 |


Выбор режима ручной дуговой сварки
|
|
|
|
Дуговую сварку контролируют ряд параметров, а именно:
• сварочный ток
• напряжение дуги
• скорость сварки
• род и полярность тока
• положение шва в пространстве
• тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
5.1 Сварочный ток (выбор сварочною тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара - то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонта!ьном положении.
|
|
|
5.2. Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
• сварочный ток
• напряжение дуги
• скорость сварки
• род и полярность тока
• положение шва в пространстве
• тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара - то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.

|
На рисунке видно, что при увеличении скорости заметно уменьшается ширина шва. при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) - при скоростях 30 и 40 м/ч.
|
|
|
1.4 Род и полярность тока
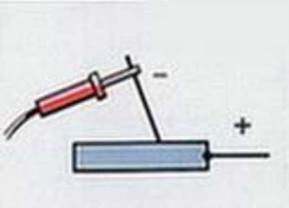
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
• При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
• При обратной полярности деталь подключается к «-», а электрод - к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| |||||||||
|
| ||||||||
|
| ||||||||


Низколегированные стали - это конструкционные стали, в которых содержится не больше 2.5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0.2 %>). широко применяются в строительстве. судостроении. трубопрокатном производстве. Сварку• низколегированных сталей можно производить как ру чным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует.
|
|
|
Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3- 5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах.
| |||
| |||


1.6
 |
Положение электрода при сварке
 Сварка в • Сварка угловых и
Сварка в • Сварка угловых и
труднодоступных стыковых соединении
местах
• Сварка неповоротных стыков труб.
Сварка в нижнем положении
При сварке в нижнем положении существуют следующие разновидности соединений:
• Стыковые (применяется сварной шов стыкового соединения)
• Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
6.1Сварка стыкового соединении
 |  | ||
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
 | |||
 | |||
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
|
|
|
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода - 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
 Важно - при сварке угловых соединений таврового типа дугу следует возбуждать на
Важно - при сварке угловых соединений таврового типа дугу следует возбуждать на
горизонтальной полке, а не на вертикальной.
Все угловые швы без скоса кромок со сторонами
образующими угол в 90 градусов нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва.
2.4 Сварка углового соединении (нахлесточного типа)
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности - максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать
 всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.
всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
3 Сварка вертикальных швов
 Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно короткой дугой. Меньший ток предотвращает вытекание металла из сварочной ванны, а короткая дуга способствует устойчивой и спокойной работе. Самый распространенный способ сварки вертикальных швов - это подъем «снизу вверх»
Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно короткой дугой. Меньший ток предотвращает вытекание металла из сварочной ванны, а короткая дуга способствует устойчивой и спокойной работе. Самый распространенный способ сварки вертикальных швов - это подъем «снизу вверх»
При способе «снизу вверх» дугу возбуждают снизу свариваемых поверхностей, в самой в нижней точке шва.
|
|
|
 |
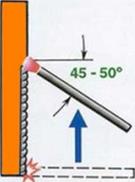
Для начала сваркой подготавливают горизонтальную площадку, равную сечением будущему шву. При вертикальной сварке электрод должен совершать поперечные колебания. Наибольший провар будет достигаться при горизонтальном положении электрода, то есть перпендикулярно вертикальной оси. Однако на практике во избежание стекания расплавленного металла электрод наклоняют, обычно хороший результат получается при угле наклона 45-50 градусов. Сварка подъемом «снизу вверх» обычно выполняется электродами диаметром до 4 мм, поперечные колебания электрода - движениями полумесяцем, углом или «елочкой». Непрофессиональным сварщикам и новичкам лучше начинать с «полумесяца», этот метод наиболее прост в освоении.
4 Сварка горизонтальных швов на вертикальной стене
При сварке горизонтальных стыковых швов дугу возбуждают на нижней горизонтальной кромке (1- на рисунке 6.1), а затем электрод переводят на верхнюю кромку- (2- на рисунке 6.1). Сварку можно вести вертикально расположенным электродом, либо углом вперед и назад (рисунок 6.1). Процесс сварки осуществляется в несколько проходов.

|
|
|
|
