 |


Определение времени пауз. Определение средневзвешенной часовой производительности. Определение годовой производительности стана
|
|
|
|
Определение времени пауз
1) При продольном перемещении раската ( при полном выходе полосы на рольганг):

где L – расстояние между клетями, м;
 – длина раската вышедшего из клети, м;
– длина раската вышедшего из клети, м;
 – средняя скорость перемещения раската по рольгангу, м/с.
– средняя скорость перемещения раската по рольгангу, м/с.

2) При продольном перемещении раската в непрерывной группе (без выхода полосы на рольганг):
где L – расстояние между клетями, м;
 – скорость выхода раската из предыдущей клети, м/с.
– скорость выхода раската из предыдущей клети, м/с.
Определение средневзвешенной часовой производительности

где А1, А2, Аn – часовая производительность стана при прокатке различных профилей,  ;
;
а1, а2, аn – доли тех же профилей в программе прокатки, %.
Определение годовой производительности стана

где Ачас. ф. – часовая фактическая производительность стана по годному;
 – фактическое число часов работы стана в году.
– фактическое число часов работы стана в году.

где  – коэффициент использования времени (коэффициент учтенных простоев).
– коэффициент использования времени (коэффициент учтенных простоев).
Для старых станов:  =0, 8
=0, 8  0, 85;
0, 85;
Для РБС, КСС и листовых: =0, 8 0, 9;
nном – номинальное число часов работы стана в году.
При работе стана по непрерывному графику:
nном =24(365-nк. р-nппр)
где 24 – число часов в сутках;
365 – число календарных дней в году;
nк. р – время в сутках, отведенное на проведение капитального ремонта;
nппр – время в сутках, отведенное на планово-предупредительные ремонты.
Задача
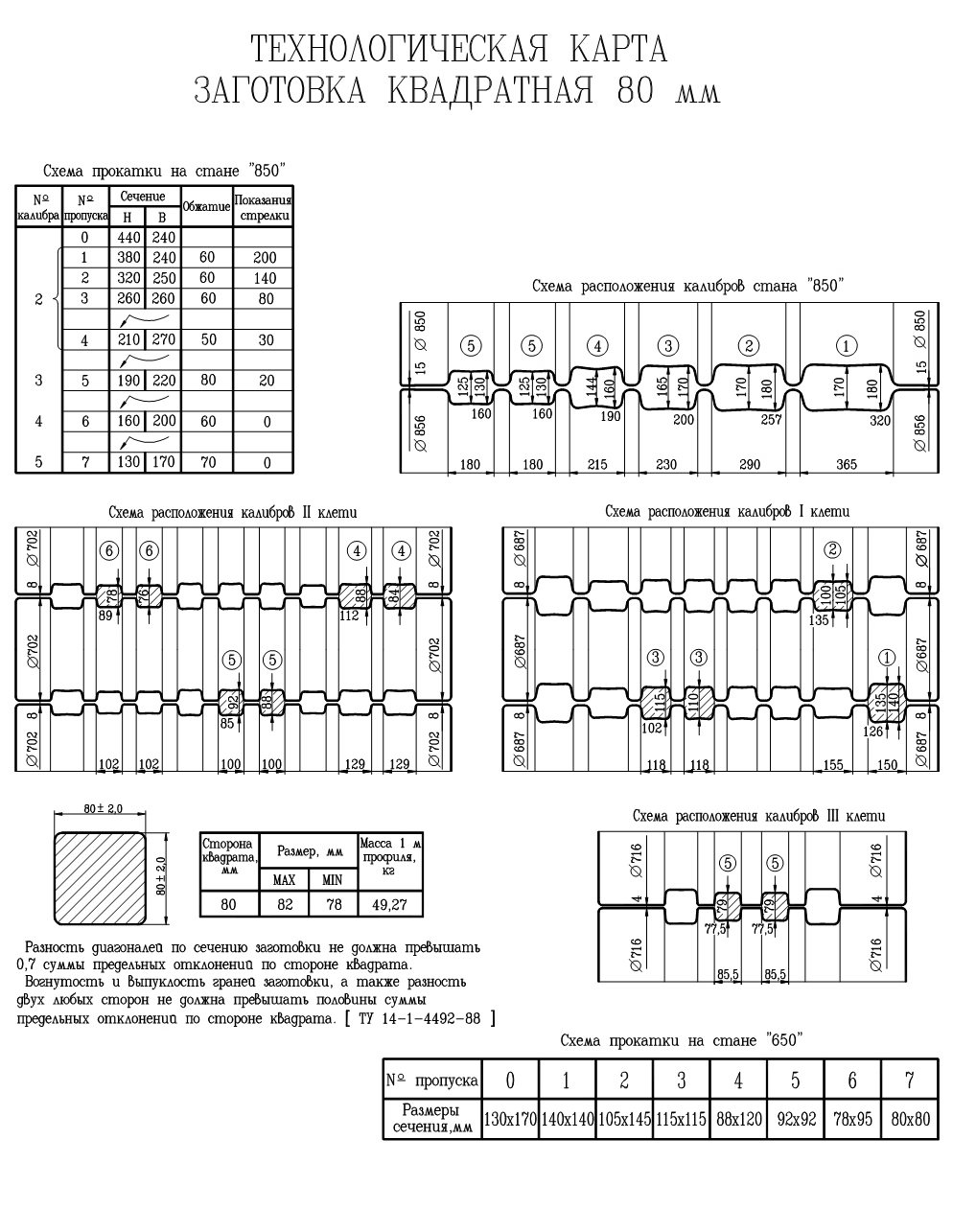
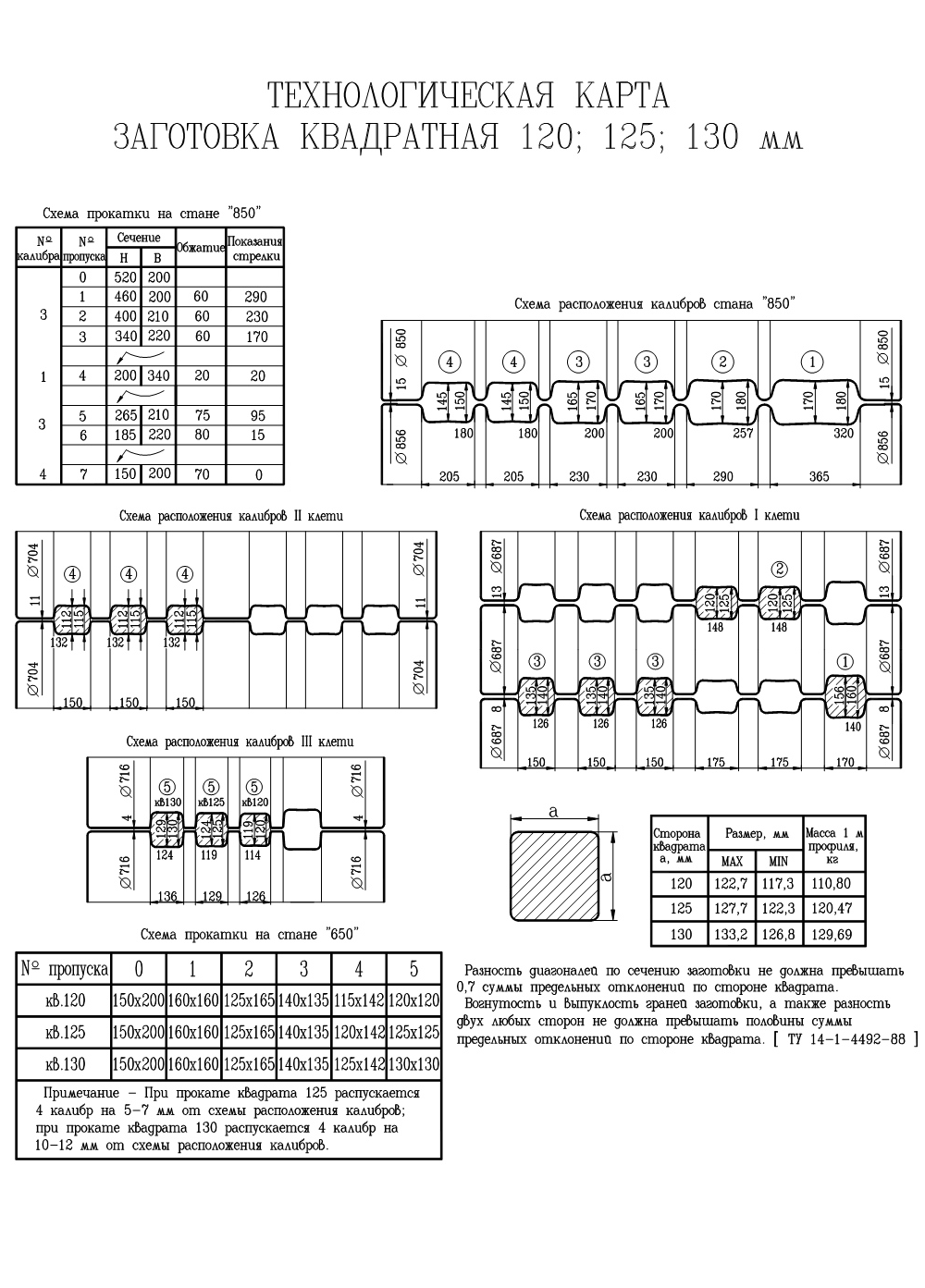
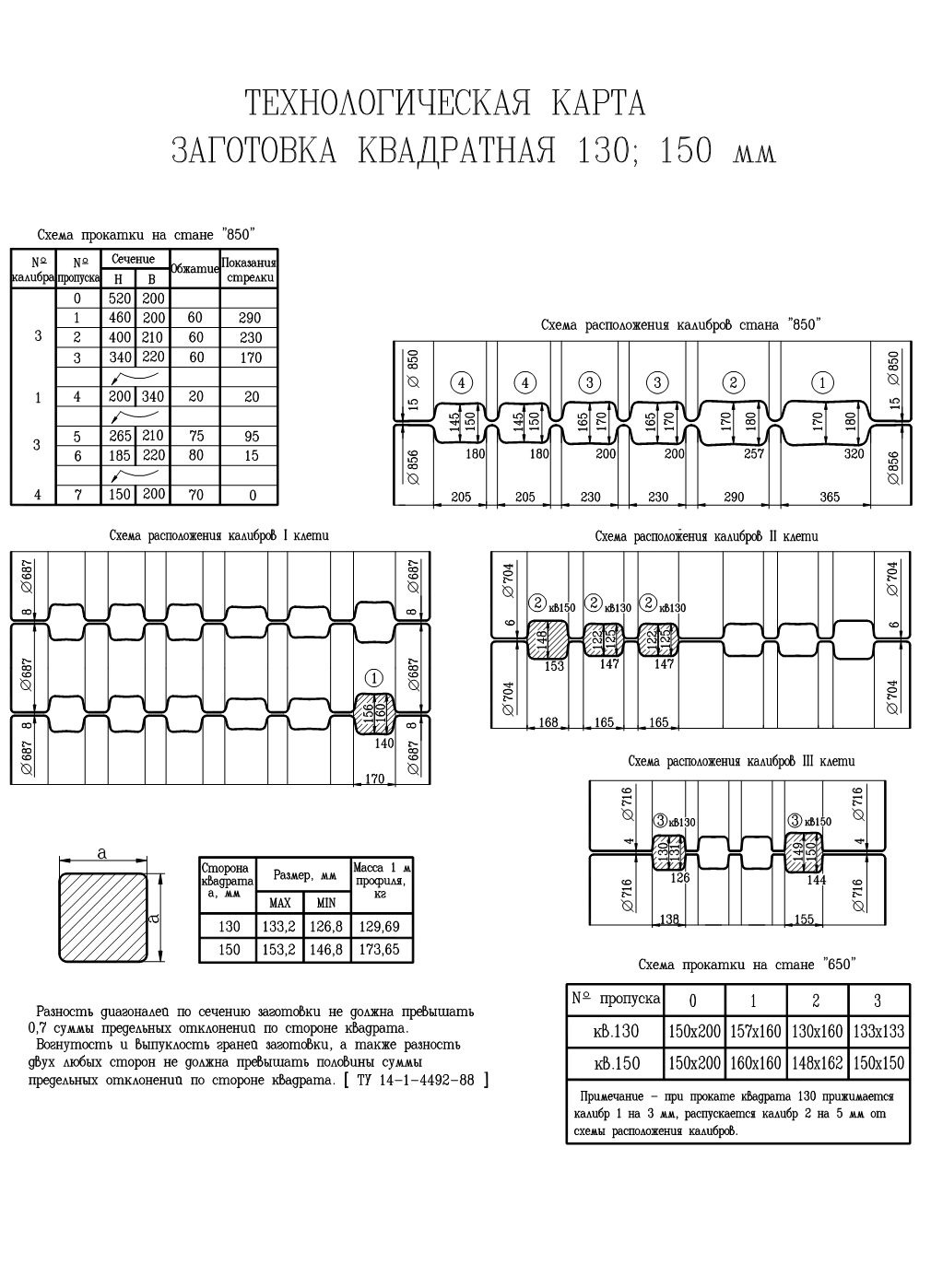
Построить график прокатки и определить часовую и годовую производительность крупносортного стана «650» ОАО НТМК по следующим данным:
Схемы прокатки и размеры калибров приведены в технологических картах.
- Исходным продуктом прокатки служит непрерывнолитая заготовка;
-Каждая последующая непрерывнолитая заготовка задается в обжимную клеть через 16 с после выхода из этой клети предыдущего раската;
|
|
|
- График работы непрерывный;
- Расходный коэффициент при прокатке заданного профиля  =1, 06;
=1, 06;
-Капитальные затраты и планово-предупредительные ремонты составляют 17 суток;
- Паузы в первой черновой клети 5сек, во второй черновой 4, 5сек.;
- Время на передачу раската по шлепперу в чистовой линии 20сек;
- Число оборотов валков:
Черновые клети n = 200об/мин;
Чистовая клеть n = 250об/мин;
- Длина рольганга между обжимной и черновой клетями 78 метров.
Таблица 2 – Исходные данные.
| № варианта | Сторона квадрата, мм. | Сечение исходной заготовки, мм. | Длина исходной заготовки, мм |

| 3, 2 | ||

| 3, 5 | ||

| 3, 4 | ||

| 3, 3 | ||

| 3, 6 | ||

| 3, 7 | ||
|
| 3, 8 | ||
|
| 3, 9 | ||
|
| 4, 0 | ||
|
| 4, 1 | ||
|
| 4, 2 | ||
|
| 4, 3 | ||
|
| 4, 4 | ||
| 4, 5 | ||
|
| 4, 7 | ||
|
| 4, 9 | ||
|
| 5, 0 | ||
|
| 5, 4 | ||
|
| 5, 8 |







Порядок расчета:
1. Определяем площадь поперечного сечения металла в каждом пропуске:
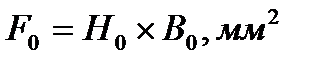 ;
;
 и. т. д.
и. т. д.
2. Определяем коэффициенты вытяжки в каждом пропуске:
 ;
;
 , и. т. д.
, и. т. д.
3. Определяем длину раската в каждом пропуске:
 ;
;
 , и. т. д.
, и. т. д.
4. Определим число оборотов в обжимной клети:
 ;
;
 , и. т. д.
, и. т. д.
Число оборотов в чистовой и черновой клетях const.
5. Определяем катающий диаметр в каждом пропуске:

6. Определяем скорость прокатки в каждом пропуске:
Для обжимной клети:


Для черновой и чистовой клети:
7. Определяем машинное время в каждом пропуске:
Для обжимной клети:

Для черновой и чистовой клетей:

8. Определяем время пауз в каждом пропуске:
без кантовки  , сек.;
, сек.;
с кантовкой  , сек.
, сек.
9. Определяем время на передачу раската по рольгангу в чистовую линию:

Результаты расчета рекомендуется свести в таблицу 3.
|
|
|
Таблица 3 – Результаты расчета.
| № пропуска | Клеть | H× B, мм | F, мм2 | µ |  ,
мм ,
мм
| n, об/мин | D  , м , м
| V, м/с | tмаш, с |  , с , с
|
|
Обжимная | ||||||||||
| I черновая | ||||||||||
| II черновая | ||||||||||
| Чистовая. |
8. Определяем время ритма построением графика прокатки (графика Адамецкого);
9. Определяем часовую фактическую производительность:

где Кu =0, 85 (цеховые данные);
m – масса исходной заготовки, определяется по формуле:

где  - плотность металла 7, 8т/м
- плотность металла 7, 8т/м  ;
;
 - высота исходной заготовки, мм;
- высота исходной заготовки, мм;
 - ширина исходной заготовки, мм;
- ширина исходной заготовки, мм;
 - длина исходной заготовки, мм.
- длина исходной заготовки, мм.
10. Определяем фактическое число часов работы стана в году:

nном =24(365-nк. р-nппр)
11. Определяем годовую производительность:

|
|
|
