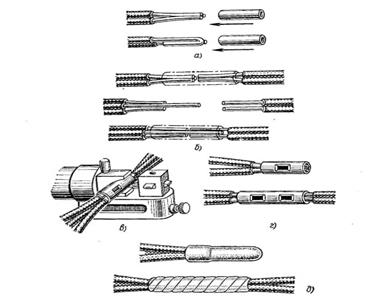
Рисунок 16 – Обпресування в гільзах типу ГАО
Процес: очищають до блиску жили й гільзу, та одразу ж змащують кварцовою пастою. Опресовують та ізолюють місце опресування.
Жили перерізом 25÷ 120мм² та багатодротяних перетином 16÷ 240мм² обпресовують в алюмінієвих й мідно-алюмінієвих наконечниках ТА і ТАМ, обпресовування сполук – в алюмінієвих гільзах [1, с. 190, рис. 4, 8].
Пресовання багатодротяних мідних дротів перетином 1, 5÷ 2, 5 мм² виконують прес-кліщами. Перед обпресуванням, в кільцевому наконечнику, знімають з кінця жили ізоляцію на довжині 25÷ 30мм². Зачищують жилу, скручують плоскогубцями, вибирають відповідний пуансон, матрицю, накінечник, надягають накінечник (з укладеною в нього жилою на стрижень пуансона так, щоб жила виходила через жолобок пуансона). Виробляють віджим накінечнику прес-кліщами до упору шайби пуансона в торець матриці.
При обпресовке гребінчастим пуансоном та матрицею, ізоляцію знімають на довжині 20÷ 25мм. Жили не скручують, а обертають двома шарами мідної або латунної фольги товщиною 0, 2мм та шириною 18÷ 20мм. Віджимають місця з'єднань один раз.
|
|
|
Обпресовування алюмінієвих багатодротяних проводів перетином 4÷ 240мм² виконують у наконечниках 2М. Обпресовування мідних наконечників та гільз роблять одним зубом на наконечнику (одне вдавлення), на гільзі – два вдавлення, по одному на кожен кінець з'єднуються жил.
4. Роз'ємні з'єднання
Болтові й гвинтові з'єднання дорожче опресуванням, паянням, тощо – вимагають контролю й періодичного підтягування. У той же час їх виконання не вимагає спецінструменту та апаратури.
При підготовці кінці зачищають, а алюміній змащують кварцовою пастою. Використовують люстрові затискачі для з'єднання освітлювальної апаратури. Надають жилі кільцеву форму, надягають на гвинт гровер, прямокутну шайбу з отбортовой, при'єднують дроти до сполучної планки, затискають їх гвинтом. Додаткової ізоляції не потрібно. Ці сполуки використовують для проводів до 2, 5мм². Відгалуження проводів від магістралі виконують за допомогою затискачів в карболітовому корпусі. Стискання виготовляють для відгалуження проводів 1, 5÷ 95мм² від магістралей 4÷ 150мм².
Послідовність відгалуження:
– зачищають кінці з магістралі і відгалуження;
– затиск протирають бензином;
– надягають пластини на зачищений магістральний провід;
– вводять відгалужувальними провід перпендикулярно магістралі;
– закривають корпус затиску та стягують його пружинно-різьбовими кільцями.
На рисунку 17 зображено готове роз'ємне з'єднання.

Рисунок 17 – Готове з'єднання
|
|
|
