 |


13.1.1. Виды сварочного пламени
|
|
|
|
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение нашло ацетилено-кислородное пламя. Широкое распространение получили (особенно при резке металлов) газы-заменители ацетилена – пропан-бутан, метан, природный и городской газ.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1, 1…1, 2; природного газа – 1, 5…1, 6; пропана – 3, 5.
 |
Сварочное пламя имеет три ярко различимые зоны: ядро, восстановительную зону и факел (рис. 13. 1). Водородное пламя ярко различимых зон не имеет.
Рис. 13. 1. Виды сварочного пламени: а – окислительное пламя; б – нормальное пламя; в – науглероживающее пламя
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения: ацетилен воспламеняется при температуре 450…500оС; газы-заменители – при 550…650оС. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
Процесс сгорания ацетилена в кислороде можно условно разделить на две стадии. Сначала под влиянием нагрева происходит распад ацетилена на элементы:
С2Н2 = 2С + Н2
Затем происходит первая стадия сгорания ацетилена за счёт кислорода:
2С + Н2 + О2 = 2СО + Н2
|
|
|
Вторая стадия горения протекает за счёт кислорода воздуха:
2СО + Н2 + 1, 5О2 = 2СО2 + Н2О
Процесс горения горючего газа в кислороде экзотермический, т. е. идёт с выделением тепла.
Нормальное пламя (рис. 13. 1б) теоретически получают тогда, когда в горелку на один объём кислорода поступает один объём ацетилена. Практически кислорода в горелку подают несколько больше – от 1, 1 до 1, 3 от объёма ацетилена. Нормальное пламя характеризуется отсутствием свободного кислорода и кислорода в его восстановительной зоне.
Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскалённых частиц углерода, которые сгорают в наружном слое оболочки.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Мягкое пламя склонно к обратным ударам и хлопкам, жёсткое – способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается, и ядро сварочного пламени удлиняется, при уменьшении скорости истечения – ядро укорачивается. Температура ядра достигает 1000оС.
 |
Рис. 12. 2. Схема образования пламени, распределение температуры по зонам и размеры ядра пламени для мундштуков разных номеров
Восстановительная (средняя) зона располагается за ядром и по своему более тёмному цвету заметно отличается от него. Длина её зависит от номера мундштука и достигает 20 мм. Зона состоит из продуктов неполного сгорания ацетилена – окиси углерода и водорода. Она называется восстановительной, так как окись углерода и водорода раскисляют расплавленный металл, отнимая кислород от его окислов. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор, газовых и шлаковых включений. Этой зоной пламени и производят сварку. Восстановительная зона имеет наиболее высокую температуру (3150оС) в точке, отстоящей на 3…6 мм от конца ядра.
|
|
|
Зона полного сгорания (факел) располагается за восстановительной зоной. Она состоит из углекислого газа, паров воды и газа, которые образуются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счёт кислорода окружающего воздуха. Температура этой зоны значительно ниже, чем температура восстановительной зоны, и колеблется от 1200 до 2500оС.
Окислительное пламя (рис. 13. 1а) получается при избытке кислорода, при подаче в горелку на один объём ацетилена более 1, 3 объёма кислорода. При этом ядро приобретает конусообразную форму, значительно сокращается по длине, становится с менее резкими очертаниями и приобретает более бледную окраску. Также сокращается по длине восстановительная зона и факел. Всё пламя приобретает синевато-фиолетовую окраску. Пламя горит с шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени выше нормального, однако, сваривать стали таким пламенем нельзя из-за наличия избытка кислорода. Избыток кислорода приводит к окислению металла шва, шов получается пористым и хрупким. Окислительное пламя можно применять при сварке латуни и пайке твёрдыми припоями.
Науглероживающее пламя (рис. 13. 1а) получается при избытке ацетилена, когда в горелку на один объём ацетилена подаётся 0, 95 и менее объёма кислорода. Ядро такого пламени теряет резкость очертания, на конце его появляется зелёный венчик, по которому судят об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску.
При большом избытке ацетилена пламя начинает коптить, так как в нём ощущается недостаток кислорода, необходимого для полного сгорания ацетилена. Находящийся в пламени избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и окислительного. Уменьшая подачу ацетилена в горелку до полного исчезновения зелёного венчика на конце ядра, ацетиленовое пламя превращается в нормальное пламя. Слегка науглероживающее пламя применяют для сварки чугуна и при наплавке твёрдыми сплавами.
|
|
|
Сварку производят восстановительной зоной пламени, состоящей в основном из окиси углерода и водорода. Расплавленный металл ванны вступает во взаимодействие с газами сварочного пламени. В результате этого происходят реакции окисления и восстановления.
Раскислители – это такие вещества, которые имеют большее сродство к кислороду, чем металл шва. При сварке стали раскисляющее действие оказывают углерод, окись углерода и водород, образующиеся при горении газовой смеси, подаваемой в сварочную горелку. Поэтому углеродистые стали можно сваривать без флюсов.
В процессе сварки окисление железа кислородом идёт по следующей реакции:
2Fe + O2 ↔ 2FeO
Закись железа (FeO) растворяется в расплавленном металле и взаимодействует с элементами, находящимися в сварочной ванне. В первую очередь закись железа вступает во взаимодействие с углеродом, кремнием, марганцем и окисляет их:
FeO + С ↔ Fe + CO2;
2FeO + Si ↔ 2Fe + SiO2;
FeO + Mn ↔ Fe + MnO
Таким образом, углерод, кремний и марганец выполняют функции раскислителя.
Образующаяся в процессе реакции окись углерода вызывает кипение и разбрызгивание металла. Кипение сварочной ванны до начала кристаллизации способствует удалению посторонних металлических включений. Если металл кипит во время кристаллизации шва, то образующиеся пузырьки окиси углерода не успевают выделяться и остаются в шве в виде газовых пор. Для уменьшения образования окиси углерода в сварочную ванну вводят раскислители (марганец и кремний).
Образующиеся в процессе реакции окиси кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки.
Процесс газовой сварки характеризуется относительно медленным охлаждением металла, поэтому водород и другие газы успевают выделиться из сварочной ванны и металл шва получается без пор. При газовой сварке вследствие более медленного нагрева зона термического влияния (околошовная зона) больше, чем при дуговой сварке.
|
|
|
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки.
При ручной сварке сварщик держит в правой руке сварочную грелку, а в левой – присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2…6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона (α ) мундштука к поверхности свариваемого металла (рис. 13. 3а).
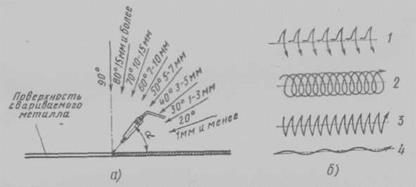 |
Рис. 13. 3. Угол наклона и способы перемещения мундштука горелки: а – график угла наклона мундштука горелки; б – способ перемещения мундштука горелки
В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное – перпендикулярно к оси шва и продольное – вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ перемещения мундштука горелки 1 (рис. 13. 3б), при котором пламя периодически отводится в сторону, не рекомендуется применять при газовой сварке, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 – по спирали и способ 3 – полумесяцем рекомендуется при сварке металла средней толщины, способ 4 – при сварке тонких листов.
Левым способом газовой сварки (рис. 13. 4а) называют такой способ, при котором сварка производится справа налево, сварочное пламя направляется на ещё не сваренные кромки металла, а присадочная проволока перемещается впереди пламени. Левый способ наиболее распространён и применяется при сварке тонких и легкоплавких металлов.
Правым способом сварки (рис. 13. 4б) называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой.
|
|
|
 |
Рис. 13. 4. Способы сварки: а – левый способ сварки; б – правый способ сварки
Так как при правом способе сварки пламя направлено на шов, то при этом обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации.
Мощность сварочной горелки для стали при правом способе выбирается из расчёта 120…150 л/ч ацетилена, а при левом – 100…130 л/ч ацетилена на 1 мм толщины свариваемого металла.
При левом способе сварки диаметр присадочной проволоки d = s/2 + 1 мм, а при правом – d = s/2 мм, где s – толщина свариваемого металла, мм.
Процесс резки начинается с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным:
| Толщина металла, мм | 3…10 | 10…25 | 25…50 | 50…100 | 100…200 | 200…300 |
| Расстояние, мм | 2…3 | 3…4 | 3…5 | 4…6 | 5…8 | 7…10 |
Для резки металла толщиной до 300 мм применяют нормальное пламя. При резке металла больших толщин лучшие результаты получают при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (при закрытом вентиле кислорода) должно быть больше толщины разрезаемого металла.
Если скорость кислородной резки мала, то наблюдается отклонение пучка искр в направлении реза (рис. 13. 5а).
 |
Рис. 13. 5. Характер выброса шлака: а – скорость резки мала; б – оптимальная скорость резки; в – скорость резки велика
При завышенной скорости резки отклонение пучка искр происходит в сторону, обратную направлению резки (рисунок 13. 5в). Скорость перемещения резака считают нормальной, если пучок искр будет выходить почти параллельно кислородной струе (рис. 13. 5б).
Машинная резка даёт более чистые кромки и меньшую ширину реза, чем ручная. Чем больше толщина разрезаемого металла, тем больше шероховатость кромок и ширина реза.
В начале резки мундштук располагают перпендикулярно поверхности металла или небольшим наклоном (5…10о) в сторону, обратную направлению резки. По мере углубления в массу металла ослабевает действие подогревающего пламени, уменьшается скорость кислородной струи. Поэтому при резке происходит отставание режущей струи (рис. 13. 6).
 |
Рис. 13. 6. Отставание режущей струи
Отставание увеличивается с увеличением скорости резки. Отставание можно компенсировать наклоном мундштука вперёд по направлению движения.
|
|
|
