 |


Расчет сроков запуска и выпуска партий деталей
|
|
|
|
Срок выпуска первой партии деталей с начала планируемого месяца (через сколько дней относительно начала планируемого месяца должна быть выпущена первая партия деталей) D в il 1 определяется по формуле
 .
.
Дата выпуска второй партии деталей i -го наименования, равной nвil1, определяется как
 .
.
В первом цехе партии деталей запускаются установленными размерами (предполагается, что материалов для их запуска достаточно), поэтому следующие (вторая, третья, четвертая и т. д.) партии деталей запускаются и выпускаются нормативными размерами n il через ритм Ril , то есть
 ,
,
где h =  п.в — индекс номеров партий деталей;
п.в — индекс номеров партий деталей;  п в— общее число партий деталей, выпускаемых за месяц.
п в— общее число партий деталей, выпускаемых за месяц.
Сроки запуска партий деталей определяются как
 .
.
Для второго цеха дата выпуска третьей  партии деталей, запускаемой размером nзil1, который может быть отличным от нормативного размера, равна
партии деталей, запускаемой размером nзil1, который может быть отличным от нормативного размера, равна
 .
.
Следующая (третья, четвертая и т.д.) партии запускается и выпускается нормативными nil размерами через ритм Ril..
Отрицательные значения дат запуска и выпуска партий деталей, в первую очередь D з il 1, D в il 1, показывают, на сколько рабочих дней раньше начала планируемого месяца должны были быть запущены и выпущены соответствующие партии деталей (n з il 1 и n в il 1, иногда и последующие). Так как они не были запущены (выпущены) своевременно, то на начало планируемого месяца они являются отстающими и должны быть поскорее выпущены. В курсовом проекте студенты сами устанавливают сроки запуска и выпуска отстающих партий деталей, обычно в первые дни планируемого месяца.
Сроки запуска D з il h и размеры партий деталей являются основанием для определения количества и сроков обеспечения цехов материалами, специальным инструментом и технологической оснасткой. На основе значений n в il 1, D з il h и D в il h планируют грузопотоки на предприятии.
|
|
|
Результаты расчета сводятся в таблице 5.3. Особо следует отметить, что все даты целые числа.
В таблице 5.3 не должно быть дат запуска или выпуска, не входящих в планируемый месяц.
Таблица 5.3 - Сроки запуска и выпуска партий деталей в__цехе на ____ месяц 201_, раб. дн.
| Номер партии | ||||||||||
| Номер детали | Dзi11 | Dвi11 | Dзi12 | Dвi12 | Dзi13 | Dвi13 | Dзi14 | Dвi14 | Dзi15 | Dвi15 |
5.4. Расчет технико-экономических показателей и загрузки оборудования цехов на планируемый месяц
При ограниченности исходных данных в курсовом проекте на основе подетальной месячной производственной программы можно рассчитать только следующие технико-экономические показатели.
1. Трудоемкость месячной производственной программы l - го цеха  по формуле
по формуле

где Iе – число наименований деталей в месячной производственной программе l -го цеха; t'шкil – норма штучно-калькуляционного времени по i -й детали в l- м цехе, ч/шт., которая рассчитывается как
 ,
,
Где Jil – число операций на i -й детали в l -м цехе.
2. Потребность в основной заработной плате производственных рабочих-сдельщиков на изготовление месячной производственной программы цеха  по формуле
по формуле
3. Коэффициент загрузки оборудования в l -м цехе в планируемом месяце  , который рассчитывается как
, который рассчитывается как

где Isl – число наименований деталей, обрабатываемых на s- й группе оборудования в l- м цехе; tшкisl –штучно-калькуляционное время оборудования по i -й детали на s- й группе оборудования в l- м цехе с учетом выполнения норм времени и заданий по снижению трудоемкости, ч/шт.; Фэф.месsl – эффективный фонд времени s- й группы оборудования в l- м цехе в планируемом месяце, ч/мес.
|
|
|
Показатели Tмесl, Змес l и αsl надо определить для месячной производственной программы цеха, рассчитанной как с учетом так и без учета партионности изготовления деталей, и сравнить их между собой.
Коэффициенты загрузки оборудования месячной производственной программой целесообразно свести в таблице 5.4, сравнить их значения и оценить возможность выполнения месячной производственной программы (нет ли перегрузки оборудования).
Таблица 5.4 - Загрузка оборудования ___ цеха на ___ месяц 201_ г.
| Группа оборудования | Коэффициенты загрузки оборудования месячной производственной программой | |
| без учета партионности изготовления деталей | с учетом партионности изготовления деталей | |
5.5. Составление подетального плана-графика запуска–выпуска партий деталей
Составляют два вида календарных планов-графиков (КПГ): подетальный и подетально-пооперационный. В подетальном указываются сроки запуска и выпуска партий деталей в цехе (на участке). В подетально-пооперационном графике (графике загрузки оборудования) указываются сроки начала и окончания обработки партий деталей на рабочих местах.
В подетальном КПГ сроки запуска и выпуска партий деталей в цехе устанавливают с учетом обеспечения своевременной поставки деталей на сборку изделий и ритмичного запуска-выпуска партий деталей в последующих цехах. В принципе подетальный КПГ можно строить по срокам запуска и выпуска партий деталей, указанным в табли 5.5, при составлении месячной производственной программы цехам исходя из N дн i — среднедневной потребности деталей на сборке, которая может иметь дробное значение. Однако более точно определяются сроки запуска и выпуска партий деталей по подетальному КПГ с учетом целого количества деталей, выпускаемых за день из цеха, что более естественно,а также с учетом внутримесячной потребности деталей на сборку, которая может быть неравномерной и зависеть от сроков выпуска изделий завода.
Подетальный КПГ строится по форме, приведенной в таблице 5.5. Планирование и учет запуска и выпуска деталей ведется нарастающим итогом с начала месяца.
|
|
|
В подетальном КПГ (таблица 5.5) каждой детали отводится три строки:
- в первой указывается дневной выпуск деталей i - ого наименования в l -м цехе в k -м рабочем дне с начала месяца Nднilk;
- во второй — выпуск деталей нарастающим итогом с начала месяца на k -й рабочий день Nilk;
- в третьей — непосредственно график запуска-выпуска партий деталей.
Дневной выпуск деталей определяется на основе среднедневной потребности в i -й детали. Если N дн il является дробной величиной, то часть дней планируемого месяца Д’p эта деталь выпускается количеством, округленным до ближайшего меньшего целого числа, а другая часть рабочих дней месяца  , количеством, округленным до ближайшего большего целого числа.
, количеством, округленным до ближайшего большего целого числа.
Величины Д 'p и Д ''p определяются из системы уравнений
 ,
,
 .
.
Среднедневной выпуск i -х деталей в l -ом цехе, в планируемом месяце равен
 ,
,
где  -месячная производственная программа выпуска i -х деталей в l -м цехе без учета партионности изготовления деталей;
-месячная производственная программа выпуска i -х деталей в l -м цехе без учета партионности изготовления деталей;  - число рабочих дней в планируемом месяце
- число рабочих дней в планируемом месяце
Выпуск i -х деталей в l -м цехе нарастающим итогом с начала месяца на k -й рабочий день определяется по формуле
 .
.
Задание на выпуск деталей в k -м рабочем дне  студентом задается самостоятельно: меньшим количеством в начале месяца и большим в конце месяца; попеременно и т.д.
студентом задается самостоятельно: меньшим количеством в начале месяца и большим в конце месяца; попеременно и т.д.
Может любое другое задание на дневной выпуск деталей из цеха с учетом спроса в них на сборке изделий. Тогда размер партии деталей в l -м цехе будет переменной величиной и будет определяться как

где  -дата выпуска
-дата выпуска  -й партии деталей i- го наименования в l -м цехе с начала месяца.
-й партии деталей i- го наименования в l -м цехе с начала месяца.
В последних графах указываются значения N* з.мес. il и N* в.мес. il , определяемые по подетальному КПГ как сумма соответственно запускаемых и выпускаемых за месяц партий деталей. Их значения должны совпадать с соответствующими значениями в таблице 5.1, что является контролем правильности составления месячной производственной программы и подетального КПГ.
Длительность производственного цикла обработки партии деталей в таблице 1.55 изображается сплошной линией. Над ней записывается дробь, в которой в числителе — размер партии деталей, а в знаменателе — количество деталей, выпущенных нарастающим итогом с начала месяца.
|
|
|
В некоторых случаях отставание в выпусках деталей может быть ликвидировано только после выпуска нескольких партий деталей. На примере этих деталей следует обратить внимание также на следующее: чтобы выпустить партию деталей своевременно через ритм, надо принять меры к сокращению T ц il (например, при построении подетально-пооперационного КПГ предусмотреть параллельную обработку этой партии деталей одновременно на нескольких рабочих местах или смешанный вид движения партий деталей по операции).
5.6. Составление подетально-пооперационного календарного плана-графика запуска и выпуска партий деталей
Составление подетально-пооперационного КПГ — многовариантная, сложная и трудоемкая задача. Многовариантность ее обусловливается двумя моментами:
- выбором партии деталей конкретного наименования из числа всех, требующих обработки на соответствующей группе взаимозаменяемого оборудования (рабочем месте);
- выбором из группы взаимозаменяемого оборудования рабочего места для обработки на нем рассматриваемой партии деталей.
В курсовом проекте подетально-пооперационный КПГ строится для одного цеха — того же, что и подетальный КПГ, на основе следующих данных:
- по цеху известны номенклатура обрабатываемых деталей, состав оборудования и сменность его работы;
- по наименованию детали заданы маршрут обработки по операциям — группам взаимозаменяемого оборудования (устанавливаются студентами), календарно-плановые нормативы, сроки выпуска партий деталей исходя из подетального КПГ;
- по деталеоперации даны норма штучно-калькуляционного времени, закрепление за группой взаимозаменяемого оборудовании длительность обработки партии деталей в сменах, определяемая по формуле
 ,
,
где γj – коэффициент выполнения норм времени по j- й операции; qij – число единиц оборудования, на которых одновременно обрабатывается i- я деталь на j- й операции (берется из таблицы 4.2).
| Таблица 5.5 - Подетальный план-график запуска-выпуска партий деталей для первого цеха на январь месяц | 
|
Предварительные расчеты удобно представить в таблицы 5.6.
Построение подетально-пооперационного КПГ по каждой партии деталей вручную производится обратно ходу технологического процесса, начиная с последней операции, срок окончания которой берется из подетального КПГ. Межоперационное время, включающее контроль и транспортировку партии деталей с операции на операцию задается самими студентами.
|
|
|
При построении подетально-пооперационного КПГ стремятся выдержать сроки выпуска партий деталей из цеха, минимизировать простои оборудования и сократить время пролеживания партий деталей между операциями.
Таблица 5.6 - Исходные данные для построения подетально-пооперационного КПГ для ____ цеха на месяц 201_ г
| Номер детали | n i, шт. | Номер операции | tшкij, ч/шт. | qij, ед. | γj | tпij, смен | tпij, ч |
Расчет tпij в часах позволяет более точно изобразить график. Рекомендуется график рисовать на миллиметровке разноцветными карандашами или разными линиями для разных наименований деталей.
При совпадении сроков изготовления нескольких партий деталей на одном рабочем месте производят сдвиг на более ранний срок изготовления менее трудоемких деталей. Это, с одной стороны, обеспечивает выпуск ее к сроку, а с другой — не приводит к значительному увеличению незавершенного производства.
Если деталеоперация закреплена за группой взаимозаменяемого оборудования, то она включается в КПГ по тому рабочему месту, которое свободно или быстрее всего освободится, то есть где данная партия деталей может быть обработана раньше всего. Количество рабочих мест, на которых одновременно обрабатывается партия деталей, вид движения партии деталей по операциям (последовательный или параллельно-последовательный), а также размер транспортной партии деталей выбираются в процессе построения КПГ исходя из требований сокращения Tцil (особенно для отстающих партий деталей), простоев оборудования, межоперационного пролеживания партий деталей при условии обеспечения непрерывности обработки партии деталей. учитываются при этом параметры, заложенные в таблице 4.2 о числе рабочих мест, на которых одновременно обрабатывается партия деталей qiji – параллельность обработки партии деталей по операциям (бi < 1,0) и др.
Подетально-пооперационный КПГ составляется по форме, приведенной на рисунке 5.1. Над длительностью обработки партии деталей на каждом рабочем месте (операции), указывается номер детали с индексами, соответствующими номеру операции и порядковому номеру партии деталей в течение планируемого месяца. Например, А31 означает, что первая партия детали А обрабатывается на третьей операции.
В результате составления подетально-пооперационного КПГ получается график загрузки каждого рабочего места. Он дает большие возможности для анализа. С помощью его студентам необходимо проанализировать время межоперационного пролеживания, длительность производственных циклов обработки партий деталей каждого наименования, получить информацию о плановых простоях каждого рабочего места, группы взаимозаменяемого оборудования в цехе.
После построения подетально-пооперационного КПГ необходимо перенести полученные по нему с учетом загрузки оборудования сроки изготовления партий деталей на подетальный календарный план-график в таблице 5.5, выделив их другим цветом, и сравнить.
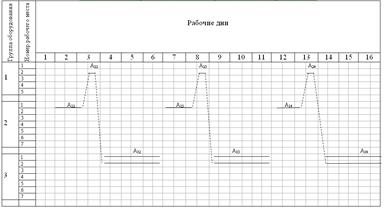
Рисунок 5.1. - Подетально-пооперационный КПГ для первого цеха на январь 201_ года (пример), 29.
|
|
|
